
过大从而阻碍铸件收缩也会形成裂纹。 防止措施:控制铁水含硫量,提高型砂退让性,控制型芯骨尺寸或在大的型 芯中加一定的使其退让性改善的疏松材料(草绳、焦炭等。) 3)表面缺陷:主要表现为如冷隔、夹砂等 冷隔产生原因:浇注温度过低或浇注速度过慢所引起的。 防止措施:可采用提高浇注温度以及浇注速度的方法。 夹砂产生的原因:主要是内腔受热,表层铸型变形引起。 防止措施:防止夹砂可在型砂中加入一定量的木屑和煤粉等,在造型时春砂 要均匀。在修型时不要过多地来回修磨型腔表面,大平面的铸件可插上钉子,缩 短浇注时间等,均可有利防止夹砂。 4)铸件形状:如浇注不足,错箱等 产生原因:浇不足主要是浇注时金属液体不够和对铸件重量估计不足使铸件 尺寸不合格而成废品。错箱是合箱时定位不准,导致合偏而产生的。 5)铸件成分:如化学成分,机械性能 产生原因:可能是元素烧损量估计的不准确而引起的。 防止措施:只要原材料成分准确无误,加上熔化时对烧损元素估计正确,浇 注温度达到要求,则铸件组织、机械性能和物理性能都能达到要求。 以上五种缺陷形成的原因是错综复杂的,防止的措施也是多种多样。这是因 为铸造工艺过程环节较多,牵涉面较广的缘故。因此,在分析具体缺陷时,要做 出周密的研究,作出正确的判断和采取有效的防止措施。 21
21 过大从而阻碍铸件收缩也会形成裂纹。 防止措施:控制铁水含硫量,提高型砂退让性,控制型芯骨尺寸或在大的型 芯中加一定的使其退让性改善的疏松材料(草绳、焦炭等。) 3) 表面缺陷:主要表现为如冷隔、夹砂等 冷隔产生原因:浇注温度过低或浇注速度过慢所引起的。 防止措施:可采用提高浇注温度以及浇注速度的方法。 夹砂产生的原因:主要是内腔受热,表层铸型变形引起。 防止措施:防止夹砂可在型砂中加入一定量的木屑和煤粉等,在造型时舂砂 要均匀。在修型时不要过多地来回修磨型腔表面,大平面的铸件可插上钉子,缩 短浇注时间等,均可有利防止夹砂。 4) 铸件形状:如浇注不足,错箱等 产生原因:浇不足主要是浇注时金属液体不够和对铸件重量估计不足使铸件 尺寸不合格而成废品。错箱是合箱时定位不准,导致合偏而产生的。 5) 铸件成分:如化学成分,机械性能 产生原因:可能是元素烧损量估计的不准确而引起的。 防止措施:只要原材料成分准确无误,加上熔化时对烧损元素估计正确,浇 注温度达到要求,则铸件组织、机械性能和物理性能都能达到要求。 以上五种缺陷形成的原因是错综复杂的,防止的措施也是多种多样。这是因 为铸造工艺过程环节较多,牵涉面较广的缘故。因此,在分析具体缺陷时,要做 出周密的研究,作出正确的判断和采取有效的防止措施
教案二焊接实训 焊接实训模块一:手弧焊 I课题纲要 一、目的 1、使学生能初步掌握手弧焊基本操作技能。 2、了解手弧焊安全操作技术。 二、要求 1、了解手工电弧焊设备,并能正确使用交流弧焊机。 2、通过试焊练习,能单独完成试板的焊接。 3、能初步掌握引弧,运条的方法及操作要领。 三、时间安排: 1、示范讲解,操作演示。 40分钟 2、学生试焊(练习平焊)。 180分钟 3、学生焊接试板。 60分钟 四、教学设备 1、手弧焊焊接过程等挂图。 2、交直流焊机及所用工具。 3、螺钉、花键和各种焊接接头型式样品。 之
22 教案二 焊接实训 焊接实训模块一:手弧焊 I 课题纲要 一、目的 1、使学生能初步掌握手弧焊基本操作技能。 2、了解手弧焊安全操作技术。 二、要求 1、了解手工电弧焊设备,并能正确使用交流弧焊机。 2、通过试焊练习,能单独完成试板的焊接。 3、能初步掌握引弧,运条的方法及操作要领。 三、 时间安排: 1、示范讲解,操作演示。 40 分钟 2、学生试焊(练习平焊)。 180 分钟 3、学生焊接试板。 60 分钟 四、教学设备 1、 手弧焊焊接过程等挂图。 2、 交直流焊机及所用工具。 3、螺钉、花键和各种焊接接头型式样品
II教学进程 一、讲解: 1、焊接概述 2、手弧焊的实质 3、手弧焊设备 4、电焊条 5、焊接工艺 6、操作方法及要领 7、安全技术 8、钢板对接平焊步骤 9、常见焊接缺陷及产生原因 二、学生操作: 1、要求学生遵守操作安全规程 2、熟练引弧的操作方法和掌握操作要领 3、重点辅导学生试焊,每个同学用二块试板,对接平焊连接起来。 三、小结,评分: 1、操作技能:所焊试板焊缝质量的高低,并指出存在问题。 2、从听讲操作劳动纪律等进行评分。 23
23 II 教学进程 一 、讲解: 1、 焊接概述 2、 手弧焊的实质 3、 手弧焊设备 4、 电焊条 5、 焊接工艺 6、 操作方法及要领 7、 安全技术 8、 钢板对接平焊步骤 9、常见焊接缺陷及产生原因 二、 学生操作: 1、要求学生遵守操作安全规程 2、熟练引弧的操作方法和掌握操作要领 3、重点辅导学生试焊,每个同学用二块试板,对接平焊连接起来。 三、 小结,评分: 1、 操作技能:所焊试板焊缝质量的高低,并指出存在问题。 2、从听讲 操作 劳动纪律等进行评分
Ⅲ讲稿 1.1焊接概述及应用 什么是焊接?焊接是将二个分离的金属,在接头处局部加热或加压或者两者 兼用,并且用或不用填充材料,是焊接件达到原子结合的一种加工方法。 1.1.1应用 焊接已经成为制造金属和生产零件的一种最基本的工艺方法,在各行各业中 应用十分广泛。如:交通工具方面有:自行车、船、轻轨等,建筑构架方面有桥 梁、钢筋、鸟巢等。家用电器方面有:电视机、手机等。因此在生产中焊接方法 很多。总的分为三大类:熔化焊、压力焊、钎焊,其中焊条电弧焊属于熔化焊, 也就是说通过对金属局部加热,十七融化,冷却后即连接成为整体的一种焊接方 法。 1.1.2焊条电弧焊的特点 1)设备简单,成本低 2)操作灵活,方便适用性强 3)焊接质量较好 4)劳动强度大,生产效率低 1.2焊条电弧焊的组成部分(介绍弧焊机、电焊条、电焊钳) 1.2.1焊条电弧焊设备 焊条电弧焊的主要设备是弧焊机,是产生弧焊接电弧的电源常用的弧焊机有 交流弧焊机和直流弧焊机两类。其中交流弧焊机他具有结构简单、噪音小、成本 低等优点,但电弧稳定性较差,现在我们生产中用的材料都是普通结构钢,随意 应用最广。如图2-1和图2-2所示。 调节手柄 线捌抽头 电泼指示盘 (细调电流) 电流指示盘 (粗测巾流 交流 点流发电机 地动机 工极轴头 粗鸿电流) 人刷节于 (细调电流) 捏接电源两援 (接1件和碎条) 接地螺钉 电源州接电源两被 接地螺打 接工件和炉条 图2-1交流弧焊机 图2-2直流弧焊机 24
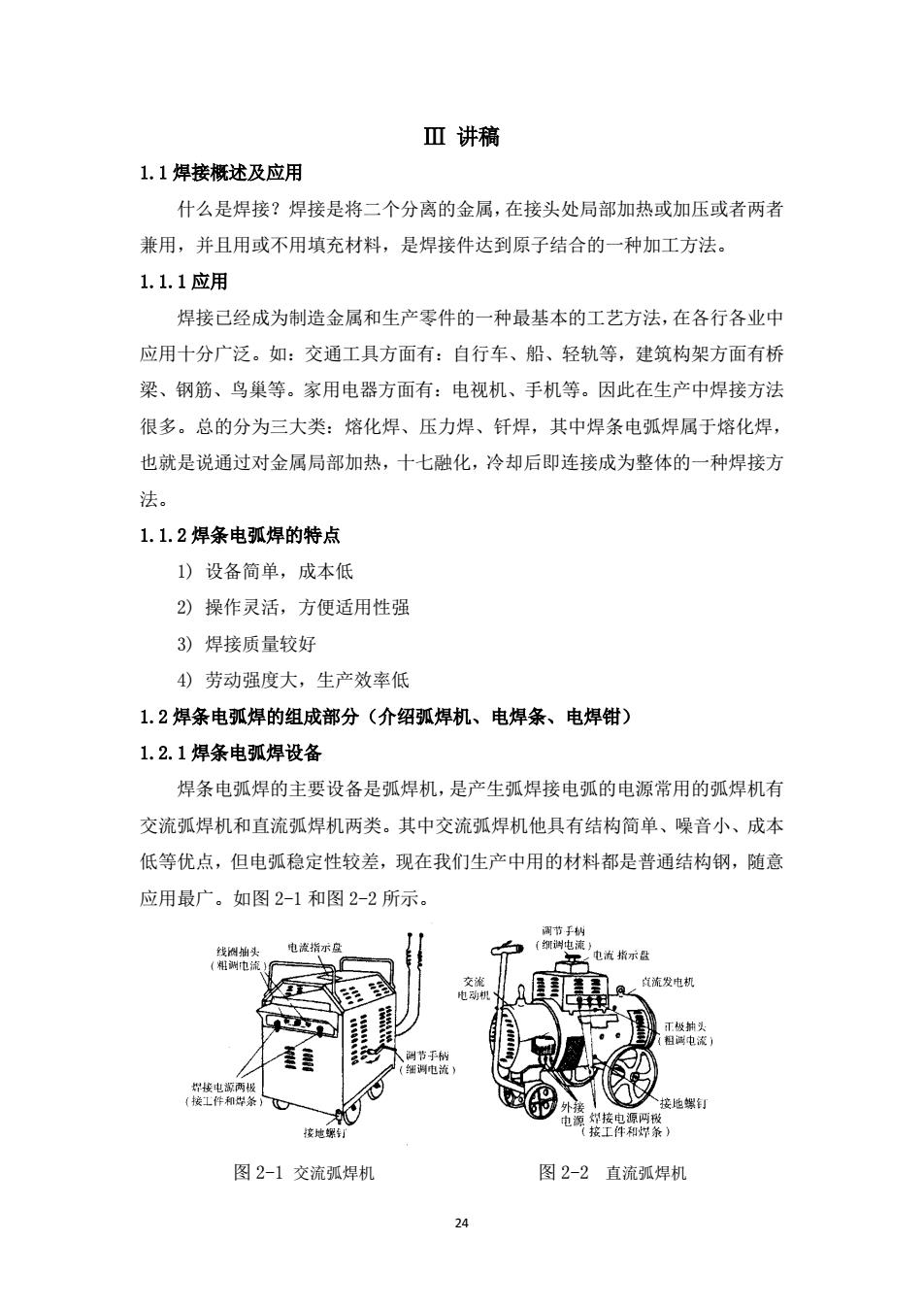
24 Ⅲ 讲稿 1.1 焊接概述及应用 什么是焊接?焊接是将二个分离的金属,在接头处局部加热或加压或者两者 兼用,并且用或不用填充材料,是焊接件达到原子结合的一种加工方法。 1.1.1 应用 焊接已经成为制造金属和生产零件的一种最基本的工艺方法,在各行各业中 应用十分广泛。如:交通工具方面有:自行车、船、轻轨等,建筑构架方面有桥 梁、钢筋、鸟巢等。家用电器方面有:电视机、手机等。因此在生产中焊接方法 很多。总的分为三大类:熔化焊、压力焊、钎焊,其中焊条电弧焊属于熔化焊, 也就是说通过对金属局部加热,十七融化,冷却后即连接成为整体的一种焊接方 法。 1.1.2 焊条电弧焊的特点 1) 设备简单,成本低 2) 操作灵活,方便适用性强 3) 焊接质量较好 4) 劳动强度大,生产效率低 1.2 焊条电弧焊的组成部分(介绍弧焊机、电焊条、电焊钳) 1.2.1 焊条电弧焊设备 焊条电弧焊的主要设备是弧焊机,是产生弧焊接电弧的电源常用的弧焊机有 交流弧焊机和直流弧焊机两类。其中交流弧焊机他具有结构简单、噪音小、成本 低等优点,但电弧稳定性较差,现在我们生产中用的材料都是普通结构钢,随意 应用最广。如图 2-1 和图 2-2 所示。 图 2-1 交流弧焊机 图 2-2 直流弧焊机
今天,我们实习用的设备是交流弧焊机,接下来主要介绍并怎么使用。 (1)交流弧焊机型号及含义一BX1-330为例 B X1 330 额定电流为330A 产品序列编号 下降外特性 焊接变压器 (2)电压及电流 该焊机其实是一台特殊的降压器。他可将380V或220V电源电压降至60-90V (空载电压),以满足引狐的需要,焊接时,随着焊接电流的增加,电压会自动 下降至电弧正常工作时所需的电压,一般是20-40V,而短路时为0V,这样可以 保护焊机不至于被烧毁。调节电流分粗调和细调,粗调有两档,一档为50-160A, 另一档为160-450A。细调靠摇动机壳外的手柄使中间的活动铁芯改变位置,经 电流调到所需的电流数值。 1.2.2电焊条 (①)焊条组成及各部分作用 焊条由焊芯和药皮两部分组成。如图2-3所示。 焊条夹持和 药皮焊条芯 导电部分 焊条 直径 焊条长度 图2-3焊条 ①焊芯是焊条中被药皮包覆的金属丝,它由具有低碳、低硅、低磷的金属丝 制成。焊条直径用焊芯的直径表示。常用的焊条直径为2.0-6.0mm,长度为 300-600mm。 焊芯的主要作用是 a.作为电极,传导电流产生电弧 b.熔化后作为填充金属使焊缝成型 ②药皮是压涂在焊芯表面上的涂料层 药皮主要作用是 25
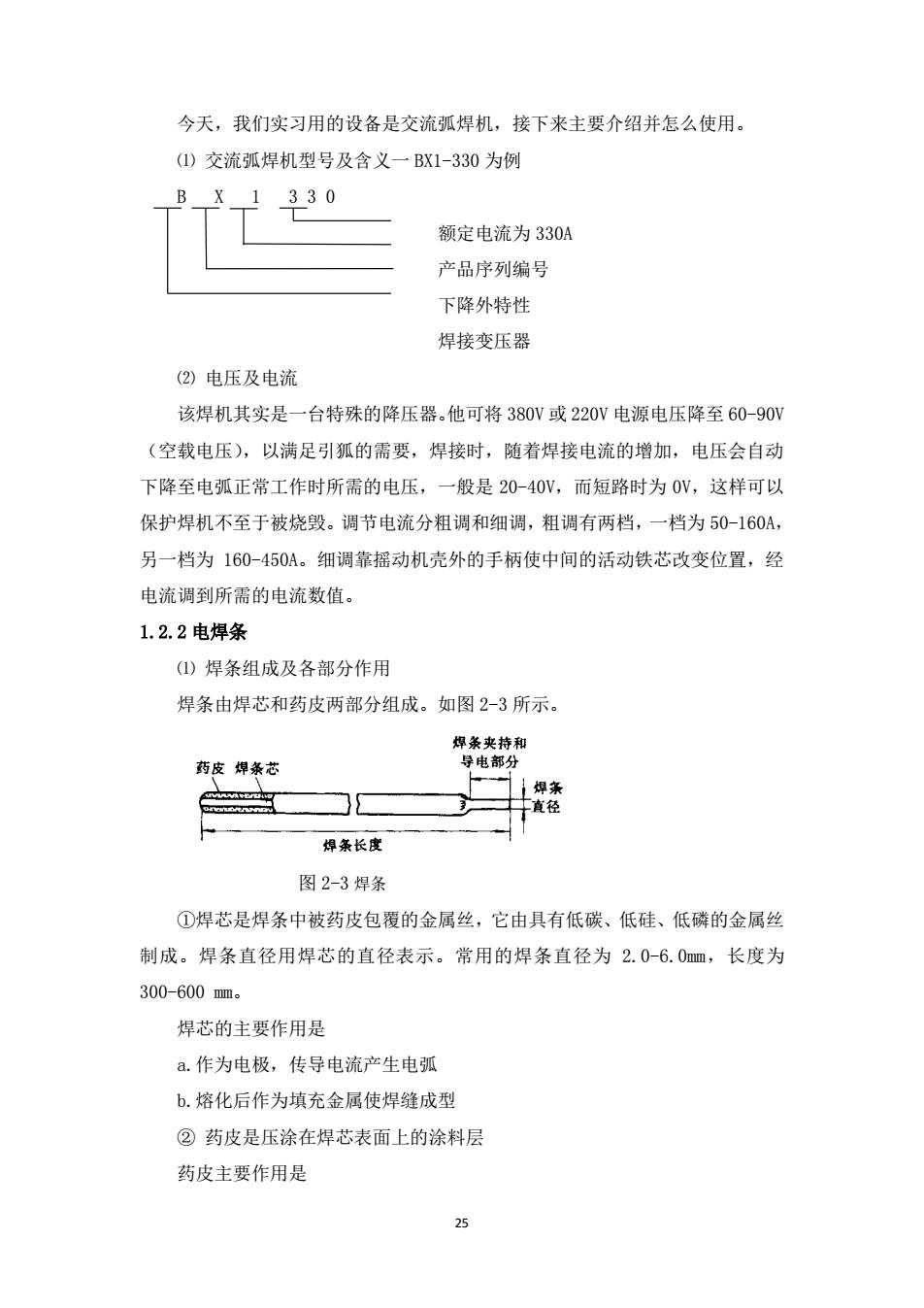
25 今天,我们实习用的设备是交流弧焊机,接下来主要介绍并怎么使用。 ⑴ 交流弧焊机型号及含义一 BX1-330 为例 B X 1 3 3 0 额定电流为 330A 产品序列编号 下降外特性 焊接变压器 ⑵ 电压及电流 该焊机其实是一台特殊的降压器。他可将 380V 或 220V 电源电压降至 60-90V (空载电压),以满足引狐的需要,焊接时,随着焊接电流的增加,电压会自动 下降至电弧正常工作时所需的电压,一般是 20-40V,而短路时为 0V,这样可以 保护焊机不至于被烧毁。调节电流分粗调和细调,粗调有两档,一档为 50-160A, 另一档为 160-450A。细调靠摇动机壳外的手柄使中间的活动铁芯改变位置,经 电流调到所需的电流数值。 1.2.2 电焊条 ⑴ 焊条组成及各部分作用 焊条由焊芯和药皮两部分组成。如图 2-3 所示。 图 2-3 焊条 ①焊芯是焊条中被药皮包覆的金属丝,它由具有低碳、低硅、低磷的金属丝 制成。焊条直径用焊芯的直径表示。常用的焊条直径为 2.0-6.0mm,长度为 300-600 mm。 焊芯的主要作用是 a.作为电极,传导电流产生电弧 b.熔化后作为填充金属使焊缝成型 ② 药皮是压涂在焊芯表面上的涂料层 药皮主要作用是