实验三数控车床编程与加工演示实验 一、实验目的 1.熟悉数控车床操作面板上按键的功用。 2.掌握数控车床的调整及加工前的准备工作 3.掌握数控车床的常用加工指令及手工编程方法,能够编制简单零件的数控 加工程序。 4.通过对零件进行加工操作,了解数控车床的工作原理及典型零件的数控车 削加工工艺。 二、实验仪器与设备 SK50数控车床、工装夹具、90°偏刀、卡尺、零件毛坯(长130mm、直径50mm 的钢棒或铸铁棒) 三、相关知识概述 (一)SK50数控车床的操作面板 数控车床的操作面板由数控系统操作面板和机床控制面板两部分组成。 L.数控系统操作面板 由显示屏和MDI键盘两部分组成,其中显示屏主要用来显示相关坐标位置、程 序、图形、参数、诊断、报警等信息;而D1键盘如图2-1所示,包括字母键、数 值键以及功能按键等,可以进行程序、参数、机床指令的输入及系统功能的选择, 各功能键的作用如表2-1所示
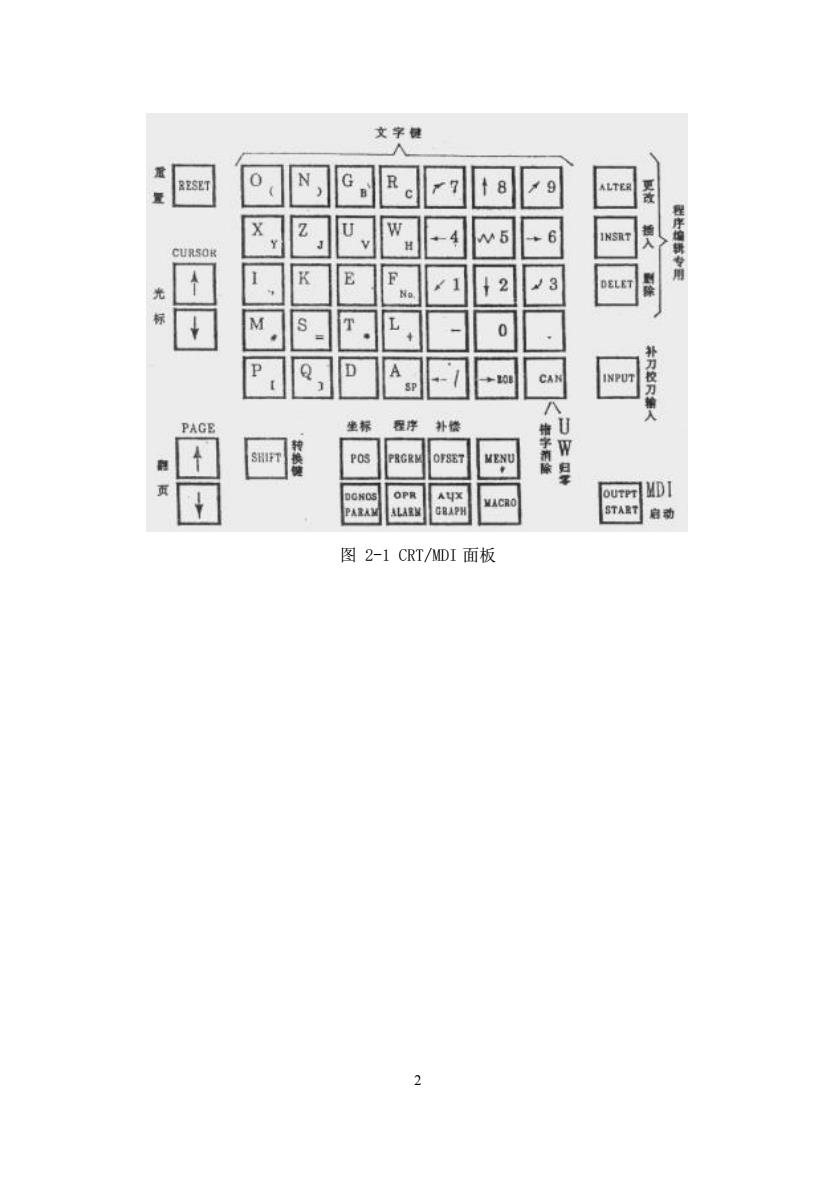
1 实验三 数控车床编程与加工演示实验 一、实验目的 1. 熟悉数控车床操作面板上按键的功用。 2. 掌握数控车床的调整及加工前的准备工作。 3. 掌握数控车床的常用加工指令及手工编程方法,能够编制简单零件的数控 加工程序。 4. 通过对零件进行加工操作,了解数控车床的工作原理及典型零件的数控车 削加工工艺。 二、实验仪器与设备 SK50 数控车床、工装夹具、90°偏刀、卡尺、零件毛坯(长 130mm、直径 50mm 的钢棒或铸铁棒) 三、相关知识概述 (一) SK50 数控车床的操作面板 数控车床的操作面板由数控系统操作面板和机床控制面板两部分组成。 1.数控系统操作面板 由显示屏和 MDI 键盘两部分组成,其中显示屏主要用来显示相关坐标位置、程 序、图形、参数、诊断、报警等信息;而 MDI 键盘如图 2-1 所示,包括字母键、数 值键以及功能按键等,可以进行程序、参数、机床指令的输入及系统功能的选择, 各功能键的作用如表 2-1 所示
文字园 8 ¥9 标 程序 补 图2-1CRT/MDI面板
2 图 2-1 CRT/MDI 面板
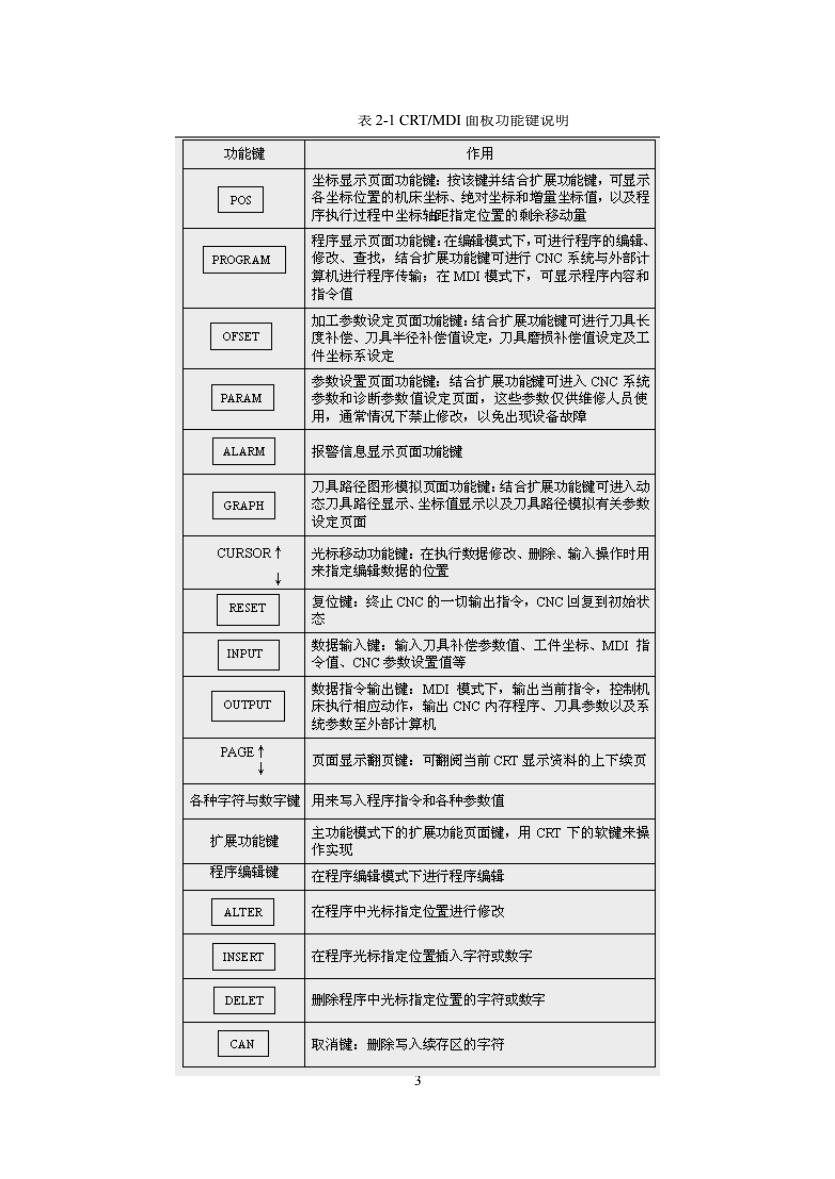
表2-1 CRT/MDI面椒功能键况明 功能罐 作用 POS 美杯是示功按流镇翕堡业嘴:天霜 序执行过程中坐标轴距指定位置的剩余移动量 PROGRAM 程胶显示面拉在费进行理于的 算机进行程序传输,在MD模式下,可显示程序内溶 指令值 OFSET *资置楚合视楚 件坐标系设定 PARAM 数器玫定结盒r应股父贡簧 用,潘情祝下禁止修改,以免出现设障 ALARM 报警信息显示页面功能键 刀且径圆形拟而面工 :结合扩展功能键可进入动 GRAPH 态刀具路经示堂标值示玻具路轻模拟有关参数 设定页面 CURSOR↑ 光标移动功能健:在执行数据修改、除、输入操作阳时用 来指定编辑数据的位置 RESET 复位键:终止CC的一切输出指令,CC回复到初始状 INPUT 委程入提数经参值、工件全标行 OUTPUT 统参数至外部计算机 PAGE1 页面显示翻页键:可翻阅当前C灯显示资料的上下续页 各种字符与数字键用来5入程序指令和各种梦数值 扩展功能键 春辞装提式干扩动能面建用G和下的锁健木想 程序编辑键 在程序编辑模式下进行程序编辑 ALTER 在程序中光标指定位置进行修改 INSERT 在程序光标指定位置插入字符或数字 DELET 删刚除程序中光标指定位置的字符或数字 CAN 取消键:除写入续存区的字符
3 表 2-1 CRT/MDI 面板功能键说明
2.机床控制面板 机床控制面板上的各种功能键可执行简单的操作,直接控制机床的动作及加了 过程,常见按钮(按键)功能如下: (1)安全功能 为了安全,要立即停止机床运动时,可以按急停按扭。为了防止机床超出行程 终点,系统有超程检验和行程检查功能。 1)急停 按下操作面板上的急停按钮,机床立即停止运动。 急停按钮被按下时是自锁的,要使急停复位,必须按下并顺时针旋转急停按扭。 注:①急停按下后,切断所有电机的电流: ②控制单元保持复位状态: ③故障排除后释放急停: ④急停释放后用手动返回参考点或用G28返回参考点。 2)超程 当机床试图移动到由机床限位开关设定的行程终点的外面时,由于碰到限位开 关,机床立即停止移动,并显示机床报警,同时机床准备好指示灯灭。 机床超程后,可按限位释放按钮解除超程,步骤为: ①先按下限位释放按钮: ②按住限位释放按钮的同时,按一下机床准备好按钮,同时机床准备好指示灯 闪烁: ③选择手动操作方式JOG或HANDLE: ④选择已超程的轴,并沿反方向移动此轴,直到报警解除。 注:由于机床在出厂前已设置了储存行程限位,其限位距离小于由限位开关设 置的距离,所以在执行完参考点操作之后,一般不会出现超程报警。 3)存储行程限位检查 当刀具超过了存储行程限位时,显示报警并且刀具减速并停止。 当刀具进入禁区并产生报警时,刀具可以朝着进入时的相反方向移动。 注:①通常将由参数设定的区域作为机床的最大行程范围: ②储存行程限位在电源接通且手动返回参考点或用G28完成自动返回参 4
4 2.机床控制面板 机床控制面板上的各种功能键可执行简单的操作,直接控制机床的动作及加工 过程,常见按钮(按键)功能如下: (1)安全功能 为了安全,要立即停止机床运动时,可以按急停按扭。为了防止机床超出行程 终点,系统有超程检验和行程检查功能. 1)急停 按下操作面板上的急停按钮,机床立即停止运动。 急停按钮被按下时是自锁的,要使急停复位,必须按下并顺时针旋转急停按扭。 注:① 急停按下后,切断所有电机的电流; ② 控制单元保持复位状态; ③ 故障排除后释放急停; ④ 急停释放后用手动返回参考点或用 G28 返回参考点。 2)超程 当机床试图移动到由机床限位开关设定的行程终点的外面时,由于碰到限位开 关,机床立即停止移动,并显示机床报警,同时机床准备好指示灯灭。 机床超程后,可按限位释放按钮解除超程,步骤为: ① 先按下限位释放按钮; ② 按住限位释放按钮的同时,按一下机床准备好按钮,同时机床准备好指示灯 闪烁; ③ 选择手动操作方式 JOG 或 HANDLE; ④ 选择已超程的轴,并沿反方向移动此轴,直到报警解除。 注:由于机床在出厂前已设置了储存行程限位,其限位距离小于由限位开关设 置的距离,所以在执行完参考点操作之后,一般不会出现超程报警。 3)存储行程限位检查 当刀具超过了存储行程限位时,显示报警并且刀具减速并停止。 当刀具进入禁区并产生报警时,刀具可以朝着进入时的相反方向移动。 注:① 通常将由参数设定的区域作为机床的最大行程范围; ② 储存行程限位在电源接通且手动返回参考点或用 G28 完成自动返回参

考点之后变 为有效 ③机床参数设定为在刀具进入禁区之前显示报警】 (2)手动操作 1)方式选择 用表2-2中方式选择按钮来选择操作方式。 表2-2方式选择 方式 功能 *将程序存入存储器 编辑 EDIT *对程序进行修改,增加或删除 *将存储器里的程序及其它程序编辑穿孔输出 自动AUTO *执行存储器里的程序 (存储MEMORY) *可执行程序号搜索 手动数据输入 MDI *通过MDI操作面板可进行手动数据输入 返回参考点 *可进行手动返回参考点 REF.RTN 手动J0G *可进行手动进给 手轮HANDLE *可进行X-轴/Z-轴/C-轴(仅Cs型)手轮进给 *通过阅读机/穿孔机接口在读入外设上的程序同时执行加工 DNC *选择存储在外设上的文件并指定自动运行的顺序和执行次 数 增量进给INC *可进行手动步进进给 示教TEACH IN*可进行手动连续进给及手轮进给位置的记录 注:①FANUC机床操作面板上有些按钮并不一定使用。 本机床中的增量进给和示教两种方式便没有使用。 ②由于FANUC机床操作面板上通过I/O LINK连接,所以在操作时不能同 时按下三个以上(包括三个)按钮,否则将不能正确操作机床。 2)手动连续进给 手动连续进给可将机床(刀具)连续移动到极限位置。 ①按下手动进给方式(J0G)按钮,同时其上的指示灯亮。 ②根据所移动的轴,选择一个移动轴,所选择的轴上的指示灯亮。 5
5 考点之后变 为有效; ③ 机床参数设定为在刀具进入禁区之前显示报警。 (2)手动操作 1)方式选择 用表 2-2 中方式选择按钮来选择操作方式。 表 2-2 方式选择 方式 功能 编辑 EDIT *将程序存入存储器 *对程序进行修改,增加或删除 *将存储器里的程序及其它程序编辑穿孔输出 自动 AUTO (存储 MEMORY) *执行存储器里的程序 *可执行程序号搜索 手动数据输入 MDI *通过 MDI 操作面板可进行手动数据输入 返回参考点 REF.RTN *可进行手动返回参考点 手动 JOG *可进行手动进给 手轮 HANDLE *可进行 X-轴/Z-轴/C-轴(仅 Cs 型)手轮进给 DNC *通过阅读机/穿孔机接口在读入外设上的程序同时执行加工 *选择存储在外设上的文件并指定自动运行的顺序和执行次 数 增量进给 INC *可进行手动步进进给 示教 TEACH IN *可进行手动连续进给及手轮进给位置的记录 注:① FANUC 机床操作面板上有些按钮并不一定使用。 本机床中的增量进给和示教两种方式便没有使用。 ② 由于 FANUC 机床操作面板上通过 I/O LINK 连接,所以在操作时不能同 时按下三个以上(包括三个)按钮,否则将不能正确操作机床。 2)手动连续进给 手动连续进给可将机床(刀具)连续移动到极限位置。 ① 按下手动进给方式(JOG)按钮,同时其上的指示灯亮。 ② 根据所移动的轴,选择一个移动轴,所选择的轴上的指示灯亮