
2.2.4回火防止器 是一种防止倒燃火进入乙炔发生器,而引起严重的爆炸事故的安全装置。 如图2-9所示。 瓶帽 瓶阀 石棉绳 瓶壳 多孔填 充物 防爆膜 3 接焊炬 回火气体 水位阀 乙炔进口 能进入 88 球阀 a)正常工作时 b)回火时 图2-8乙炔瓶 图2-9回火保险器工作示意图 2.2.5爆炬 是氧气与乙炔均匀混合,控制气体流量及点燃产生火焰的工具。焊炬带有5 个不同直径的喷嘴,以便粗调火焰大小,从而适应不同厚度的焊接。如图2-10 所示。 乙炔阀门 手柄 ◎6 ofC.H, 混台管 氧气阀门 入焊嘴 图2-10射吸式焊炬 2.2.6割炬 角切割氧阀】 切割氧气管 g明 预热焰混合'(体管 乙炔阀门 0 预热氧阀门 C2H2 tC2H2-02 制嘴、 图2-11割炬 31
31 2.2.4 回火防止器 是一种防止倒燃火进入乙炔发生器,而引起严重的爆炸事故的安全装置。 如图 2-9 所示。 a)正常工作时 b)回火时 图 2-8 乙炔瓶 图 2-9 回火保险器工作示意图 2.2.5 爆炬 是氧气与乙炔均匀混合,控制气体流量及点燃产生火焰的工具。焊炬带有 5 个不同直径的喷嘴,以便粗调火焰大小,从而适应不同厚度的焊接。如图 2-10 所示。 图 2-10 射吸式焊炬 2.2.6 割炬 图 2-11 割炬
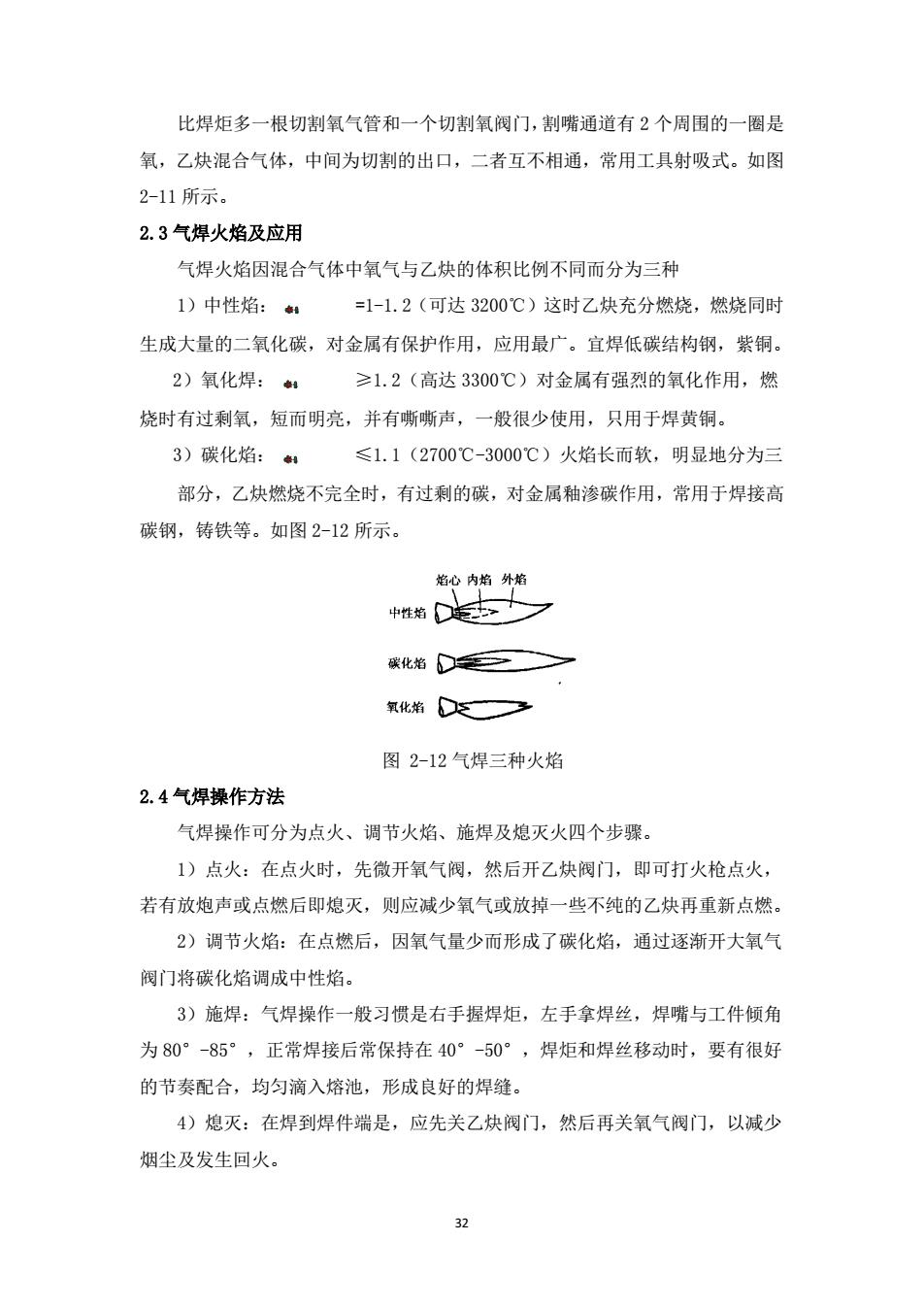
比焊炬多一根切割氧气管和一个切割氧阀门,割嘴通道有2个周围的一圈是 氧,乙炔混合气体,中间为切割的出口,二者互不相通,常用工具射吸式。如图 2-11所示。 2.3气焊火焰及应用 气焊火焰因混合气体中氧气与乙炔的体积比例不同而分为三种 1)中性焰: =1-1.2(可达3200℃)这时乙炔充分燃烧,燃烧同时 生成大量的二氧化碳,对金属有保护作用,应用最广。宜焊低碳结构钢,紫铜。 2)氧化焊: ≥1.2(高达3300℃)对金属有强烈的氧化作用,燃 烧时有过剩氧,短而明亮,并有嘶嘶声,一般很少使用,只用于焊黄铜。 3)碳化焰: ≤1.1(2700℃-3000℃)火焰长而软,明显地分为三 部分,乙炔燃烧不完全时,有过剩的碳,对金属釉渗碳作用,常用于焊接高 碳钢,铸铁等。如图2-12所示。 焰心内焰外焰 碳化焰D之 氧化焰 图2-12气焊三种火焰 2.4气焊操作方法 气焊操作可分为点火、调节火焰、施焊及熄灭火四个步骤。 1)点火:在点火时,先微开氧气阀,然后开乙炔阀门,即可打火枪点火, 若有放炮声或点燃后即熄灭,则应减少氧气或放掉一些不纯的乙炔再重新点燃。 2)调节火焰:在点燃后,因氧气量少而形成了碳化焰,通过逐渐开大氧气 阀门将碳化焰调成中性焰。 3)施焊:气焊操作一般习惯是右手握焊炬,左手拿焊丝,焊嘴与工件倾角 为80°-85°,正常焊接后常保持在40°-50°,焊炬和焊丝移动时,要有很好 的节奏配合,均匀滴入熔池,形成良好的焊缝。 4)熄灭:在焊到焊件端是,应先关乙炔阀门,然后再关氧气阀门,以减少 烟尘及发生回火。 32
32 比焊炬多一根切割氧气管和一个切割氧阀门,割嘴通道有 2 个周围的一圈是 氧,乙炔混合气体,中间为切割的出口,二者互不相通,常用工具射吸式。如图 2-11 所示。 2.3 气焊火焰及应用 气焊火焰因混合气体中氧气与乙炔的体积比例不同而分为三种 1)中性焰: =1-1.2(可达 3200℃)这时乙炔充分燃烧,燃烧同时 生成大量的二氧化碳,对金属有保护作用,应用最广。宜焊低碳结构钢,紫铜。 2)氧化焊: ≥1.2(高达 3300℃)对金属有强烈的氧化作用,燃 烧时有过剩氧,短而明亮,并有嘶嘶声,一般很少使用,只用于焊黄铜。 3)碳化焰: ≤1.1(2700℃-3000℃)火焰长而软,明显地分为三 部分,乙炔燃烧不完全时,有过剩的碳,对金属釉渗碳作用,常用于焊接高 碳钢,铸铁等。如图 2-12 所示。 图 2-12 气焊三种火焰 2.4 气焊操作方法 气焊操作可分为点火、调节火焰、施焊及熄灭火四个步骤。 1)点火:在点火时,先微开氧气阀,然后开乙炔阀门,即可打火枪点火, 若有放炮声或点燃后即熄灭,则应减少氧气或放掉一些不纯的乙炔再重新点燃。 2)调节火焰:在点燃后,因氧气量少而形成了碳化焰,通过逐渐开大氧气 阀门将碳化焰调成中性焰。 3)施焊:气焊操作一般习惯是右手握焊炬,左手拿焊丝,焊嘴与工件倾角 为 80°-85°,正常焊接后常保持在 40°-50°,焊炬和焊丝移动时,要有很好 的节奏配合,均匀滴入熔池,形成良好的焊缝。 4)熄灭:在焊到焊件端是,应先关乙炔阀门,然后再关氧气阀门,以减少 烟尘及发生回火
2.5气割的原理 气割是利用中性焰将金属加热到能够在氧气中燃烧的温度后(即燃点:碳钢 为1100℃)然后打开切割阀门,将金属燃烧成熔渣,并从切口中吹掉,使金属 分离,同时金属在燃烧时放出大量的热,使未割开部分又预热到燃点,这种预热 -氧化-吹渣的过程就是气割的过程。 2.6操作方法 先点火后即调整成中性焰,开始时光将割件边缘加热至燃烧温度,然后慢慢 打开切割氧气阀门,并平稳地向前移动,切割过程中保持割嘴与工件的角度和距 离,厚度大于6mm,割嘴垂直工件,小于6m皿,则倾斜一定角度,割嘴与工件距 离以3-5mm为宜,气割临近终点时,割嘴应沿切割方向略倾斜一些以利于工件下 一部提前割穿工件即被割穿形成割缝。气割结束时,先关闭切割氧阀门,再关闭 乙炔和预热阀门,切割速度适中,否则会产生未割穿,易产生回火,或割缝棱角 熔化。 2.7切割条件 切割必须满足一下三个条件 1)金属材料的燃点<熔点。 2)燃烧生成物的熔点<金属本身的熔点(如铝)。 3)金属在纯氧中的燃烧反应是放热反应,并自身的导热性要低(如铜)。 2.8气焊、气割主要安全事项 1)点火时手放在火嘴侧面,严禁嘴尖对准人 2)不许将正在燃烧的焊割炬随意放在工件或地面上。 3)检查周围环境,要通风良好,清楚易燃易爆物。 4)必须穿工作服,手套,护目镜。 2.9难点及重点 1)焊炬与焊丝移动时,要有良好的配合。 2)操作时,手要保持平稳。 33
33 2.5 气割的原理 气割是利用中性焰将金属加热到能够在氧气中燃烧的温度后(即燃点:碳钢 为 1100℃)然后打开切割阀门,将金属燃烧成熔渣,并从切口中吹掉,使金属 分离,同时金属在燃烧时放出大量的热,使未割开部分又预热到燃点,这种预热 -氧化-吹渣的过程就是气割的过程。 2.6 操作方法 先点火后即调整成中性焰,开始时光将割件边缘加热至燃烧温度,然后慢慢 打开切割氧气阀门,并平稳地向前移动,切割过程中保持割嘴与工件的角度和距 离,厚度大于 6mm,割嘴垂直工件,小于 6mm,则倾斜一定角度,割嘴与工件距 离以 3-5mm 为宜,气割临近终点时,割嘴应沿切割方向略倾斜一些以利于工件下 一部提前割穿工件即被割穿形成割缝。气割结束时,先关闭切割氧阀门,再关闭 乙炔和预热阀门,切割速度适中,否则会产生未割穿,易产生回火,或割缝棱角 熔化。 2.7 切割条件 切割必须满足一下三个条件 1)金属材料的燃点<熔点。 2)燃烧生成物的熔点<金属本身的熔点(如铝)。 3)金属在纯氧中的燃烧反应是放热反应,并自身的导热性要低(如铜)。 2.8 气焊、气割主要安全事项 1)点火时手放在火嘴侧面,严禁嘴尖对准人 2)不许将正在燃烧的焊割炬随意放在工件或地面上。 3)检查周围环境,要通风良好,清楚易燃易爆物。 4)必须穿工作服,手套,护目镜。 2.9 难点及重点 1) 焊炬与焊丝移动时,要有良好的配合。 2) 操作时,手要保持平稳
教案三车工实训 车工实训模块一:车床及车外圆 I课题纲要 一、目的 1、了解车床工作原理、车削加工特点、应用范围及车削一般能达到的精度 和表面粗糙度值。 2、使学生初步掌握正确操作车床。 3、初步了解外圆加工的基本过程和操作方法。 二、要求 1、熟悉车床各手柄的作用及操作方法。 2、在遵守安全操作规则的情况下,能独立操纵车床。 3、初步了解切削用量的选择,能完成简单的外圆加工。 三、时间安排 1、示范讲解约 30分钟 2、学生熟悉车床及空机练习约 15分钟 3、完成实习件的加工 60分钟 四、教学设备 1、C6140车床一台。 2、车削加工挂图一组。 3、游标卡尺0~150mm一把。 名
34 教案三 车工实训 车工实训模块一:车床及车外圆 Ⅰ 课题纲要 一、目的 1、了解车床工作原理、车削加工特点、应用范围及车削一般能达到的精度 和表面粗糙度值。 2、使学生初步掌握正确操作车床。 3、初步了解外圆加工的基本过程和操作方法。 二、要求 1、熟悉车床各手柄的作用及操作方法。 2、在遵守安全操作规则的情况下,能独立操纵车床。 3、初步了解切削用量的选择,能完成简单的外圆加工。 三、时间安排 1、示范讲解约 30 分钟 2、学生熟悉车床及空机练习约 15 分钟 3、完成实习件的加工 60 分钟 四、教学设备 1、C6140 车床一台。 2、车削加工挂图一组。 3、游标卡尺 0 ~150mm 一把
Ⅱ教学进程 一、讲解及示范演示 1、车床型号 2、车床的传动特点及加工范围 3、车床结构及各部分功用 4、工件装夹 5、车刀装夹 6、外圆加工 7、安全操作规程介绍 8、车床维护保养 二、学生空机练习 1、练习步骤:按先集中、后分开,先不开动车床、再开动车床的原则进行。 2、练习重点:主轴箱、进给箱的调整和溜板箱各手柄的操作。 三、实习件的加工。 1、在熟练掌握各手柄的情况下,粗加工实习件。 2、操作时注意以下安全规则: ①开车前检查各手柄是否到位。 ②主轴变速必须停稳以后方可进行。 ③大、中、小拖板要处于合适位置,以防超出极限位置发生事故。 3、正确使用游标卡尺。 必
35 Ⅱ 教学进程 一、讲解及示范演示 1、车床型号 2、车床的传动特点及加工范围 3、车床结构及各部分功用 4、工件装夹 5、车刀装夹 6、外圆加工 7、安全操作规程介绍 8、车床维护保养 二、学生空机练习 1、练习步骤:按先集中、后分开,先不开动车床、再开动车床的原则进行。 2、练习重点:主轴箱、进给箱的调整和溜板箱各手柄的操作。 三、实习件的加工。 1、在熟练掌握各手柄的情况下,粗加工实习件。 2、操作时注意以下安全规则: ①开车前检查各手柄是否到位。 ②主轴变速必须停稳以后方可进行。 ③大、中、小拖板要处于合适位置,以防超出极限位置发生事故。 3、正确使用游标卡尺