● ●●●●●●●●●●●● 加工中心实习教学 刀具半径补偿指令在零件 铣削加工中的应用 制作人:范红梅
——刀具半径补偿指令在零件 铣削加工中的应用 加工中心实习教学 制作人:范红梅
加工中心实习教学 一、刀具半径补偿指令 二、实例编程 三、零件加工 四、安全操作规程

,刀具半径补偿G41、G42、G40 工件外轮廓 刀具 补偿量 偏置后刀具中心走刀轨迹 含义:G41一刀具半径左补偿G40一1 取消刀具半径补偿 G42一刀具半径右补偿 判别方法如图1所示 格式:G01G41(G42)XYD_F; (G00)G40XY: G41、G42皆为续效指令,D为刀具半径补偿地址号
格式:G01 G41(G42)X__ Y__ D__ F__; (G00) G40 X__ Y__; G41、G42皆为续效指令,D为刀具半径补偿地址号。 含义:G41—— 刀具半径左补偿 G40—— 取消刀具半径补偿 G42—— 刀具半径右补偿 判别方法如图1所示 工件外轮廓 偏置后刀具中心走刀轨迹 一、刀具半径补偿 G41、G42、G40 补偿量 刀具
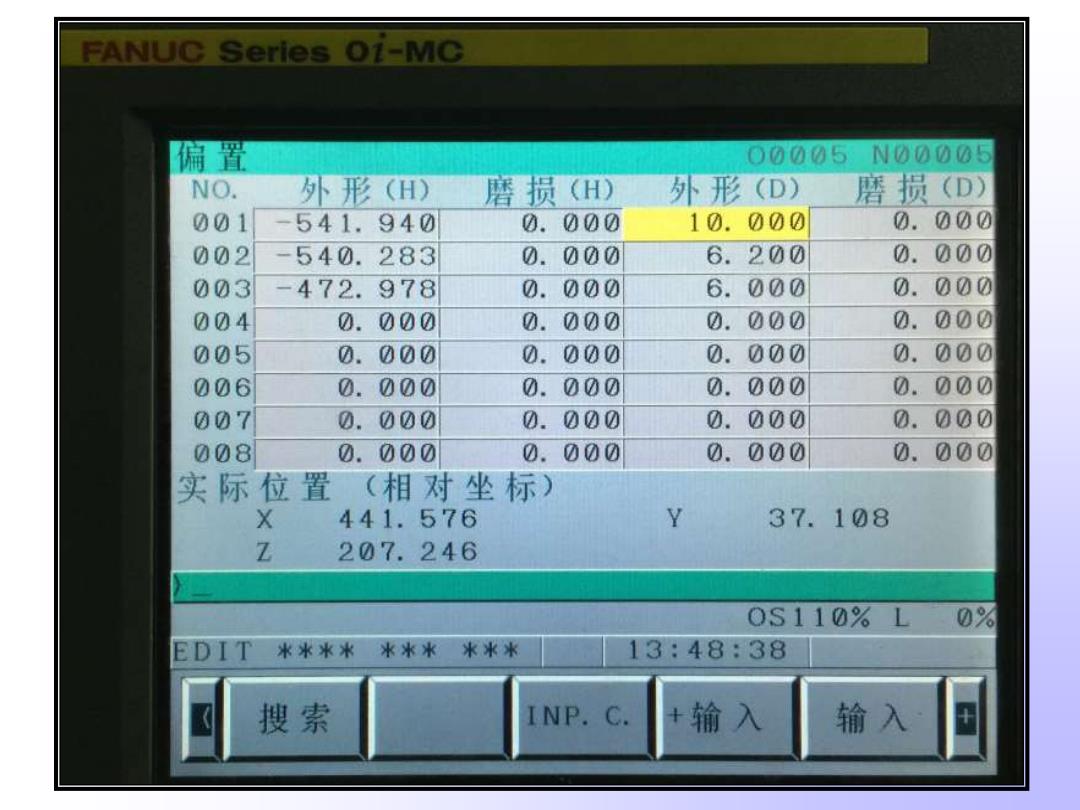
FANUC Series o1-MC 偏置 00005N00005 NO. 外形( 磨损(H) 外形(D) 磨损(D) 001 541.940 0.000 10.000 0.000 002 -540.283 0.000 6.200 0.000 003 -472.978 0.000 6.000 0.000 004 0.000 0.000 0.000 0.000 005 0.000 0.000 0.000 0.000 006 0.000 0.000 0.000 0.000 007 0.000 0.000 0.000 0.000 008 0.000 0.000 0.000 0.000 实际位置(相对坐标) X 441.576 Y 37.108 Z 207.246 0S110%L 0% 13:48:38 搜索 INP.C. 输入 输入
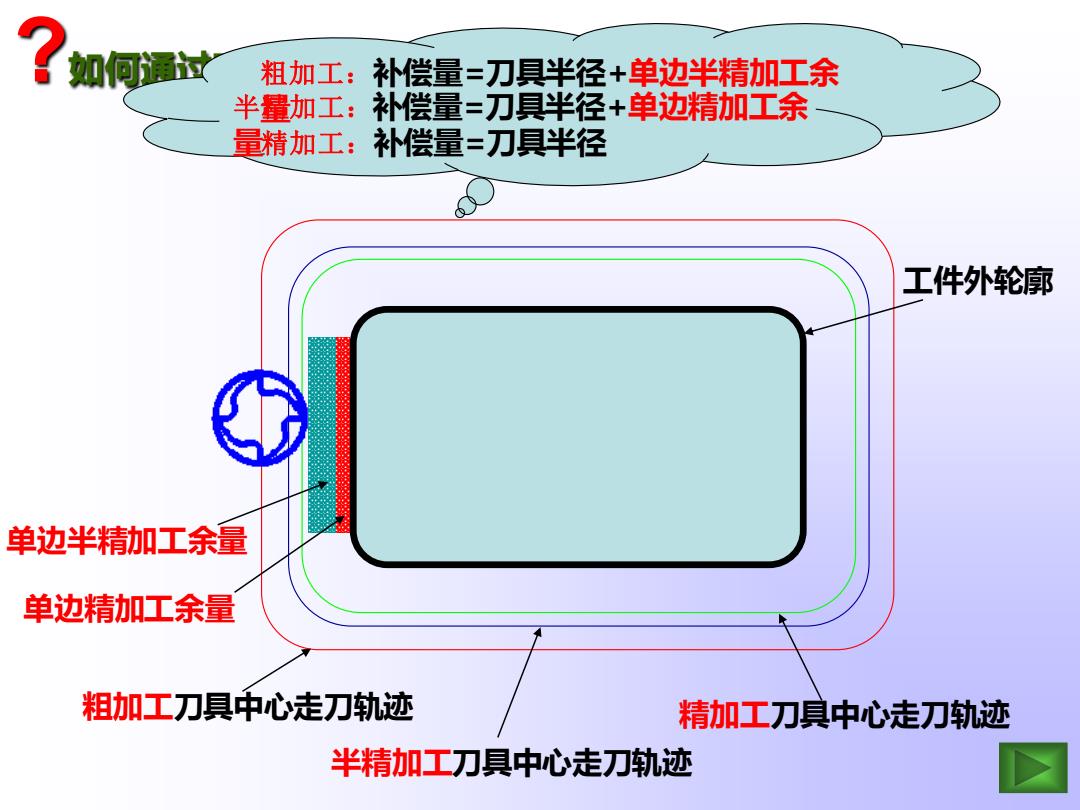
如何通过 粗加工: 补偿量=刀具半径+单边半精加工余 半量加工:补偿量=刀具半径+单边精加工余 量精加工:补偿量=刀具半径 工件外轮廓 单边半精加工余量 单边精加工余量 粗加工刀具中心走刀轨迹 精加工刀具中心走刀轨迹 半精加工刀具中心走刀轨迹
?如何通过改变补偿量来实现零件的粗精加工 粗加工刀具中心走刀轨迹 半精加工刀具中心走刀轨迹 精加工刀具中心走刀轨迹 工件外轮廓 单边半精加工余量 单边精加工余量 半精加工:补偿量=刀具半径+单边精加工余 量精加工:补偿量=刀具半径 粗加工:补偿量=刀具半径+单边半精加工余 量