加工中心的 编程与操作
加工中心的 编程与操作
一、编程格式 根据系统本身的特点与编程的需要,都规定有一定的格式,对于不同 的机床,其程序格式也不相同,但加工程序的基本格式是相同的。 一个完整的程序由程序名、程序内容和程序结束组成,如下所示: 01000 程序号 N10G90G54G00X0Y0S1000M03; 第一程序段 N20Z100: 第二程序段 程序内容 N100M05; N200M30: 程序结束 ①、程序号:由字母O和四位数字组成,书写格式为O××××,数值 从O0000到O9999。 工程训练中心
一、编程格式 根据系统本身的特点与编程的需要,都规定有一定的格式,对于不同 的机床,其程序格式也不相同,但加工程序的基本格式是相同的。 一个完整的程序由程序名、程序内容和程序结束组成,如下所示: O1000 程序号 N10 G90G54G00X0Y0S1000M03; 第一程序段 N20 Z100; 第二程序段 程序内容 …… N100 M05; … N200 M30; 程序结束 ①、程序号:由字母O和四位数字组成,书写格式为O××××,数值 从O0000到O9999
②、程序内容:由许多程序段组成,每个程序段由一个或多个指令 字构成。 程序段是程序的基本组成部分,每个程序段由若干个地址字构成, 而地址字又由表示地址的英文字母、特殊文字和数字组成,当前数控机 床上常用的可变程序段格式,如下所示: N一G一X一Z-F一S一T一M—LF N程序段号NX×由地址附N和后面的若干位数字表示。在大部分系 统中,程序段号仅作为“跳转”或“程序检索”的目标位置指示。因此 它的大小及次序可以颠倒,也可以省略。 G准备功能 X、Z坐标字 F进给功能 S主轴功能 T刀具功能 M辅助功能 LF 结束标记常用符号“;”或“*”表示。 工程训练中心
②、程序内容:由许多程序段组成,每个程序段由一个或多个指令 字构成。 程序段是程序的基本组成部分,每个程序段由若干个地址字构成, 而地址字又由表示地址的英文字母、特殊文字和数字组成,当前数控机 床上常用的可变程序段格式,如下所示: N — G — X — Z — F — S — T — M — LF N 程序段号 N×× 由地址附N和后面的若干位数字表示。在大部分系 统中,程序段号仅作为“跳转”或“程序检索”的目标位置指示。因此 它的大小及次序可以颠倒,也可以省略。 G 准备功能 X 、Z 坐标字 F 进给功能 S 主轴功能 T 刀具功能 M 辅助功能 LF 结束标记 常用符号“;”或“*”表示

③、程序结束:由程序结束指令构成,必须写在程序的最后。 二、常用编程指令 以下以FANUC系统的常用指令为例,在示意图中,“-”表示快速定 位,“一”表示切削进给,“”表忍工作原点。 (一)G准备功能 1、绝对坐标和增量坐标(G90,G91) 绝对坐标指令(G90)在程序中的位移量用刀具的终点坐标表示。增 量坐标指令(G91)用刀具运动的增量表示。如图所示,表示刀具从A 点到B点的移动,用以上两种方式的编程分别如下: 格式:G90X80Y150: G91X-120Y90: 工程训练中心
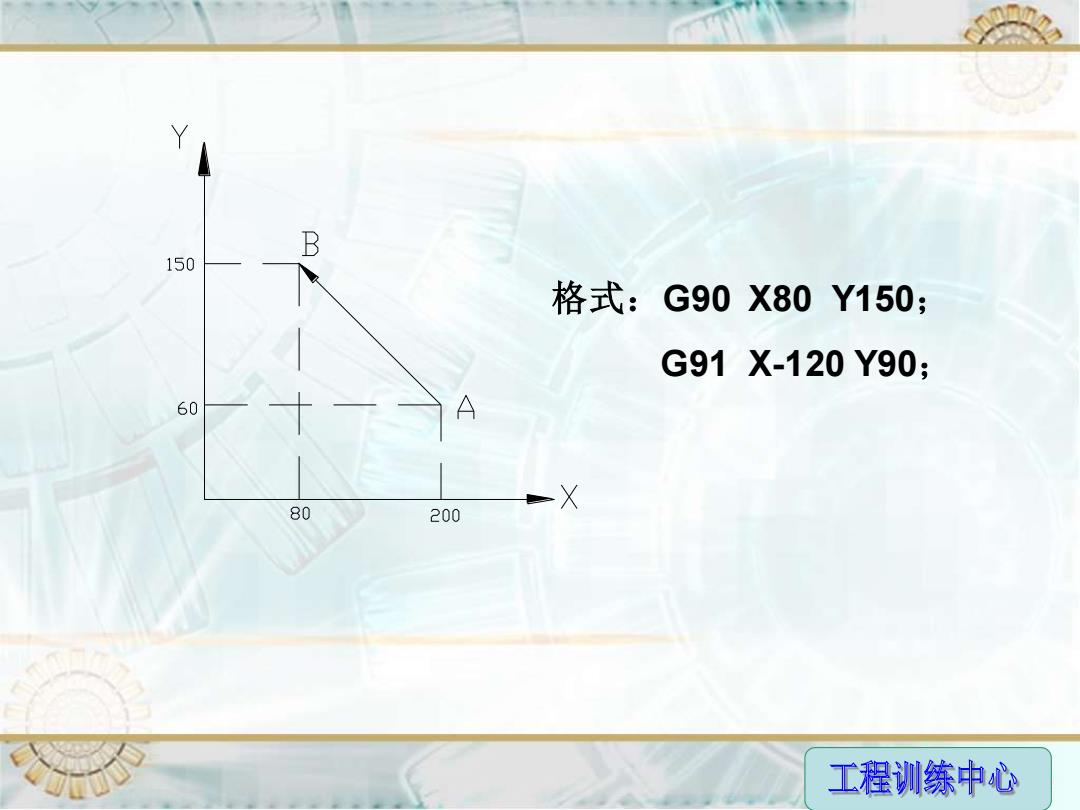
③、程序结束:由程序结束指令构成,必须写在程序的最后。 二、常用编程指令 以下以FANUC系统的常用指令为例,在示意图中,“┄┄┄”表示快速定 位,“───”表示切削进给,“ ”表示工作原点。 (一)G准备功能 1、绝对坐标和增量坐标(G90,G91) 绝对坐标指令(G90)在程序中的位移量用刀具的终点坐标表示。增 量坐标指令(G91)用刀具运动的增量表示。如图所示,表示刀具从A 点到B点的移动,用以上两种方式的编程分别如下: 格式:G90 X80 Y150; G91 X-120 Y90;
B 150 格式:G90X80Y150; G91X-120Y90; 60 -X 80 200 工程训练中心
格式:G90 X80 Y150; G91 X-120 Y90;