
敬控技术及编要 第二章计算机数控系统 主讲 陈德道
第二章 计算机数控系统 主讲 陈德道
四F 第应节 计算机数控系统的基本原理 三、速度计算 1.开环系统进给速度的计算 开环系统,每输出一个脉冲,步进电机就转过一个角度,驱动 坐标轴进给一个脉冲对应的距离(称为脉冲当量),插补程序根据零 件轮廓尺寸和编程进给速度的要求,向各坐标轴分配脉冲,脉冲的频 率决定了进给速度。进给速度F(mm/min)与进给脉冲频率f的关系 F=f×60 各坐标轴的速度由分解可得,同时”=60∫6 v,=60f6 则可求得各坐标轴的频率 主页 目录 上一页 下一页 后退 退出
三、速度计算 第二节 计算机数控系统的基本原理 1.开环系统进给速度的计算 开环系统,每输出一个脉冲,步进电机就转过一个角度,驱动 坐标轴进给一个脉冲对应的距离(称为脉冲当量),插补程序根据零 件轮廓尺寸和编程进给速度的要求,向各坐标轴分配脉冲,脉冲的频 率决定了进给速度。进给速度F(mm/min)与进给脉冲频率f的关系 F= 各坐标轴的速度由分解可得,同时 则可求得各坐标轴的频率 f 60 60 F f = 60 F f = f 60 y y x x v f v f 60 60 = =
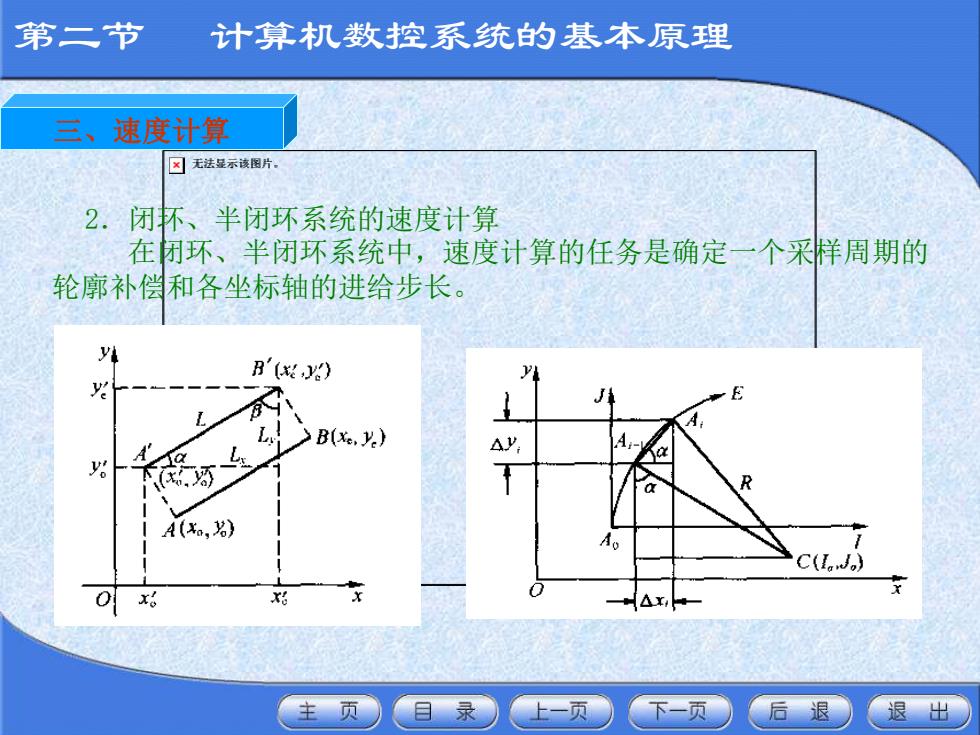
第二节 计算机数控系统的基本原理 三、速度计算 ☒无法显示该图片, 2.闭抔、半闭环系统的速度计算 在团环、半闭环系统中,速度计算的任务是确定一个采样周期的 轮廓补偿和各坐标轴的进给步长。 B'() @不1h)》 6 A(x,名) C(IJ) Xo 主页 目录 上一页 下一页 后退 退出
三、速度计算 第二节 计算机数控系统的基本原理 2.闭环、半闭环系统的速度计算 在闭环、半闭环系统中,速度计算的任务是确定一个采样周期的 轮廓补偿和各坐标轴的进给步长
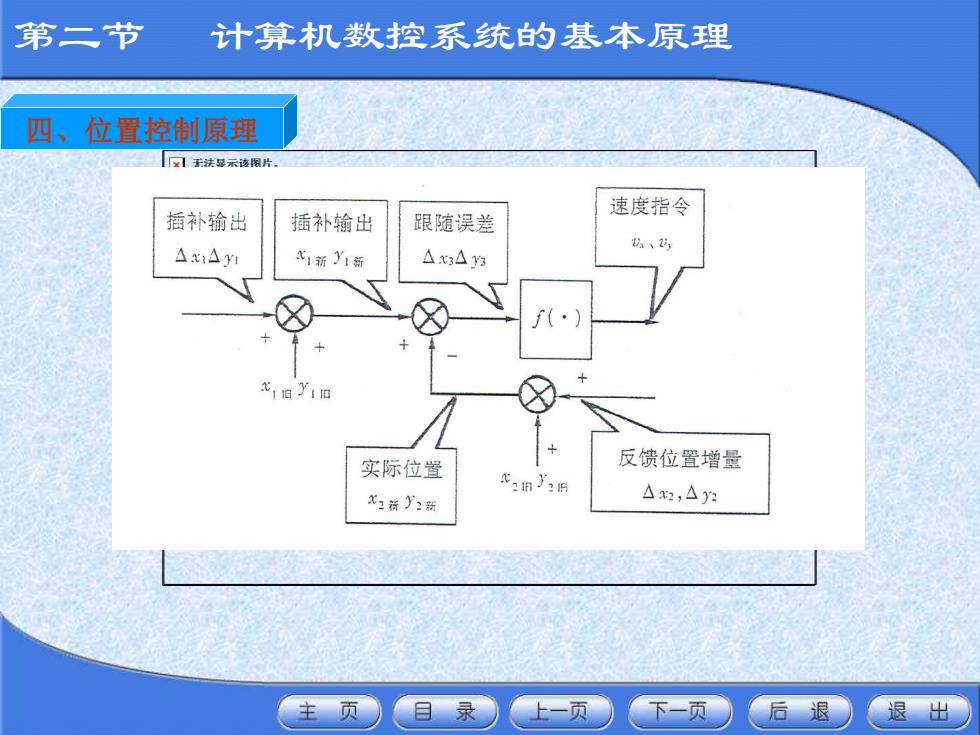
第二节 计算机数控系统的基本原理 四、位置控制原理 手法品示速保片 速度指令 插补输出 插补输出 跟随误差 △x1△y1 以、2 1新当新 △3△3 f(·】 1旧y1▣ 实际位置 反馈位置增量 2iny3R 无1衍2新 △x,△y2 主页 目录 上一页 下一页 后退 退出
四、位置控制原理 第二节 计算机数控系统的基本原理
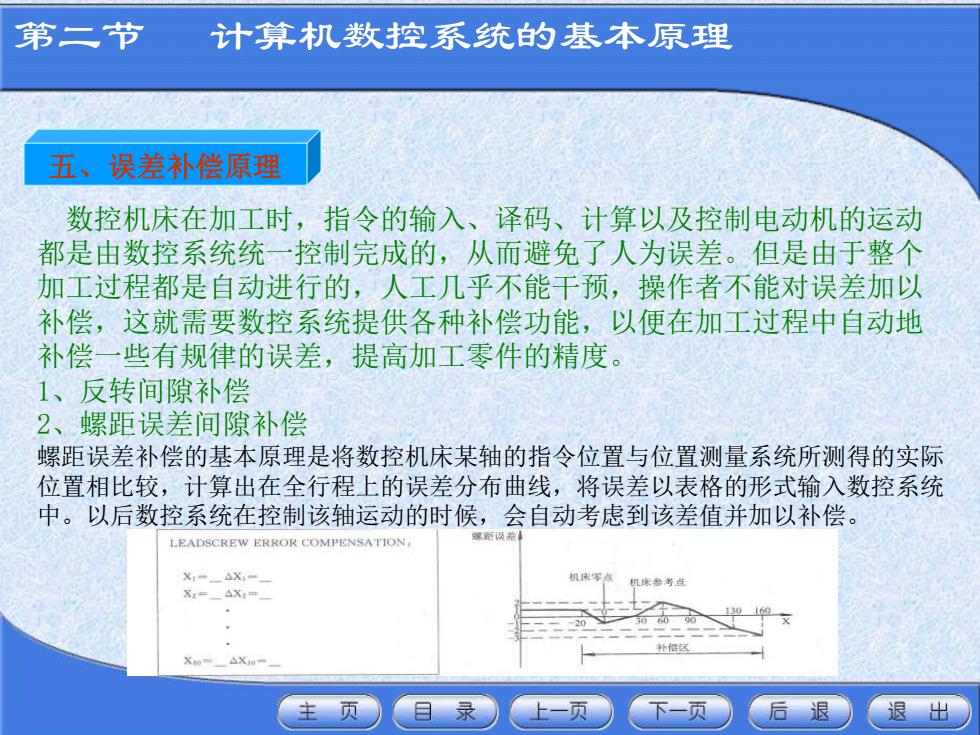
第二节 计算机数控系统的基本原理 五、误差补偿原理 数控机床在加工时,指令的输入、译码、计算以及控制电动机的运动 都是由数控系统统一控制完成的,从而避免了人为误差。但是由于整个 加工过程都是自动进行的,人工几乎不能干预,操作者不能对误差加以 补偿,这就需要数控系统提供各种补偿功能,以便在加工过程中自动地 补偿一些有规律的误差,提高加工零件的精度。 1、反转间隙补偿 2、螺距误差间隙补偿 螺距误差补偿的基本原理是将数控机床某轴的指令位置与位置测量系统所测得的实际 位置相比较,计算出在全行程上的误差分布曲线,将误差以表格的形式输入数控系统 中。以后数控系统在控制该轴运动的时候,会自动考虑到该差值并加以补偿。 LEADSCREW ERROR COMPENSATION Xi-AX- 机休参考点 X=_△X= 主页 目录 一页 下一页 后退 退出
第二节 计算机数控系统的基本原理 五、误差补偿原理 数控机床在加工时,指令的输入、译码、计算以及控制电动机的运动 都是由数控系统统一控制完成的,从而避免了人为误差。但是由于整个 加工过程都是自动进行的,人工几乎不能干预,操作者不能对误差加以 补偿,这就需要数控系统提供各种补偿功能,以便在加工过程中自动地 补偿一些有规律的误差,提高加工零件的精度。 1、反转间隙补偿 2、螺距误差间隙补偿 螺距误差补偿的基本原理是将数控机床某轴的指令位置与位置测量系统所测得的实际 位置相比较,计算出在全行程上的误差分布曲线,将误差以表格的形式输入数控系统 中。以后数控系统在控制该轴运动的时候,会自动考虑到该差值并加以补偿