a.改善焊接工艺性(起到引狐和稳狐作用) b.熔化后作为填充金属使焊缝成型 c.治金处理作用 (2)焊条的型号及含义,以E4303为例,如下所示。 E43 03 表示药皮为钛钙型 表示全位焊接 表示最低抗拉强度。≥420MPa 表示焊条材料 1.2.3电焊钳主要作用是:夹持焊条,传导电流便于操作。如图2-4所示。 图2-4电焊钳 1.3操作方法及要领 焊条电弧焊,平焊基本操作为引弧、运条、收弧。 1.3.1引弧 引弧的方法有两种:(1)摩擦法,(2)敲击法 引弧时要做到: ①短:距离要短,一般等于焊条直径,否则燃而熄灭。 ②快:迅速提起,速度快,否则容易粘条(若发现粘条,可左右摇动,若摆 不脱可松开焊钳,待冷却后将焊条取下,重新引狐) 1.3.2运条 1)掌握两个基本运动 ①向下送进 ②沿着焊接方向不断移动 2)注意三个“度” ①电弧长度:焊条与工件保持约(1/2-1)焊条芯直径距离,(运条时应注 意焊条向熔池方向送给的速度应等于焊条熔化的速度。这样才能保证电弧长度不 26
26 a.改善焊接工艺性(起到引狐和稳狐作用) b.熔化后作为填充金属使焊缝成型 c.冶金处理作用 ⑵ 焊条的型号及含义,以 E4303 为例,如下所示。 E 43 0 3 表示药皮为钛钙型 表示全位焊接 表示最低抗拉强度 ≥420MPa 表示焊条材料 1.2.3 电焊钳主要作用是:夹持焊条,传导电流便于操作。如图 2-4 所示。 图 2-4 电焊钳 1.3 操作方法及要领 焊条电弧焊,平焊基本操作为引弧、运条、收弧。 1.3.1 引弧 引弧的方法有两种:⑴摩擦法,⑵敲击法 引弧时要做到: ①短:距离要短,一般等于焊条直径,否则燃而熄灭。 ②快:迅速提起,速度快,否则容易粘条(若发现粘条,可左右摇动,若摆 不脱可松开焊钳,待冷却后将焊条取下,重新引狐) 1.3.2 运条 1)掌握两个基本运动 ① 向下送进 ② 沿着焊接方向不断移动 2)注意三个“度” ① 电弧长度:焊条与工件保持约(1/2-1)焊条芯直径距离,(运条时应注 意焊条向熔池方向送给的速度应等于焊条熔化的速度。这样才能保证电弧长度不
变)弧长过长,燃烧不稳定,熔深减小,空气易侵入产生缺陷。 ②焊条角度:焊条应与焊缝两侧互成90°而与焊接方向成70°-80°,若 角度太小,则容易改变熔池形状,不仅影响焊缝表面成形,还会影响焊透率。如 图2-5所示。 90 接方向 I-向下送进 Ⅱ-沿焊接方向移动-横向摆动 图2-5平焊的焊条角度 ③焊接速度:焊接速度快、慢直接影响焊缝的宽窄高低。速度太快,熔合 不良。易断裂,太慢,焊件易焊穿,要求大家以正常的速度(焊缝宽度=2)。均 匀地向焊接方向移动,以获得宽窄高低一致的焊缝。 1.3.3收弧 当焊至末端时,要稍慢提起焊条,以使焊缝末端(火口)能填满可采用跳弧 法或反复熄弧法收尾。 最后归纳为四个子“短、稳、匀、满”。 1.4安全注意事项 1.4.1四防一保 四防:1)防触电:2)防弧光:3)防烫伤:4)防火。 一保:保护设备 重点及难点:1、焊条电弧焊平焊的操作要领(引狐不粘条,向下运条,保 持短弧焊接,横向移动速度,均匀稳定,焊道宽度一致,边口整齐)。 1.4.2焊接操作时的稳定性。 27
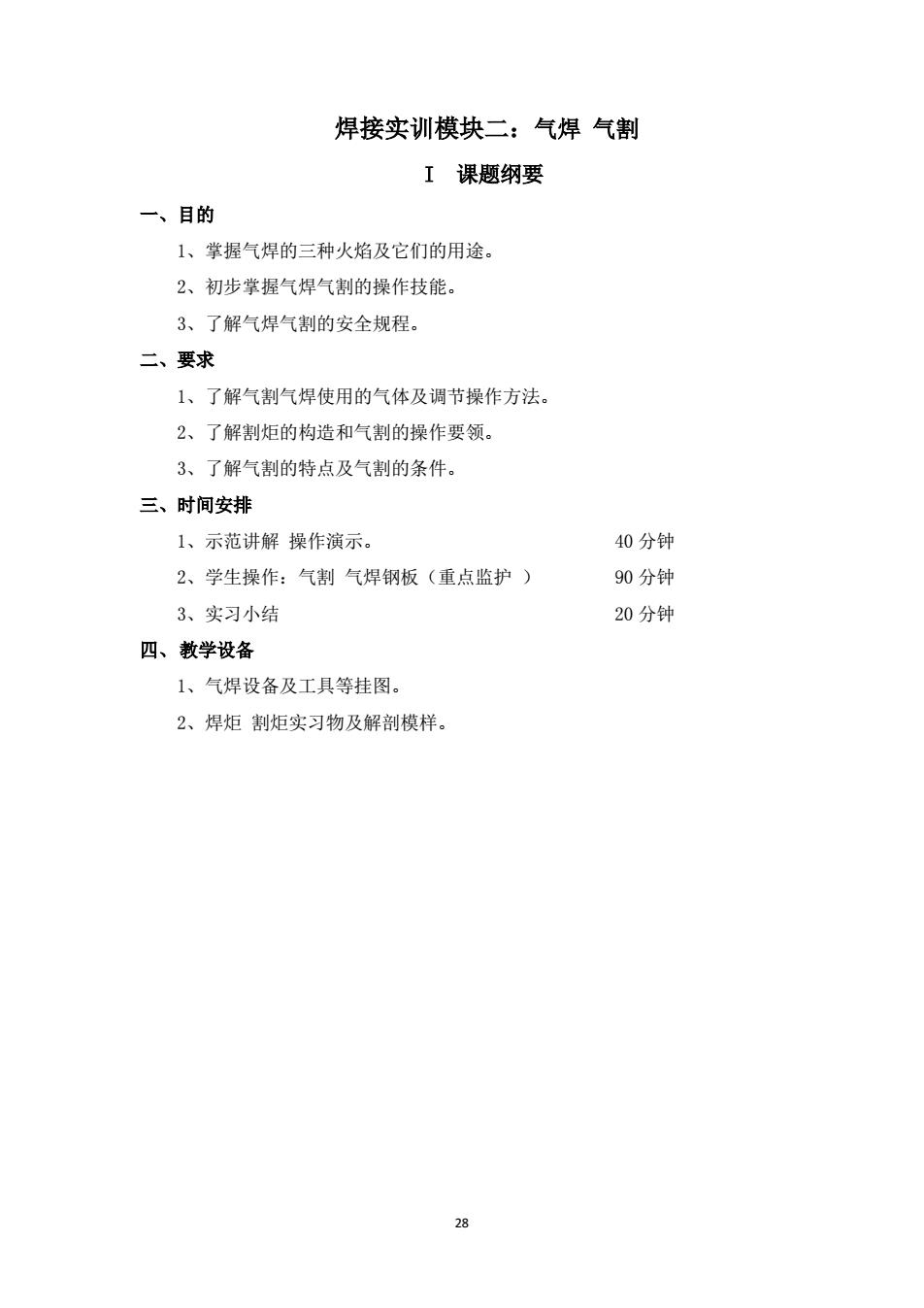
27 变)弧长过长,燃烧不稳定,熔深减小,空气易侵入产生缺陷。 ② 焊条角度:焊条应与焊缝两侧互成 90°而与焊接方向成 70°-80°,若 角度太小,则容易改变熔池形状,不仅影响焊缝表面成形,还会影响焊透率。如 图 2-5 所示。 Ⅰ-向下送进 Ⅱ-沿焊接方向移动 Ⅲ-横向摆动 图 2-5 平焊的焊条角度 ③ 焊接速度:焊接速度快、慢直接影响焊缝的宽窄高低。速度太快,熔合 不良。易断裂,太慢,焊件易焊穿,要求大家以正常的速度(焊缝宽度=2d)。均 匀地向焊接方向移动,以获得宽窄高低一致的焊缝。 1.3.3 收弧 当焊至末端时,要稍慢提起焊条,以使焊缝末端(火口)能填满可采用跳弧 法或反复熄弧法收尾。 最后归纳为四个子“短、稳、匀、满”。 1.4 安全注意事项 1.4.1 四防一保 四防:1)防触电 ;2)防弧光;3)防烫伤;4)防火。 一保:保护设备 重点及难点:1、焊条电弧焊平焊的操作要领(引狐不粘条,向下运条,保 持短弧焊接,横向移动速度,均匀稳定,焊道宽度一致,边口整齐)。 1.4.2 焊接操作时的稳定性
焊接实训模块二:气焊气割 I课题纲要 一、目的 1、掌握气焊的三种火焰及它们的用途。 2、初步掌握气焊气割的操作技能。 3、了解气焊气割的安全规程。 二、要求 1、了解气割气焊使用的气体及调节操作方法。 2、了解割炬的构造和气割的操作要领。 3、了解气割的特点及气割的条件。 三、时间安排 1、示范讲解操作演示。 40分钟 2、学生操作:气割气焊钢板(重点监护) 90分钟 3、实习小结 20分钟 四、教学设备 1、气焊设备及工具等挂图。 2、焊炬割炬实习物及解剖模样
28 焊接实训模块二:气焊 气割 I 课题纲要 一、目的 1、掌握气焊的三种火焰及它们的用途。 2、初步掌握气焊气割的操作技能。 3、了解气焊气割的安全规程。 二、要求 1、了解气割气焊使用的气体及调节操作方法。 2、了解割炬的构造和气割的操作要领。 3、了解气割的特点及气割的条件。 三、时间安排 1、示范讲解 操作演示。 40 分钟 2、学生操作:气割 气焊钢板(重点监护 ) 90 分钟 3、实习小结 20 分钟 四、 教学设备 1、气焊设备及工具等挂图。 2、焊炬 割炬实习物及解剖模样
II教学进程 一、讲解: 1、气焊气体 2、设备及工具 3、气焊的三种火焰及应用 4、气焊操作方法 5、气焊工艺 6、气割的原理及操作方法 7、金属切割的操作方法 8、安全技术 二、学生操作 1、讲解并要求遵守安全操作规程,防止回火 2、同学操作:调节气阀得到三种不同的火焰 3、气割钢板重点监护,防止发生事故。通过实际操作,使同学初步掌握气 割的操作技能 三、其他焊接方法介绍 1、示范操作点焊,使同学初步了解压力焊概况 2、示范操作钎焊,重点讲解钎焊与溶化焊的根本区别于被焊金属熔化与不 溶化的问题。 西
29 II 教学进程 一 、讲解: 1、 气焊气体 2、 设备及工具 3、 气焊的三种火焰及应用 4、 气焊操作方法 5、 气焊工艺 6、 气割的原理及操作方法 7、 金属切割的操作方法 8、安全技术 二 、学生操作 1、 讲解并要求遵守安全操作规程,防止回火 2、 同学操作:调节气阀得到三种不同的火焰 3、气割钢板 重点监护,防止发生事故。通过实际操作,使同学初步掌握气 割的操作技能 三 、其他焊接方法介绍 1、 示范操作点焊,使同学初步了解压力焊概况 2、示范操作钎焊,重点讲解钎焊与溶化焊的根本区别于被焊金属熔化与不 溶化的问题
Ⅲ讲稿 2.1气焊的基本概念 气焊是利用可燃气体与氧气混合燃烧形成的火焰作为热源的焊接方法。最常 用的是氧一焊。利用可燃气体乙炔()和助燃气体氧气在焊炬中混合后, 在焊嘴口进行燃烧,它能产生3150°的高温,可用于熔化焊件和焊丝进行焊接。 如图2-6所示。 氧化减压器8 乙炔发生器 乙炔胶管(红色) 焊炬 氧气瓶 保龄器 氧气胶管(黑色) 图2-6气焊设备 2.2设备及工具 2.2.1氧气瓶 是一种无缝的高压容器贮气最大压力1501 外表漆成天蓝色并写上“氧 气”字样。图2-7所示。 高压表 活门弹蓝 低压表 按氧气瓶 高压 接焊炬 低压室 薄膜 调压弹或 调压螺丝 (a)氧气瓶 (b)减压阀 图2-7氧气瓶与减压器 2.2.2氧气减压器 将氧气瓶中的高压气体降低到工作压力并保持工作时的压力与流量的稳定。 2.2.3乙炔瓶 是贮存溶解乙炔的钢瓶,瓶内装有浸满丙酮的多孔填充物,丙酮对乙炔有良 好的溶解能力,可使乙炔稳定而安全地贮存在瓶中,限压为1.52MPa,容积40L, 表面涂成白色,并用红漆写上“乙炔”字样。如图2-8所示。 30
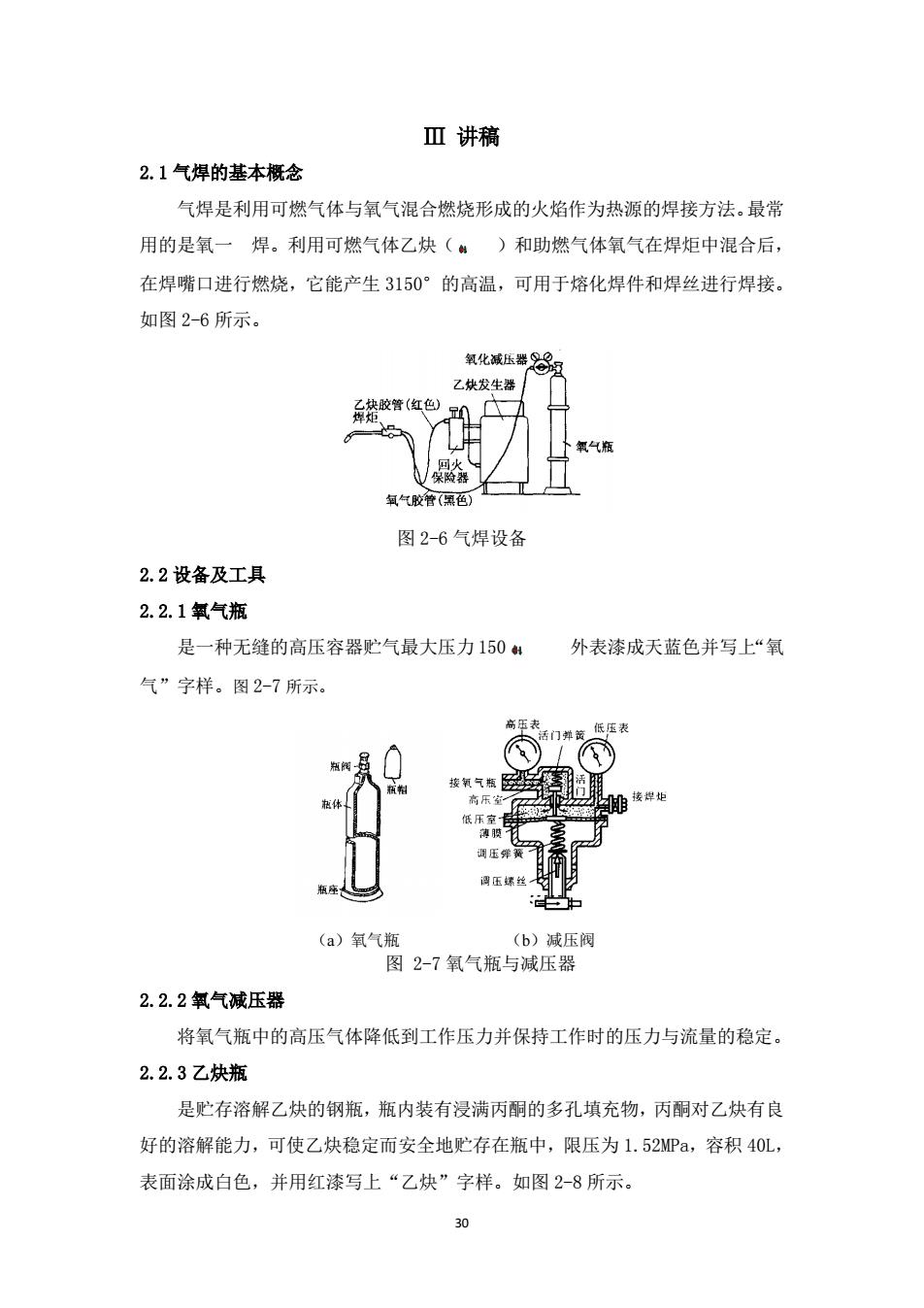
30 Ⅲ 讲稿 2.1 气焊的基本概念 气焊是利用可燃气体与氧气混合燃烧形成的火焰作为热源的焊接方法。最常 用的是氧一 焊。利用可燃气体乙炔( )和助燃气体氧气在焊炬中混合后, 在焊嘴口进行燃烧,它能产生 3150°的高温,可用于熔化焊件和焊丝进行焊接。 如图 2-6 所示。 图 2-6 气焊设备 2.2 设备及工具 2.2.1 氧气瓶 是一种无缝的高压容器贮气最大压力 150 外表漆成天蓝色并写上“氧 气”字样。图 2-7 所示。 (a)氧气瓶 (b)减压阀 图 2-7 氧气瓶与减压器 2.2.2 氧气减压器 将氧气瓶中的高压气体降低到工作压力并保持工作时的压力与流量的稳定。 2.2.3 乙炔瓶 是贮存溶解乙炔的钢瓶,瓶内装有浸满丙酮的多孔填充物,丙酮对乙炔有良 好的溶解能力,可使乙炔稳定而安全地贮存在瓶中,限压为 1.52MPa,容积 40L, 表面涂成白色,并用红漆写上“乙炔”字样。如图 2-8 所示