(a)内循环 (b)外循环 图1-4滚珠丝杠螺母副 2)回转工作台 为了扩大数控机床的工艺范围,数控机床除了沿X、Y、Z三个坐标轴作 直线进给外,往往还需要有绕Y或Z轴的圆周进给运动。数控机床的圆周进给运 动一般由回转工作台来实现,对于加工中心,回转工作台己成为一个不可缺少的部 件。 数控机床中常用的回转工作台有分度工作台和数控回转工作台。 3)导轨 导轨是进给传动系统的重要环节,是机床基本结构的要素之一,它在很大 程度上决定数控机床的刚度、精度与精度保持性。目前,数控机床上的导轨形式主 要有滑动导轨、滚动导轨和液体静压导轨等。 a.滑动导轨 滑动导轨具有结构简单、制造方便、刚度好、抗振性高等优点,在数控机床上 应用广泛,目前多数使用金属对塑料形式,称为贴塑导轨。贴塑滑动导轨的特点: 摩擦特性好、耐磨性好、运动平稳、工艺性好、速度较低。 b.滚动导轨 滚动导轨是在导轨面之间放置滚珠、滚柱或滚针等滚动体,使导轨面之间 为滚动摩擦而不是滑动擦擦。滚动导轨与滑动导轨相比,其灵敏度高,摩擦系数小, 且动、静摩擦系数相差很小,因而运动均匀,尤其是在低速移动时,不易出现爬行 现象:定位精度高,重复定位精度可达0.2μm:牵引力小,移动轻便:磨损小。 6
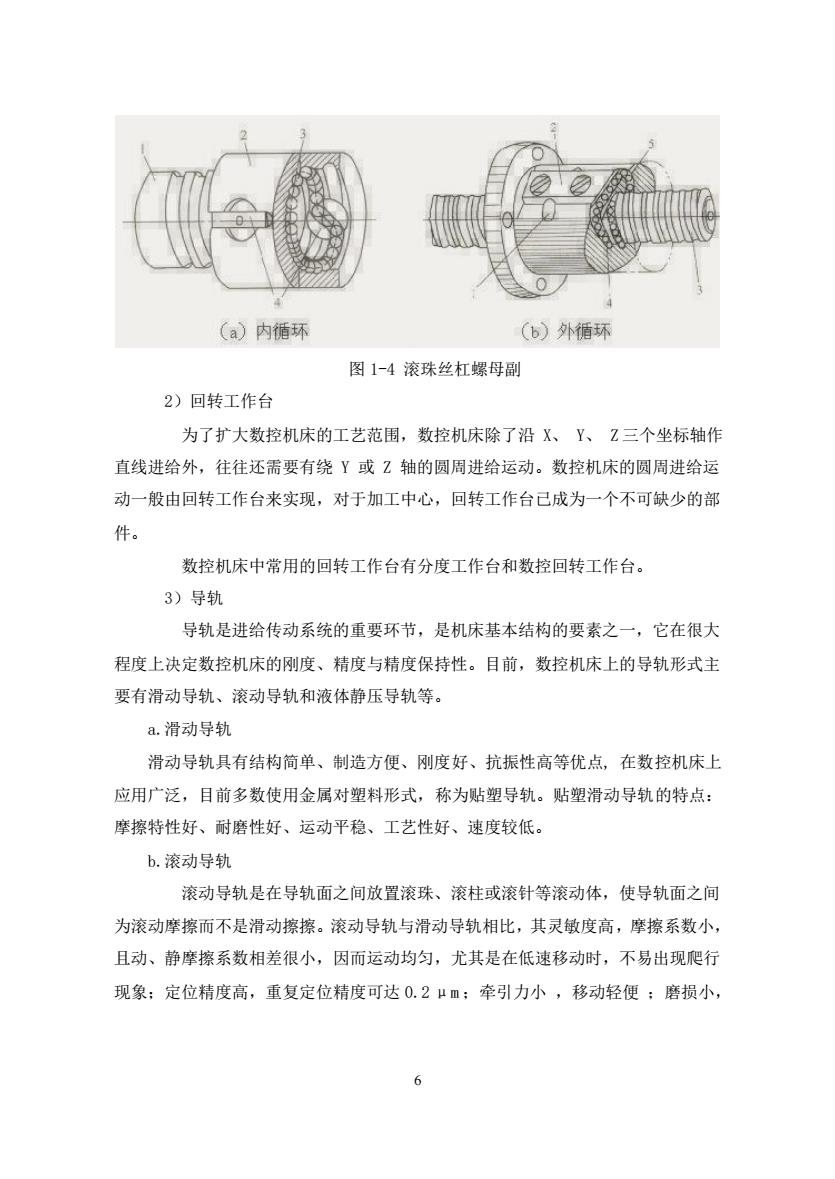
6 图 1-4 滚珠丝杠螺母副 2)回转工作台 为了扩大数控机床的工艺范围,数控机床除了沿 X、 Y、 Z 三个坐标轴作 直线进给外,往往还需要有绕 Y 或 Z 轴的圆周进给运动。数控机床的圆周进给运 动一般由回转工作台来实现,对于加工中心,回转工作台已成为一个不可缺少的部 件。 数控机床中常用的回转工作台有分度工作台和数控回转工作台。 3)导轨 导轨是进给传动系统的重要环节,是机床基本结构的要素之一,它在很大 程度上决定数控机床的刚度、精度与精度保持性。目前,数控机床上的导轨形式主 要有滑动导轨、滚动导轨和液体静压导轨等。 a.滑动导轨 滑动导轨具有结构简单、制造方便、刚度好、抗振性高等优点, 在数控机床上 应用广泛,目前多数使用金属对塑料形式,称为贴塑导轨。贴塑滑动导轨的特点: 摩擦特性好、耐磨性好、运动平稳、工艺性好、速度较低。 b.滚动导轨 滚动导轨是在导轨面之间放置滚珠、滚柱或滚针等滚动体,使导轨面之间 为滚动摩擦而不是滑动擦擦。滚动导轨与滑动导轨相比,其灵敏度高,摩擦系数小, 且动、静摩擦系数相差很小,因而运动均匀,尤其是在低速移动时,不易出现爬行 现象;定位精度高,重复定位精度可达 0.2 μm ;牵引力小 ,移动轻便 ;磨损小
精度保持性好,使用寿命长。但滚动导轨的抗振性差,对防护要求高,结构复杂, 制造困难,成本高。 3.数控机床工作过程 数控机床的工作如图1-5所示 机 试 检 切 式 测 加 整 试 图1-5数控机床工作过程 数控加工的准备过程较复杂,内容多,含对零件的结构认识、工艺分析、工艺 方案的制订、加工程序编制、选用工装、辅具及其使用方法等。 机床的调整主要包括刀具命名、调入刀库、工件安装、对刀、测量刀位、 机床各部位状态等多项工作内容。 程序调试主要是对程序本身的逻辑问题及其设计合理性进行检查和调整。 试切加工则是对零件加工设计方案进行动态下的考察,而整个过程均需在 前一步实现后的结果评价后再作后一步工作。 试切成功后方可对零件进行正式加工,并对加工后的零件进行结果检测。 前三步工作均为待机时间,为提高工作效率,希望待机时间越短越好,越有利 于机床合理使用。该项指标直接影响对机床利用率的评价(即机床实动率)。 4.数控机床的坐标系 (①)数控机床坐标系的作用 数控机床坐标系是为了确定工件在机床中的位置,机床运动部件特殊位置 及运动范围,即描述机床运动,产生数据信息而建立的几何坐标系。通过机床坐标 系的建立,可确定机床位置关系,获得所需的相关数据。 (②)数控机床坐标系确定依据 数控机床坐标系的确定依据为国际上统一的IS0841标准。 (3)数控机床坐标系确定方法 1)假设:工件固定,刀具相对工件运动。 7
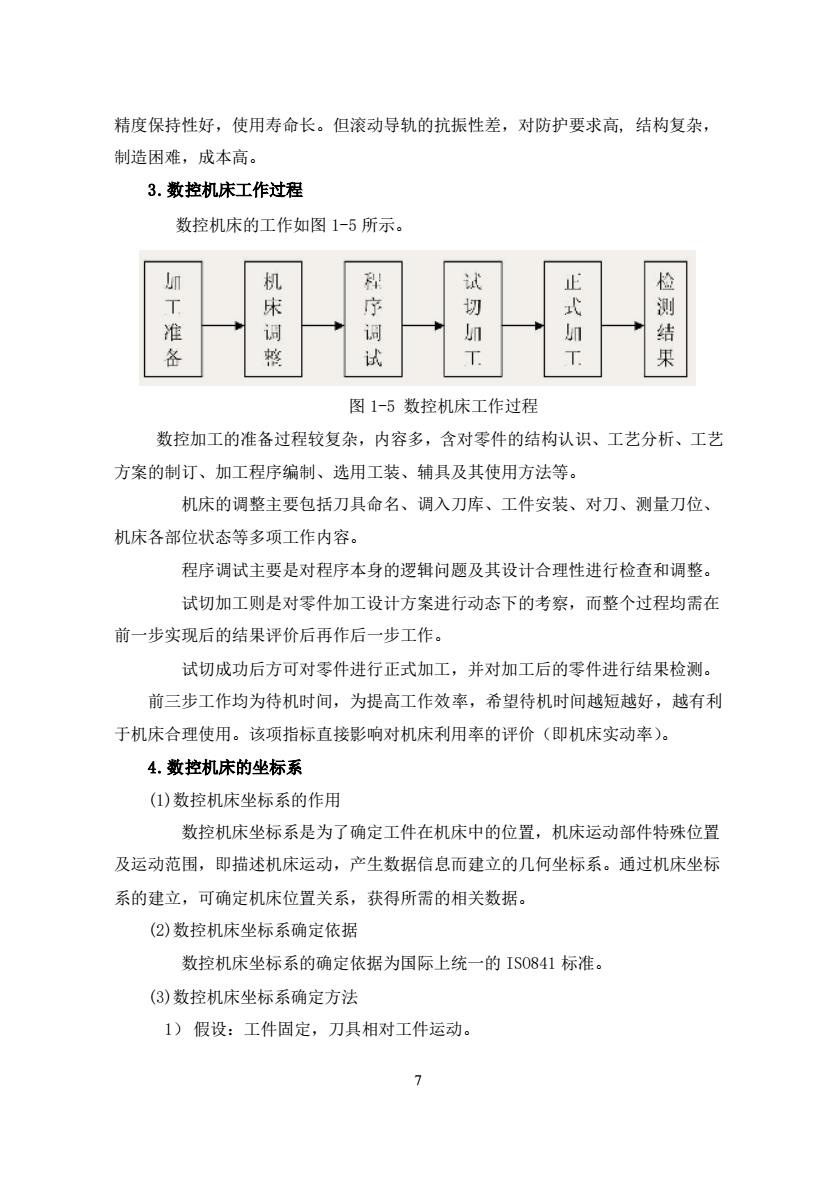
7 精度保持性好,使用寿命长。但滚动导轨的抗振性差,对防护要求高, 结构复杂, 制造困难,成本高。 3.数控机床工作过程 数控机床的工作如图 1-5 所示。 图 1-5 数控机床工作过程 数控加工的准备过程较复杂,内容多,含对零件的结构认识、工艺分析、工艺 方案的制订、加工程序编制、选用工装、辅具及其使用方法等。 机床的调整主要包括刀具命名、调入刀库、工件安装、对刀、测量刀位、 机床各部位状态等多项工作内容。 程序调试主要是对程序本身的逻辑问题及其设计合理性进行检查和调整。 试切加工则是对零件加工设计方案进行动态下的考察,而整个过程均需在 前一步实现后的结果评价后再作后一步工作。 试切成功后方可对零件进行正式加工,并对加工后的零件进行结果检测。 前三步工作均为待机时间,为提高工作效率,希望待机时间越短越好,越有利 于机床合理使用。该项指标直接影响对机床利用率的评价(即机床实动率)。 4.数控机床的坐标系 (1)数控机床坐标系的作用 数控机床坐标系是为了确定工件在机床中的位置,机床运动部件特殊位置 及运动范围,即描述机床运动,产生数据信息而建立的几何坐标系。通过机床坐标 系的建立,可确定机床位置关系,获得所需的相关数据。 (2)数控机床坐标系确定依据 数控机床坐标系的确定依据为国际上统一的 ISO841 标准。 (3)数控机床坐标系确定方法 1) 假设:工件固定,刀具相对工件运动
2)标准:右手笛卡儿直角坐标系(拇指为X向,食指为Y向,中指为Z向), 如图1-6所示。 v Iy 图1-6右手笛卡儿直角坐标系 3)顺序:先Z轴,再X轴,最后Y轴。 下面以有主轴的数控机床来具体说明: ①规定机床的主轴为Z坐标轴,使刀具与工件之间距离增大的方向为Z轴的正 方向。 ②X轴一般是水平方向,垂直于Z轴并平行于工件装夹平面。 a.工件旋转的机床(车床类):取工件径向为X轴,同样取刀具远离工件方 向为X轴正方向: b.刀具旋转的机床(铣床类):a)当Z轴水平时,沿主轴后端向工件方向看, 右方向为X轴正方向:b)当Z轴竖直时,面对机床右手方向为X轴正向(面对刀具 主轴向立柱方向看右方为X轴正方向)。 ③Y坐标按右手定则由X,Z轴确定。拇指,食指,中指相互垂直即表X,Y,Z 4)方向:退刀即远离工件方向为正方向。 围绕X、Y、Z各轴的回转运动及其正方向+A、+B、+C分别用其正方向右手定则 判定。直角坐标系X、Y、2又称主坐标系或第一坐标系,如有第二组坐标系和第三 组坐标系平行于X、Y、Z,则分别指定为U、V、胃和P、Q、R。 5.数控机床的适用范围
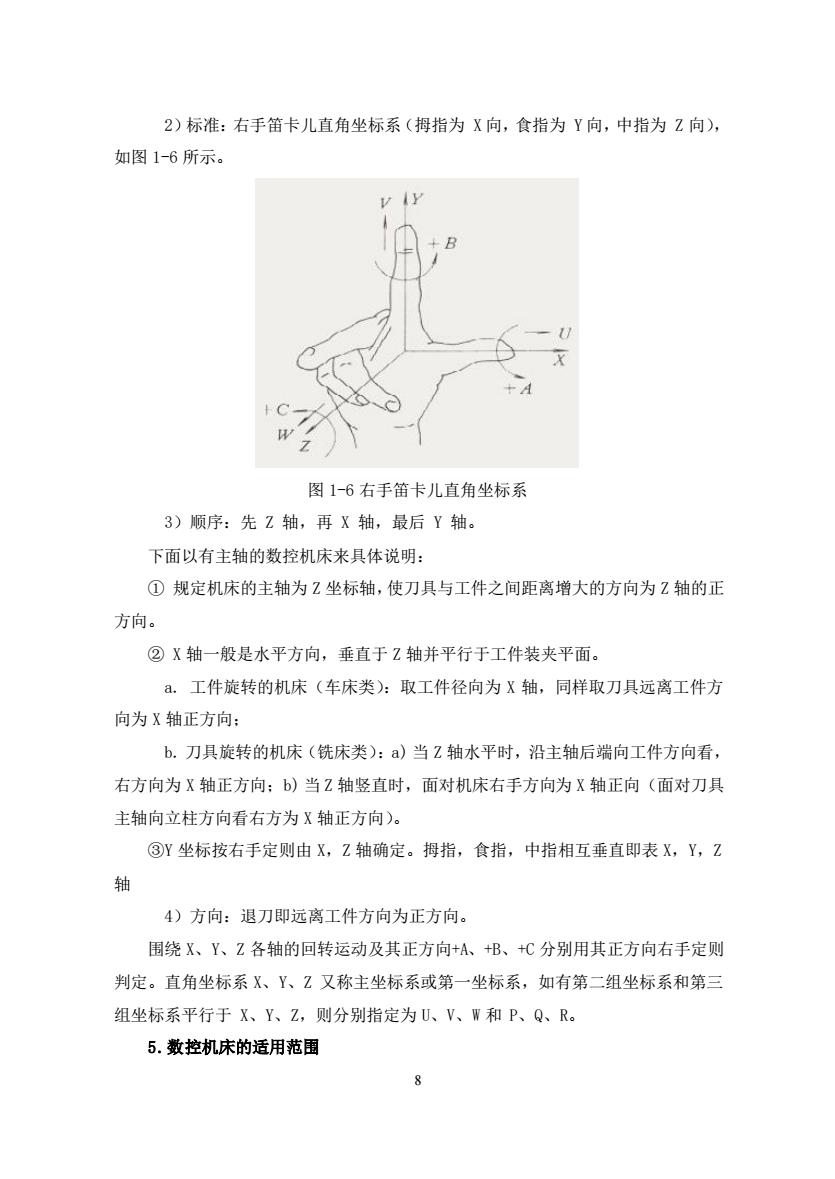
8 2)标准:右手笛卡儿直角坐标系(拇指为 X 向,食指为 Y 向,中指为 Z 向), 如图 1-6 所示。 图 1-6 右手笛卡儿直角坐标系 3)顺序:先 Z 轴,再 X 轴,最后 Y 轴。 下面以有主轴的数控机床来具体说明: ① 规定机床的主轴为 Z 坐标轴,使刀具与工件之间距离增大的方向为 Z 轴的正 方向。 ② X 轴一般是水平方向,垂直于 Z 轴并平行于工件装夹平面。 a. 工件旋转的机床(车床类):取工件径向为 X 轴,同样取刀具远离工件方 向为 X 轴正方向; b. 刀具旋转的机床(铣床类):a) 当 Z 轴水平时,沿主轴后端向工件方向看, 右方向为 X 轴正方向;b) 当 Z 轴竖直时,面对机床右手方向为 X 轴正向(面对刀具 主轴向立柱方向看右方为 X 轴正方向)。 ③Y 坐标按右手定则由 X,Z 轴确定。拇指,食指,中指相互垂直即表 X,Y,Z 轴 4)方向:退刀即远离工件方向为正方向。 围绕 X、Y、Z 各轴的回转运动及其正方向+A、+B、+C 分别用其正方向右手定则 判定。直角坐标系 X、Y、Z 又称主坐标系或第一坐标系,如有第二组坐标系和第三 组坐标系平行于 X、Y、Z,则分别指定为 U、V、W 和 P、Q、R。 5.数控机床的适用范围
适用于数控加工的零件有: (1)批量小而又多次重复生产的零件: (2)几何形状复杂的零件: (3)在加工过程中必须进行多种加工的零件: (④)切削余量大的零件 (⑤)必须严格控制公差的零件 (⑥)工艺设计会变化的零件 (7)加工过程中如果发生错误将会造成严重浪费的贵重零件 (⑧)需要全部检验的零件: 对以上零件采用数控加工,才能最大限度地发挥出数控加工的优势。 (二)数控系统简介 1.数控系统的组成与作用 (1)数控系统的组成 计算机数控系统(简称CNC系统)由程序、输入输出设备、CNC装置、可编程 控制器(PLC)、主轴驱动装置和进给驱动装置等组成,如图1-7为CNC系统组成 框图。 程序 输入设备 主轴控 主轴 PLC 制单元 电机 机床 CNO 进给 装置 速度控制单元 电机 输出设备 位置 图1-7CNC系统组成框图 (2)数控系统的作用 数控系统接受按零件加工顺序记载机床加工所需的各种信息,并将加工零件图 上的几何信息和工艺信息数字化,同时进行相应的运算、处理,然后发出控制命令, 使刀具实现相对运动,完成零件加工过程。 2.数控系统工作过程 9
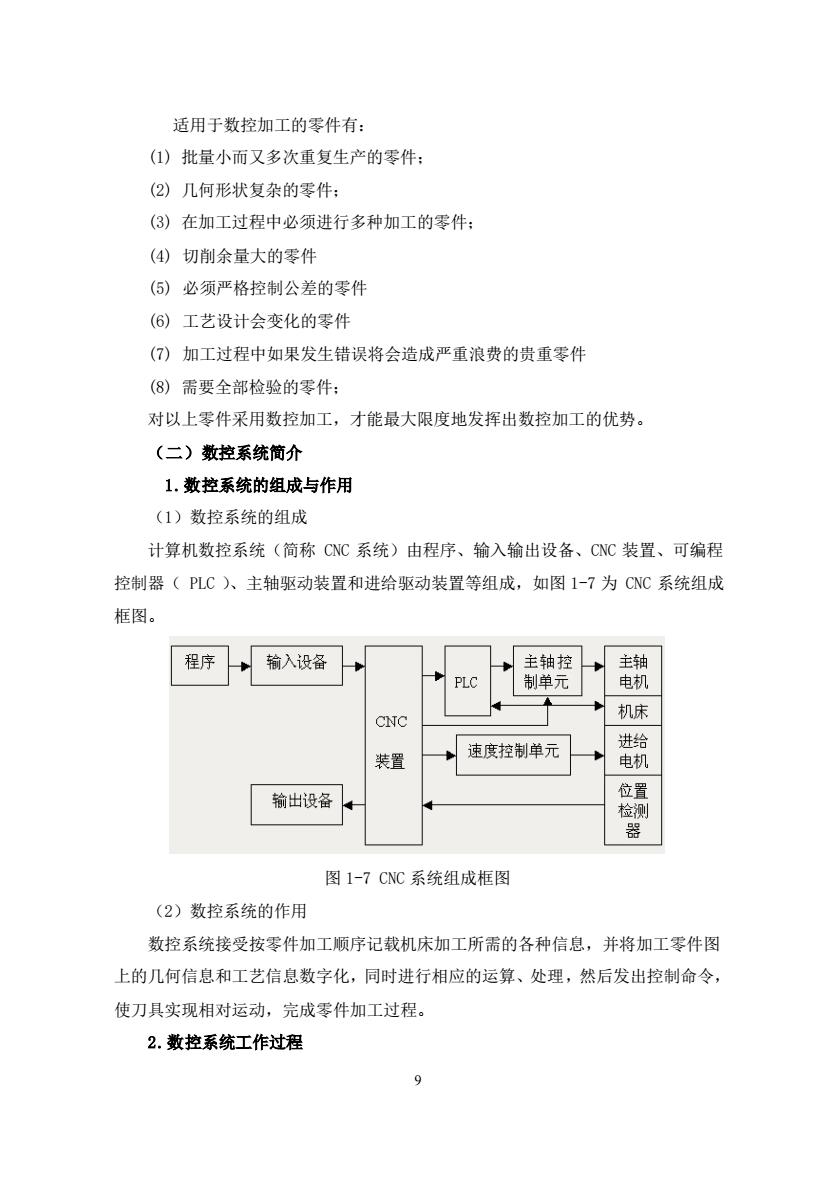
9 适用于数控加工的零件有: (1) 批量小而又多次重复生产的零件; (2) 几何形状复杂的零件; (3) 在加工过程中必须进行多种加工的零件; (4) 切削余量大的零件 (5) 必须严格控制公差的零件 (6) 工艺设计会变化的零件 (7) 加工过程中如果发生错误将会造成严重浪费的贵重零件 (8) 需要全部检验的零件; 对以上零件采用数控加工,才能最大限度地发挥出数控加工的优势。 (二)数控系统简介 1.数控系统的组成与作用 (1)数控系统的组成 计算机数控系统(简称 CNC 系统)由程序、输入输出设备、CNC 装置、可编程 控制器( PLC )、主轴驱动装置和进给驱动装置等组成,如图 1-7 为 CNC 系统组成 框图。 图 1-7 CNC 系统组成框图 (2)数控系统的作用 数控系统接受按零件加工顺序记载机床加工所需的各种信息,并将加工零件图 上的几何信息和工艺信息数字化,同时进行相应的运算、处理,然后发出控制命令, 使刀具实现相对运动,完成零件加工过程。 2.数控系统工作过程
零件 位置 语 捕补 机床 程序 存储 处理 反馈 图1-8数控系统工作过程 如图1-8所示(图中的虚线框为CC单元),一个零件程序的执行首先要输入 CC中,经过译码、数据处理、插补、位置控制,由伺服系统执行CC输出的指令 以驱动机床完成加工。 3.常见数控系统 数控机床配置的数控系统不同,其功能和性能也有很大差异。就目前应用来看, FANUC(日本)、SIEMENS(德国)、FAGOR(西班牙)、HEIDENHAIN(德国)、MITSUBISHI(日 本)等公司的数控系统及相关产品,在数控机床行业占据主导地位:我国数控产品以 华中数控、航天数控为代表,也已将高性能数控系统产业化。 FANUC0i系统是最可靠的数控系统之一,工作场地的室温0~45C,相对湿度 75%,短时可达95%,抗震为0.5g,电网电压波动为10%~15%,经对使用中系统的 实际统计,FANUC0系统的故障率为O.OO8,比较好地满足了我国市场的要求。 (1)FANUC0系统CNC单元的硬件结构 FANUC0系统的CNC单元为大板结构。基本配置有主板、存储器板、I/O板、伺 服轴控制板和电源。各板插在主板上,与CPU的总线相连。 1)主板主CPU在该板上。主CW用于系统主控,原来用80386,从1998年起 改用80486/DX2。此外,显示的CRT控制也在该板上。 2)存储器板该板上有:①系统的控制软件RON(共5片)。BEIJING--FANUC0 系统可控制车床(0-T系统)、铣床(鏜床,钻床)及加工中心(0-M系统)、磨床(0-G 系统)、冲床(0-P系统)。不同类型的机床控制软件不同:②同服控制软件OM1片: ③PMC-L的ROW芯片2片,用于存储机床的强电控制逻辑程序:④RAM芯片,用于寄 存CPU的中间运算数据,根据需要安装。⑤CMOS RAM,用于存储系统和机床参数、 零件加工程序。根据用户要求配置,最大可为128R字节。CMOS RAM与4.5V电池相
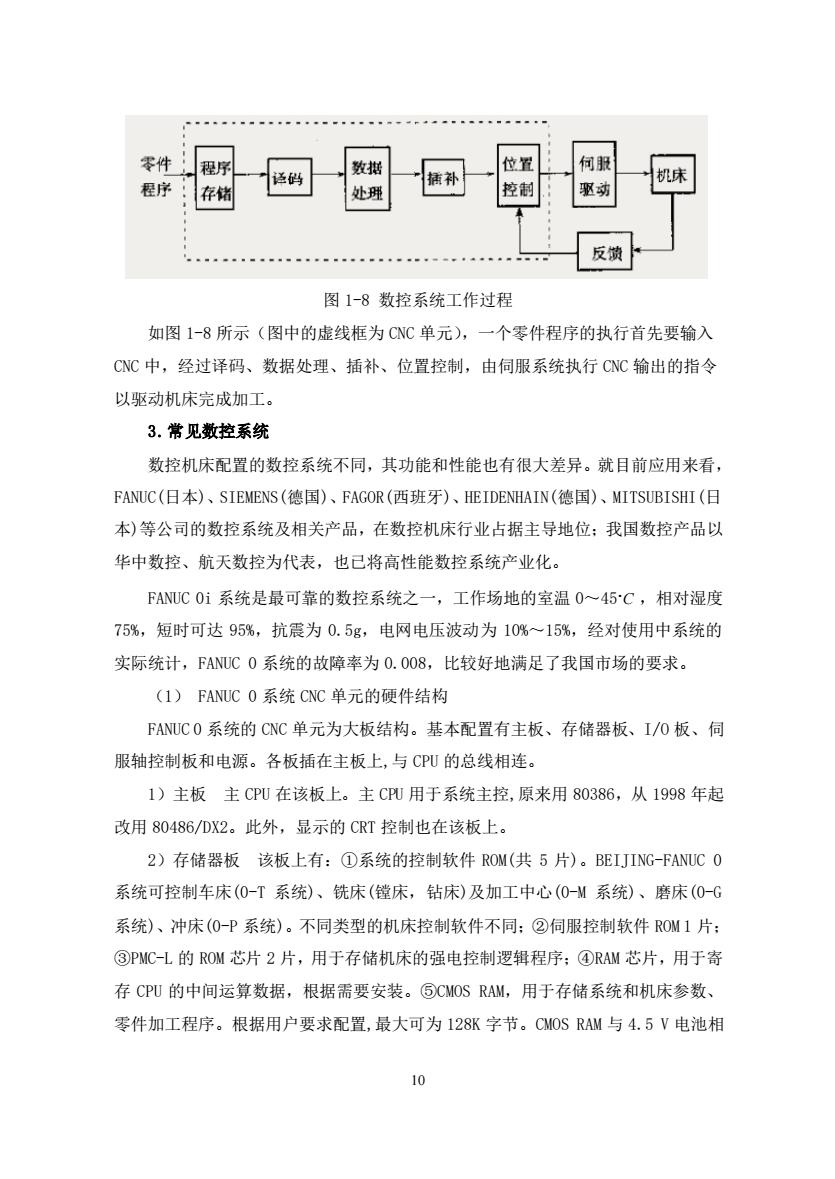
10 图 1-8 数控系统工作过程 如图 1-8 所示(图中的虚线框为 CNC 单元),一个零件程序的执行首先要输入 CNC 中,经过译码、数据处理、插补、位置控制,由伺服系统执行 CNC 输出的指令 以驱动机床完成加工。 3.常见数控系统 数控机床配置的数控系统不同,其功能和性能也有很大差异。就目前应用来看, FANUC(日本)、SIEMENS(德国)、FAGOR(西班牙)、HEIDENHAIN(德国)、MITSUBISHI(日 本)等公司的数控系统及相关产品,在数控机床行业占据主导地位;我国数控产品以 华中数控、航天数控为代表,也已将高性能数控系统产业化。 FANUC 0i 系统是最可靠的数控系统之一,工作场地的室温 0~45 C 。 ,相对湿度 75%,短时可达 95%,抗震为 0.5g,电网电压波动为 10%~15%,经对使用中系统的 实际统计,FANUC 0 系统的故障率为 0.008,比较好地满足了我国市场的要求。 (1) FANUC 0 系统 CNC 单元的硬件结构 FANUC 0 系统的 CNC 单元为大板结构。基本配置有主板、存储器板、I/O 板、伺 服轴控制板和电源。各板插在主板上,与 CPU 的总线相连。 1)主板 主 CPU 在该板上。主 CPU 用于系统主控,原来用 80386,从 1998 年起 改用 80486/DX2。此外,显示的 CRT 控制也在该板上。 2)存储器板 该板上有:①系统的控制软件 ROM(共 5 片)。BEIJING-FANUC 0 系统可控制车床(0-T 系统)、铣床(镗床,钻床)及加工中心(0-M 系统)、磨床(0-G 系统)、冲床(0-P 系统)。不同类型的机床控制软件不同;②伺服控制软件 ROM 1 片; ③PMC-L 的 ROM 芯片 2 片,用于存储机床的强电控制逻辑程序;④RAM 芯片,用于寄 存 CPU 的中间运算数据,根据需要安装。⑤CMOS RAM,用于存储系统和机床参数、 零件加工程序。根据用户要求配置,最大可为 128K 字节。CMOS RAM 与 4.5 V 电池相