实验一数控机床认识实验 一、实验目的 1.了解数控机床(如SK50数控车床、XK715D数控立式铣床、DK77型数控电 火花线切割机、数控电火花成型机等)的基本结构、加工对象及其用途。 2.了解FANUC 01系列数控系统。 3.掌握数控机床(如SK50数控车床、XK715D数控立式铣床等)的坐标系、基 本运动和回零操作。 二、实验仪器与设备 SK50数控车床、XK715D数控立式铣床、数控电火花线切制机、数控电火花成型 机 三、相关知识概述 (一)数控机床概述 1.数控机床与普通机床的区别 数控机床对零件的加工过程,是严格按照加工程序所规定的参数及动作执行的。 它是一种高效能自动或半自动机床,与普通机床相比,具有以下明显特点: (1)适合于复杂异形零件的加工 数控机床可以完成普通机床难以完成或根本不能加工的复杂零件的加工,因 此在字航、造船、模具等加工业中得到广泛应用。 (2)加工精度高 (3)加工稳定可靠 实现计算机控制,排除人为误差,零件的加工一致性好,质量稳定可靠。 (4)高柔性 加工对象改变时,一般只需要更改数控程序,体现出很好的适应性,可大 大节省生产准备时间。在数控机床的基础上,可组成具有更高柔性的自动化制造系 统FMS。 (5)高生产率
1 实验一 数控机床认识实验 一、实验目的 1. 了解数控机床(如 SK50 数控车床、XK715D 数控立式铣床、DK77 型数控电 火花线切割机、数控电火花成型机等)的基本结构、加工对象及其用途。 2. 了解 FANUC 0i 系列数控系统。 3. 掌握数控机床(如 SK50 数控车床、XK715D 数控立式铣床等)的坐标系、基 本运动和回零操作。 二、实验仪器与设备 SK50 数控车床、XK715D 数控立式铣床、数控电火花线切割机、数控电火花成型 机 三、相关知识概述 (一)数控机床概述 1.数控机床与普通机床的区别 数控机床对零件的加工过程,是严格按照加工程序所规定的参数及动作执行的。 它是一种高效能自动或半自动机床,与普通机床相比,具有以下明显特点: (1)适合于复杂异形零件的加工 数控机床可以完成普通机床难以完成或根本不能加工的复杂零件的加工,因 此在宇航、造船、模具等加工业中得到广泛应用。 (2)加工精度高 (3)加工稳定可靠 实现计算机控制,排除人为误差,零件的加工一致性好,质量稳定可靠。 (4)高柔性 加工对象改变时,一般只需要更改数控程序,体现出很好的适应性,可大 大节省生产准备时间。在数控机床的基础上,可组成具有更高柔性的自动化制造系 统 FMS。 (5)高生产率
数控机床本身的精度高、刚性大,可选择有利的加工用量,生产率高,一 般为普通机床的3~5倍,对某些复杂零件的加工,生产效率可以提高十几倍甚至几 十倍。 (6)劳动条件好 机床自动化程度高,操作人员劳动强度大大降低,工作环境较好。 (7)有利于管理现代化 采用数控机床有利于向计算机控制与管理生产方面发展,为实现生产过程 自动化创造了条件。 (8)投资大,使用费用高 (9)生产准备工作复杂 由于整个加工过程采用程序控制,数控加工的前期准备工作较为复杂,包 含工艺确定、程序编制等。 (10)维修困难 数控机床是典型的机电一体化产品,技术含量高,对维修人员的技术要求 很高。 2.数控机床的组成 数控机床由数控系统、伺服系统、驱动装置、测量装置、辅助装置、机床本 体六部分组成。数控系统是机床实现自动化加工的核心,主要包括操作系统、主控 系统、可编程控制器(PLC)、各类输入输出接口等。同服系统是数控系统与机床本体 之间的电传动联系环节,主要由伺服电动机、驱动控制系统组成。驱动装置将指令 信号转换成机械运动。测量装置(也称反馈无件)将机床工作台的实际位移转换成 电信号反馈给CC系统,供其与指令比较,产生误差调整信号,控制向消除误差的 方向移动。辅助装置(随机床加工功能及类型不同而不同)主要包括ATC刀具自动 交换机构、APC工件自动交换机构、工件加紧放松机构、液压控制系统、润滑装置、 切削液装置等。机床本体是数控机床的机械结构实体,包括主传动机构、进给机构、 工作台、床身及立柱等,其与普通机床在整体布局、外观造型、传动机构等不同。 (1)主传动系统 数控机床主传动系统的作用就是产生不同的主轴切削速度以满足不同的加工条 件要求
2 数控机床本身的精度高、刚性大,可选择有利的加工用量,生产率高,一 般为普通机床的 3~5 倍,对某些复杂零件的加工,生产效率可以提高十几倍甚至几 十倍。 (6)劳动条件好 机床自动化程度高,操作人员劳动强度大大降低,工作环境较好。 (7)有利于管理现代化 采用数控机床有利于向计算机控制与管理生产方面发展,为实现生产过程 自动化创造了条件。 (8)投资大,使用费用高 (9)生产准备工作复杂 由于整个加工过程采用程序控制,数控加工的前期准备工作较为复杂,包 含工艺确定、程序编制等。 (10)维修困难 数控机床是典型的机电一体化产品,技术含量高,对维修人员的技术要求 很高。 2.数控机床的组成 数控机床由数控系统、伺服系统、驱动装置、测量装置、辅助装置、机床本 体六部分组成。数控系统是机床实现自动化加工的核心,主要包括操作系统、主控 系统、可编程控制器(PLC)、各类输入输出接口等。伺服系统是数控系统与机床本体 之间的电传动联系环节,主要由伺服电动机、驱动控制系统组成。驱动装置将指令 信号转换成机械运动。测量装置(也称反馈无件)将机床工作台的实际位移转换成 电信号反馈给 CNC 系统,供其与指令比较,产生误差调整信号,控制向消除误差的 方向移动。辅助装置(随机床加工功能及类型不同而不同)主要包括 ATC 刀具自动 交换机构、APC 工件自动交换机构、工件加紧放松机构、液压控制系统、润滑装置、 切削液装置等。机床本体是数控机床的机械结构实体,包括主传动机构、进给机构、 工作台、床身及立柱等,其与普通机床在整体布局、外观造型、传动机构等不同。 (1)主传动系统 数控机床主传动系统的作用就是产生不同的主轴切削速度以满足不同的加工条 件要求
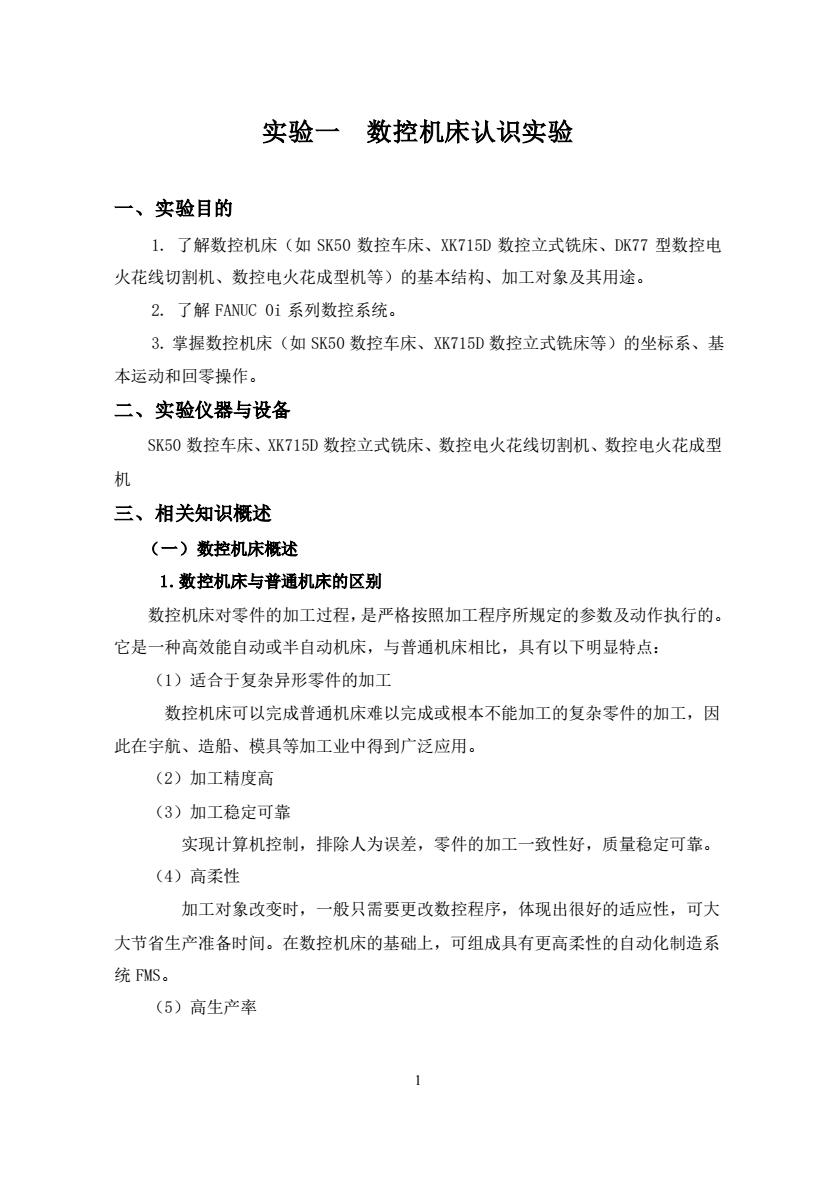
主传动系统的变速方式: 1)采用变速齿轮传动 如图1-1所示,采用少数几对齿轮降速,用液压拨叉自动变速,电机主轴仍 为无级变速,并实现主轴的正反启动、停止、制动。该方式扭矩大,噪声大,一般 用于较低速加工。 主轴 图1-1采用变速齿轮传动 2)采用同步齿形带传动 采用直流或交流主轴同服电机,由同步齿形带传动至主轴,如图1-2所示。 该方式主轴箱及主轴结构简单,主轴部件刚性好:传动效率高、平稳、噪声小:不 需润滑:但由于输出扭矩小,低速性能不太好,在中档机床中应用较多。 3
3 主传动系统的变速方式: 1)采用变速齿轮传动 如图 1-1 所示, 采用少数几对齿轮降速,用液压拨叉自动变速,电机主轴仍 为无级变速,并实现主轴的正反启动、停止、制动。该方式扭矩大,噪声大,一般 用于较低速加工。 图 1-1 采用变速齿轮传动 2)采用同步齿形带传动 采用直流或交流主轴伺服电机,由同步齿形带传动至主轴, 如图 1-2 所示 。 该方式主轴箱及主轴结构简单,主轴部件刚性好;传动效率高、平稳、噪声小;不 需润滑;但由于输出扭矩小,低速性能不太好,在中档机床中应用较多

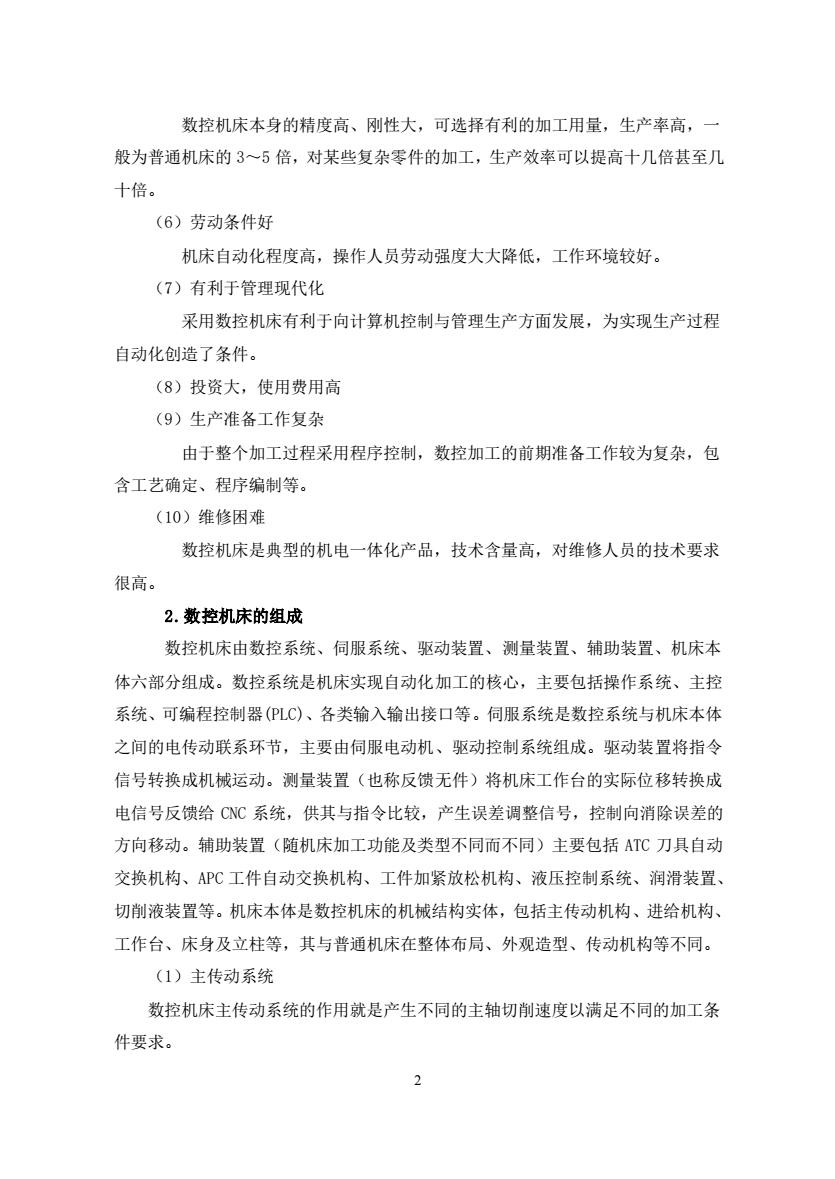
主轴 电动机 (a)同步齿形带传动 (b)同步齿形带结构 图1-2采用同步齿形带传动 3)采用主轴电机直接驱动 亦称一体化主轴、电主轴,由主轴电机直接驱动,电机、主轴合二为一,主轴 为电机的转子,如图1-3所示。该方式处理好散热、润滑非常关键,一般应用于 高速机床
4 图 1-2 采用同步齿形带传动 3)采用主轴电机直接驱动 亦称一体化主轴、电主轴,由主轴电机直接驱动,电机、主轴合二为一,主轴 为电机的转子, 如图 1-3 所示 。该方式处理好散热、润滑非常关键,一般应用于 高速机床
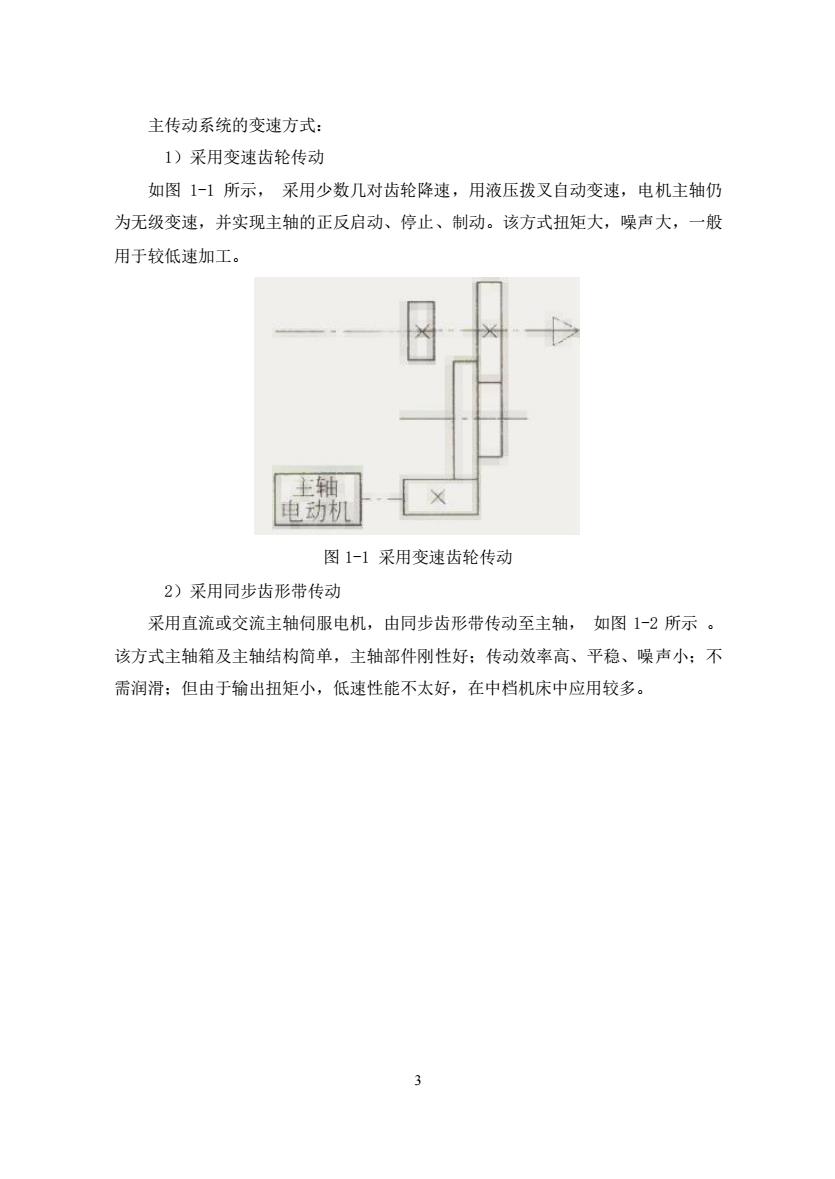
主轴电动机 (a)主轴电机直接驱动 1一后轴承:2-定了酷极:3一转了燃极:4一前轴乐:5丰轴 (b)电主轴结构 图1-3采用主轴电机直接驱动 (2)进给传动系统 数控机床的进给传动系统负责接受数控系统发出的脉冲指令,并经放大和 转换后驱动机床运动执行件实现预期的运动。 进给系统传动部件: 1)滚珠丝杠螺母副 数控加工时,需将旋转运动转变成直线运动,故采用丝杠螺母传动机构。数控 机床上一般采用滚珠丝杠,如图1-4所示,它可将滑动摩擦变为滚动摩擦,满足进 给系统减少摩擦的基本要求。该传动副传动效率高,摩擦力小,并可消除间隙,无 反向空行程:但制造成本高,不能自锁,尺寸亦不能太大,一般用于中小型数控机 床的直线进给
5 图 1-3 采用主轴电机直接驱动 (2)进给传动系统 数控机床的进给传动系统负责接受数控系统发出的脉冲指令,并经放大和 转换后驱动机床运动执行件实现预期的运动。 进给系统传动部件: 1)滚珠丝杠螺母副 数控加工时,需将旋转运动转变成直线运动,故采用丝杠螺母传动机构。数控 机床上一般采用滚珠丝杠, 如图 1-4 所示,它可将滑动摩擦变为滚动摩擦,满足进 给系统减少摩擦的基本要求。该传动副传动效率高,摩擦力小,并可消除间隙,无 反向空行程;但制造成本高,不能自锁,尺寸亦不能太大,一般用于中小型数控机 床的直线进给