
Ⅲ讲稿 1.1车床概述 车削加工主要用于各种不同的回转体表面的加工,它是机械加工中应用最 为广泛的方法之一。车削加工使用的机床叫车床。车床是金属切削机床中数量 最多的一种,大约占机床总数的一半以上。 车削加工是指在车床上,利用装夹在三爪卡盘上的工件的旋转和刀具的移 动,从工件表面切除多余材料,使其成为符合一定形状、尺寸和表面质量要求的 零件的一种切削加工方法,其中工件的旋转为主运动,刀具的移动为进给运动。 车削加工精度可达IT11IT6,表面粗糙度Ra值可达12.50.84m。 车床的种类很多,主要有普通车床、六角车床、仪表车床、立式车床、多刀车床、 自动及半自动车床、数控车床等,其中大部分为卧式车床。 在车床上可完成的主要工作如下:车端面、车外圆、车外锥面、切槽、切断、 镗孔、切内槽、钻中心孔、钻孔、铰孔、锪锥孔、车外螺纹、车内螺纹、攻螺纹、 车成形面、滚花等。如图3-1所示。我们在实习中使用的车床为CM6140A。 a)车端面 b)车外圆 c)车外锥面 d切槽、切断 e)镗孔 0切内 钻中心孔 h)钻孔 i)较孔 )锪锥孔 f 雪 k)车外螺纹 )车内螺纹 m)攻螺纹 n)车成形面 o)滚花 图3-1车床上能完成的主要工作 36
36 Ⅲ 讲稿 1.1 车床概述 车削加工主要用于各种不同的回转体表面的加工,它是机械加工中应用最 为广泛的方法之一 。车削加工使用的机床叫车床。车床是金属切削机床中数量 最多的一种,大约占机床总数的一半以上。 车削加工是指在车床上,利用装夹在三爪卡盘上的工件的旋转和刀具的移 动,从工件表面切除多余材料,使其成为符合一定形状、尺寸和表面质量要求的 零件的一种切削加工方法,其中工件的旋转为主运动,刀具的移动为进给运动。 车削加工精度可达 IT11~IT6,表面粗糙度 Ra 值可达 12.5~0.8μm。 车床的种类很多,主要有普通车床、六角车床、仪表车床、立式车床、多刀车床、 自动及半自动车床、数控车床等,其中大部分为卧式车床。 在车床上可完成的主要工作如下:车端面、车外圆、车外锥面、切槽、切断、 镗孔、切内槽、钻中心孔、钻孔、铰孔、锪锥孔、车外螺纹、车内螺纹、攻螺纹、 车成形面、滚花等。如图 3-1 所示。我们在实习中使用的车床为 CM6140A。 图 3-1 车床上能完成的主要工作
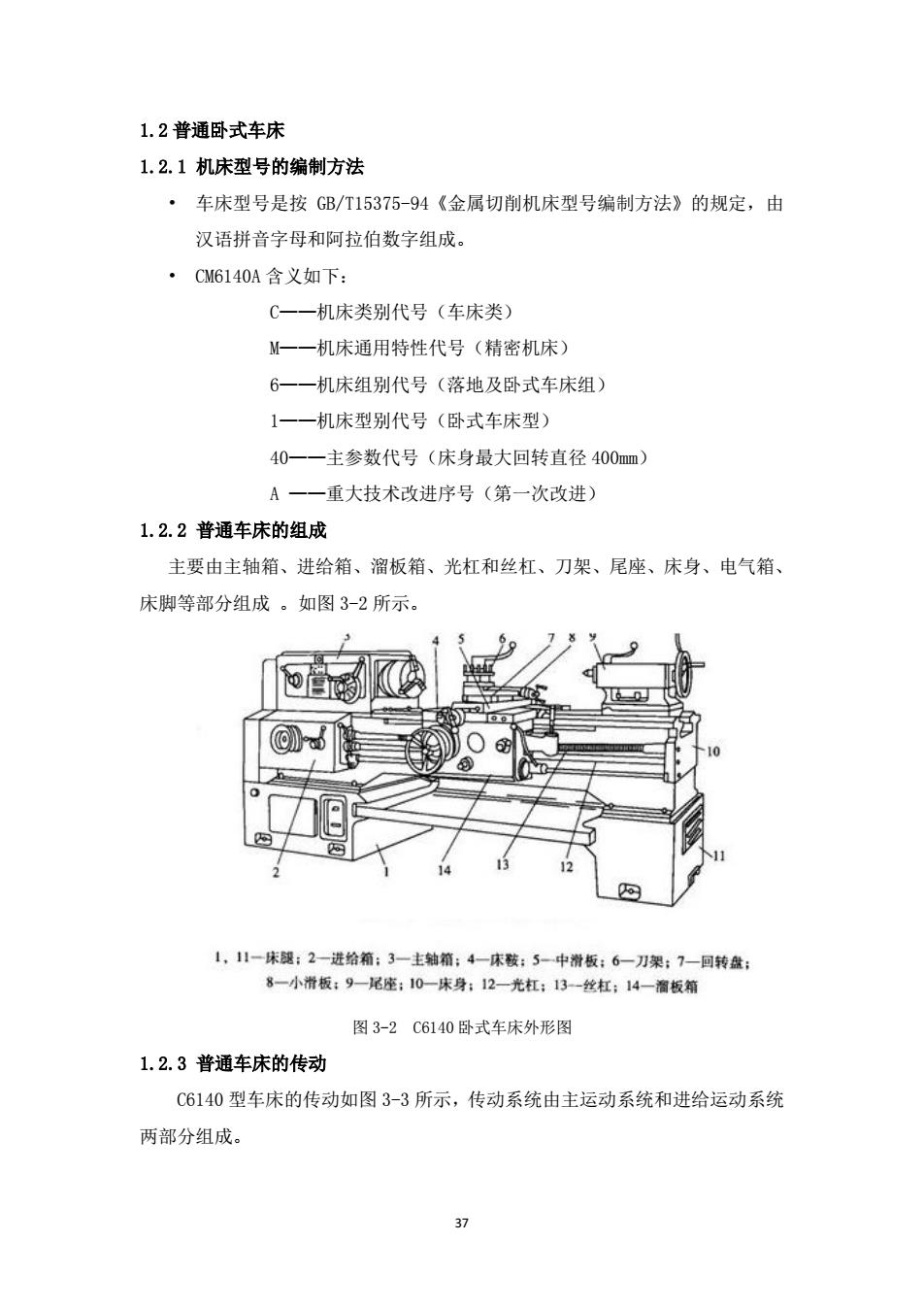
1.2普通卧式车床 1.2.1机床型号的编制方法 ·车床型号是按GB/T15375-94《金属切削机床型号编制方法》的规定,由 汉语拼音字母和阿拉伯数字组成。 ·CM6140A含义如下: C一一机床类别代号(车床类) M一一机床通用特性代号(精密机床) 6一一机床组别代号(落地及卧式车床组) 1一一机床型别代号(卧式车床型) 40一一主参数代号(床身最大回转直径400mm) A一一重大技术改进序号(第一次改进) 1.2.2普通车床的组成 主要由主轴箱、进给箱、溜板箱、光杠和丝杠、刀架、尾座、床身、电气箱、 床脚等部分组成。如图3-2所示。 1,11一床就:2一进给箱:3一主轴箱;4一床鞍:5一中滑板:6一刀架;7一回转盘: 8一小滑板:9一尾座:10一床身;12一光杠:13-丝杠;14一溜板箱 图3-2C6140卧式车床外形图 1.2.3普通车床的传动 C6140型车床的传动如图3-3所示,传动系统由主运动系统和进给运动系统 两部分组成。 37
37 1.2 普通卧式车床 1.2.1 机床型号的编制方法 • 车床型号是按 GB/T15375-94《金属切削机床型号编制方法》的规定,由 汉语拼音字母和阿拉伯数字组成。 • CM6140A 含义如下: C——机床类别代号(车床类) M——机床通用特性代号(精密机床) 6——机床组别代号(落地及卧式车床组) 1——机床型别代号(卧式车床型) 40——主参数代号(床身最大回转直径 400mm) A ——重大技术改进序号(第一次改进) 1.2.2 普通车床的组成 主要由主轴箱、进给箱、溜板箱、光杠和丝杠、刀架、尾座、床身、电气箱、 床脚等部分组成 。如图 3-2 所示。 图 3-2 C6140 卧式车床外形图 1.2.3 普通车床的传动 C6140 型车床的传动如图 3-3 所示,传动系统由主运动系统和进给运动系统 两部分组成
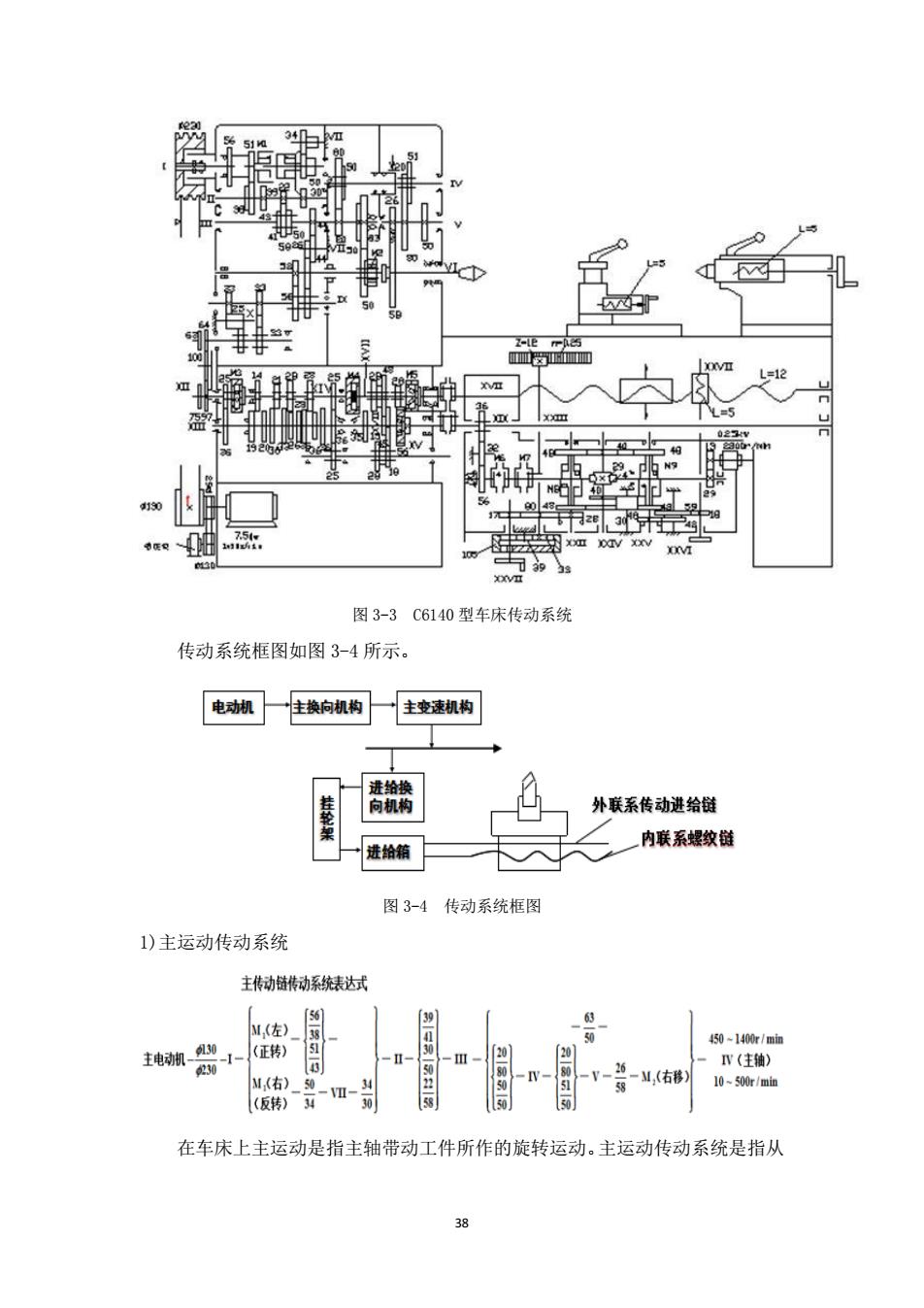
Z-le me 安加 4130 7.54 3 医Q 311动n 元9 图3-3C6140型车床传动系统 传动系统框图如图3-4所示。 电动机 主换向机构 主变速机构 进给换 挂轮架 向机构 外联系传动进给链 内联系螺纹链 进给箱 图3-4传动系统框图 1)主运动传动系统 主传动链转动系统裱达式 M,(左) 38 易 主电动凯 且30 450-1400r/min -1 (正转) W(主轴) 6230 M:(右) 0 一,(佑移) 10-500r/min (反转) 30 在车床上主运动是指主轴带动工件所作的旋转运动。主运动传动系统是指从 38
38 图 3-3 C6140 型车床传动系统 传动系统框图如图 3-4 所示。 图 3-4 传动系统框图 1)主运动传动系统 在车床上主运动是指主轴带动工件所作的旋转运动。主运动传动系统是指从
电机到主轴之间的传动系统,主轴的转速用n主来表示,单位为r/min。 主运动的传动路线如下:主轴正转时,应得2×3=6种高转速和2×3×2× 2=24种低转速。轴Ⅲ-IV-V之间的4条传动路线的传动比为: 五-8甜-6名-甜×动-号6-8*甜-月 =8×1 因为2和i3基本相同,所以经低速传动路线,主轴实际上只得到2×3×(2 ×2-1)=18级转速。加上6级高转速,主轴共可获得2×3×[1+(2×2-1)]=24 级转速。 主轴反转时,同理,有3×[1+(2×2-1)]=12级转速。 2)进给运动传动系统 车床上的进给运动是指刀具相对于工件的移动。进给运动用进给量f来描 述,单位是mm/r。进给运动传动系统是指从主轴到刀架之间的传动系统。如图3 所示。 车削圆柱面和端面进给传动路线: 车削螺纹进给传动路线:
39 电机到主轴之间的传动系统,主轴的转速用 n 主来表示,单位为 r/min。 主运动的传动路线如下:主轴正转时,应得 2×3=6 种高转速和 2×3×2× 2=24 种低转速。轴Ⅲ-Ⅳ-Ⅴ之间的 4 条传动路线的传动比为: 因为 i2 和 i3 基本相同,所以经低速传动路线,主轴实际上只得到 2×3×(2 ×2-1)=18 级转速。加上 6 级高转速,主轴共可获得 2×3×[1+(2×2-1)]=24 级转速。 主轴反转时,同理,有 3×[1+(2×2-1)]=12 级转速。 2) 进给运动传动系统 车床上的进给运动是指刀具相对于工件的移动。进给运动用进给量 f 来描 述,单位是 mm/r。进给运动传动系统是指从主轴到刀架之间的传动系统。如图 3 所示。 车削圆柱面和端面进给传动路线: 车削螺纹进给传动路线: 16 1 80 20 80 20 i1 4 1 50 51 80 20 i2 4 1 80 20 50 50 i3 1 50 51 50 50 i1
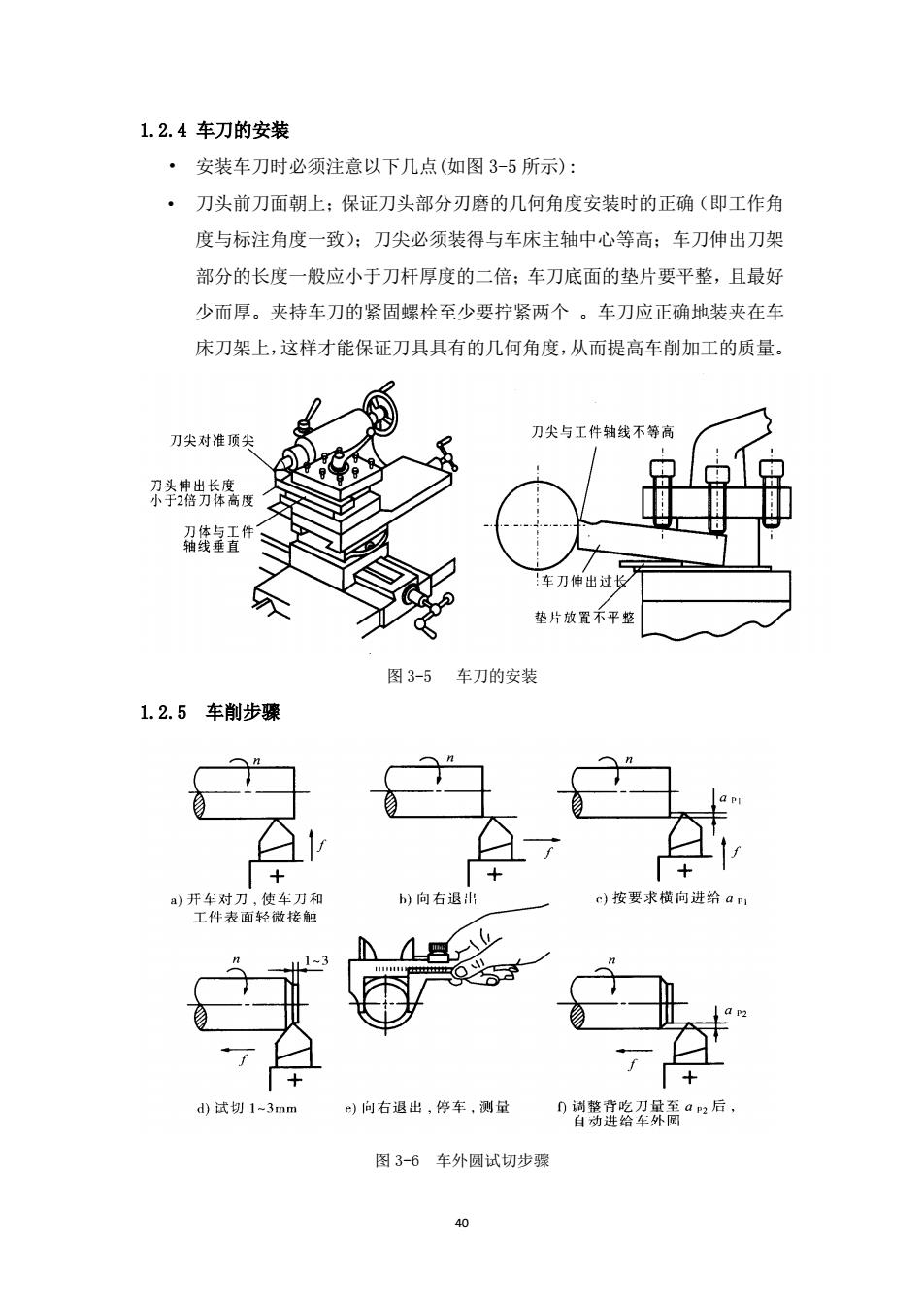
1.2.4车刀的安装 ·安装车刀时必须注意以下几点(如图3-5所示): · 刀头前刀面朝上:保证刀头部分刃磨的几何角度安装时的正确(即工作角 度与标注角度一致):刀尖必须装得与车床主轴中心等高:车刀伸出刀架 部分的长度一般应小于刀杆厚度的二倍:车刀底面的垫片要平整,且最好 少而厚。夹持车刀的紧固螺栓至少要拧紧两个。车刀应正确地装夹在车 床刀架上,这样才能保证刀具具有的几何角度,从而提高车削加工的质量。 刀尖对准顶尖 刀尖与工件轴线不等高 刀头伸出长度 小于2倍刀体高度 刀体与工件 轴线垂直 车刀伸出过长 垫片放置不平整 图3-5 车刀的安装 1.2.5车削步骤 a)开车对刀,使车刀和 h)向右退出 c)按要求横向进给a1 工件表面轻微接触 d)试切1~3mm )向右退出,停车,测量 )调整背吃刀量至ap2后, 自动进给车外圆 图3-6车外圆试切步骤 %
40 1.2.4 车刀的安装 • 安装车刀时必须注意以下几点(如图 3-5 所示): • 刀头前刀面朝上;保证刀头部分刃磨的几何角度安装时的正确(即工作角 度与标注角度一致);刀尖必须装得与车床主轴中心等高;车刀伸出刀架 部分的长度一般应小于刀杆厚度的二倍;车刀底面的垫片要平整,且最好 少而厚。夹持车刀的紧固螺栓至少要拧紧两个 。车刀应正确地装夹在车 床刀架上,这样才能保证刀具具有的几何角度,从而提高车削加工的质量。 图 3-5 车刀的安装 1.2.5 车削步骤 图 3-6 车外圆试切步骤