数控技术及应用下部分:数控加工工艺 第一章数控加工中工件的装夹与定位 一、选择题 1、以“一面两销”方式定位时,共限制了工件的()个自由度。 A、六个 B、三个 C、四个 D、五个 2、在车削加工螺纹时,进给功能字F后的数字表示( A每分钟进给量(m/min)B.每秒钟进给量(m/s) C.每转进给量(m/上)D.螺纹螺距(m) 3、机床夹具,按( )分类,可分为通用夹具、专用夹具、组合夹具等。 A、使用机床类型 B、驱动夹具工作的动力源 C、夹紧方式 D、专门化程度 4、长V形架对圆柱定位,可限制工件的()自由度。 A、二个 B、三个 C、四个 D、五个 5、在磨一个轴套时,先以内孔为基准磨外圆,再以外圆为基准磨内孔,这是遵循()的原则 A、基准重合 B、基准统· C、自为基准 D、互为基淮 6、夹紧力的方向应尽可能和切削力,工作重力( )。 A、同向B平行C、相反 7、铣床上用的平口钳属于( )。 A、通用夹具B、专用夹具C、成组夹具 8、图样中未标注公差尺寸的极限偏差,由于相应的技术文件具体规定,一般规定为( A、IT10~IT14B、IT12~IT18C、IT18D、IT0 9、夹紧力的方向应尽量垂直于主要定位基准面,同时应尽量与()方向一致。 A、退刀B、振动C、换刀 D、切削。 10、在工序卡图上,用来确定本工序所加工后的尺寸、形状、位置的基准称为()基准。 A、装配 B、测量 C、定位 D、工序 11、V形块属于( A、定位元件B、夹紧元件C、导向元件 12、工件在小锥度芯轴上定位,可限制()个自由度。 A、三B、四C、五D、六 13、图样中技术要求项中“热处理:C45”表示()。 A、淬火硬度HRC45B、退火硬度为HRB450C、正火硬度为HRC45 14、组合定位中一面两孔定位,如果均用两个圆柱销定位,则该定位属于()。 A)完全定位B)不完全定位C)过定位D)欠定位
数控技术及应用下部分:数控加工工艺 第一章 数控加工中工件的装夹与定位 一、选择题 1、以“一面两销”方式定位时,共限制了工件的( )个自由度。 A、六个 B、三个 C、四个 D、五个 2、在车削加工螺纹时,进给功能字 F 后的数字表示( )。 A.每分钟进给量(㎜/min) B. 每秒钟进给量(㎜/s) C. 每转进给量(㎜/r) D. 螺纹螺距(mm) 3、机床夹具,按( )分类,可分为通用夹具、专用夹具、组合夹具等。 A、使用机床类型 B、驱动夹具工作的动力源 C、夹紧方式 D、专门化程度 4、长 V 形架对圆柱定位,可限制工件的( )自由度。 A、二个 B、三个 C、四个 D、五个 5、在磨一个轴套时,先以内孔为基准磨外圆,再以外圆为基准磨内孔,这是遵循( )的原则。 A、基准重合 B、基准统一 C、自为基准 D、互为基准 6、夹紧力的方向应尽可能和切削力,工作重力( )。 A、同向 B 平行 C、相反 7、铣床上用的平口钳属于( )。 A、通用夹具 B、专用夹具 C、成组夹具 8、图样中未标注公差尺寸的极限偏差,由于相应的技术文件具体规定,一般规定为( ) A、IT10~IT14 B、IT12~IT18 C、IT18 D、IT0 9、夹紧力的方向应尽量垂直于主要定位基准面,同时应尽量与( )方向一致。 A、退刀 B、振动 C、换刀 D、切削。 10、在工序卡图上,用来确定本工序所加工后的尺寸、形状、位置的基准称为( )基准。 A、装配 B、测量 C、定位 D、工序 11、V 形块属于( ) A、 定位元件 B、夹紧元件 C、导向元件 12、工件在小锥度芯轴上定位,可限制( )个自由度。 A、三 B、四 C、五 D、六 13、图样中技术要求项中“热处理:C45”表示( )。 A、淬火硬度 HRC45 B、退火硬度为 HRB450 C、正火硬度为 HRC45 14、组合定位中一面两孔定位,如果均用两个圆柱销定位,则该定位属于( )。 A)完全定位 B)不完全定位 C)过定位 D)欠定位
15、工件的一个或几个自由度被不同的定位元件重复限制的定位称为()。 A、完全定位B、欠定位C、过定位D、不完全定位 二、判断题 1、装夹是指定位与夹紧的全过程。( 2、基准可以分设计基准与工序基准两大类。() 3、夹紧力的方向应尽可能和切削力,工件重力平行。() 4、用设计基准作为定位基准,可以避免基准不重合引起的误差。() 5、组合夹具是一种标准化,系列化、通用化程度较高的工艺装备。() 6、用划针或千分表对工件进行找正,也就是对工件进行定位。() 7、误差的敏感方向在工件的切线方向。() 8、组合夹具的特点决定了它最适用于产品经常变换的生产,( 9、使用夹具可改变或扩大原机床的功能。() 10、数控机床单工作台,使用多工位夹具,在加工过程中,为了提高效率,可以进行工件的装卸。 ( 三、简答题 1、什么是定位?什么是夹紧?为什么夹紧不等于定位? 2、“六点定位原理”是什么? 3、什么是完全定位?什么是不完全定位? 4、什么是过定位?什么是欠定位?是否均不能采用?为什么? 5、试述常用定位元件所限制的自由度。 6、什么叫定位误差?产生定位误差的原因是什么?定位误差主要由哪几部分组成? 7、何谓机床夹具?夹具有哪些作用? 8、机床夹具有哪几个组成部分?各起何作用? 9、试分析下列加工情况的定位基准 (1)浮动较刀较孔(2)车削阶梯轴(3)精加工齿形面 10、常用的夹紧动力装置有哪些?各有何特点? 11、夹紧装置设计的基本要求是什么?确定夹紧力的方向和作用点的准则有哪些? 12、对容易加工变形的零件材料应当采取什么样的预防变形措施? 四、分析问答题 1.用=90°的V形块定位铣轴上键槽,计算定位误差:若不考虑其它误差,判断其加工精度能否 满足加工要求?
15、工件的一个或几个自由度被不同的定位元件重复限制的定位称为( )。 A、完全定位 B、欠定位 C、过定位 D、不完全定位 二、判断题 1、装夹是指定位与夹紧的全过程。( ) 2、基准可以分设计基准与工序基准两大类。( ) 3、夹紧力的方向应尽可能和切削力,工件重力平行。( ) 4、用设计基准作为定位基准,可以避免基准不重合引起的误差。( ) 5、组合夹具是一种标准化,系列化、通用化程度较高的工艺装备。( ) 6、用划针或千分表对工件进行找正,也就是对工件进行定位。( ) 7、误差的敏感方向在工件的切线方向。( ) 8、组合夹具的特点决定了它最适用于产品经常变换的生产,( ) 9、使用夹具可改变或扩大原机床的功能。( ) 10、数控机床单工作台,使用多工位夹具,在加工过程中,为了提高效率,可以进行工件的装卸。 ( ) 三、简答题 1、什么是定位?什么是夹紧?为什么夹紧不等于定位? 2、“六点定位原理”是什么? 3、什么是完全定位?什么是不完全定位? 4、什么是过定位?什么是欠定位?是否均不能采用?为什么? 5、试述常用定位元件所限制的自由度。 6、什么叫定位误差?产生定位误差的原因是什么?定位误差主要由哪几部分组成? 7、何谓机床夹具?夹具有哪些作用? 8、机床夹具有哪几个组成部分?各起何作用? 9、试分析下列加工情况的定位基准 (1)浮动铰刀铰孔 (2)车削阶梯轴 (3)精加工齿形面 10、常用的夹紧动力装置有哪些?各有何特点? 11、夹紧装置设计的基本要求是什么?确定夹紧力的方向和作用点的准则有哪些? 12、对容易加工变形的零件材料应当采取什么样的预防变形措施? 四、分析问答题 1.用 α=90°的 V 形块定位铣轴上键槽,计算定位误差;若不考虑其它误差,判断其加工精度能否 满足加工要求?
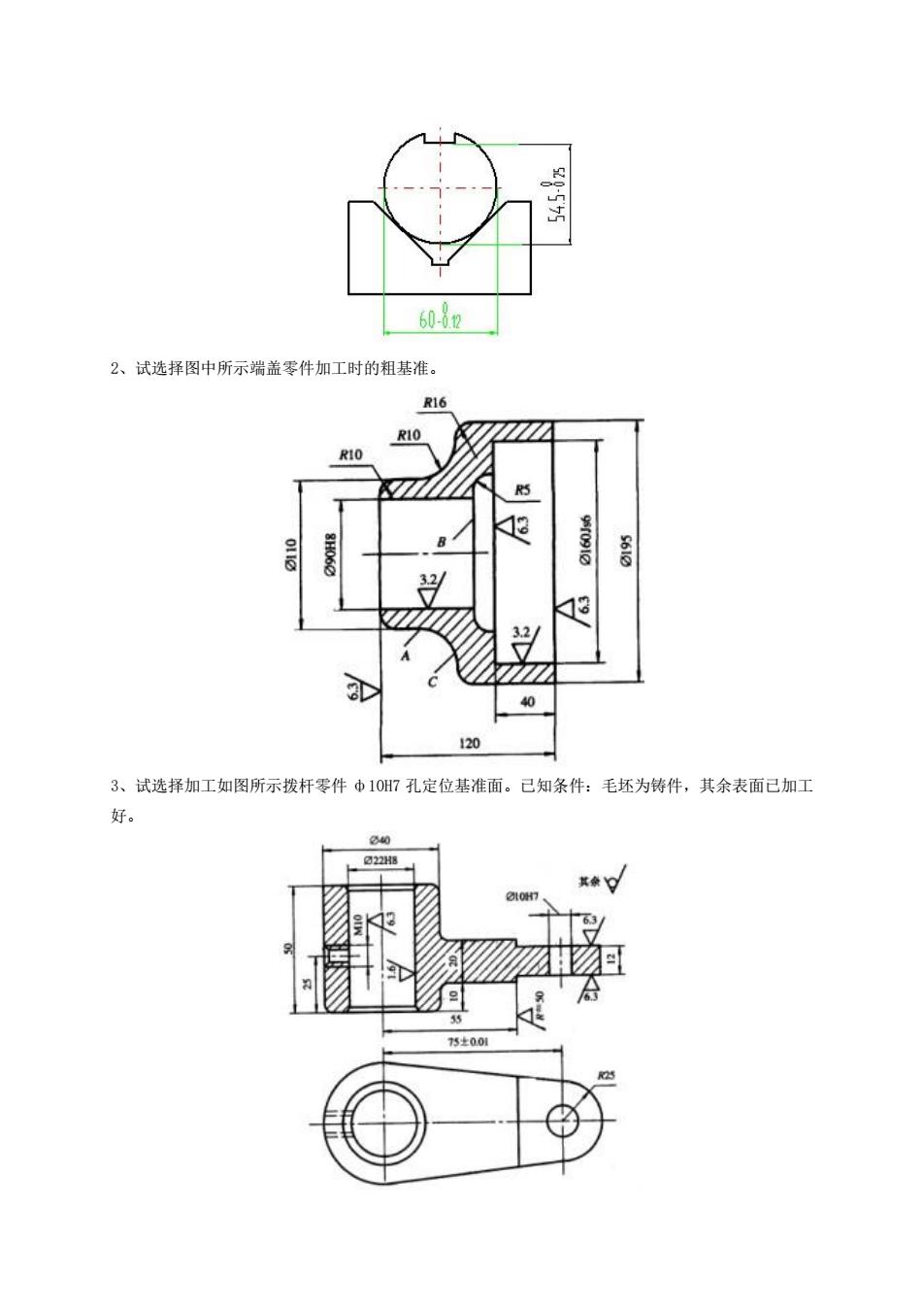
60-0 2、试选择图中所示端盖零件加工时的粗基准。 16 R10 R10 2 2入 120 3、试选择加工如图所示拨杆零件中10H7孔定位基准面。己知条件:毛坯为铸件,其余表面已加工 好
2、试选择图中所示端盖零件加工时的粗基准。 3、试选择加工如图所示拨杆零件 ф10H7 孔定位基准面。已知条件:毛坯为铸件,其余表面已加工 好
第二章数控加工工艺基础 一、选择题 1、设计图样上采用的基准称为( A、设计基准B、定位基准 C、装配基准 D、测量基准 2、铝合金活塞的毛坯应采用( )铸造。 A、金属模B、木模 C、蜡模 D、塑料模 3、精镗活塞销孔的一个重要技术问题是选择( )问题。 A、切削液B、切削用量C、定位基准 D、中心偏移 4、机床主轴的最终热处理一般安排在( )进行。 A、粗磨前B、粗磨后 C、精磨前 D、精车后 5、每一次投入或产出的同一产品(或零件)的数量称为( A、生产类型 B、生产纲领 C、生产批量 D、年产量 6、产品检验属于( )过程。 A、生产 B、检验 C、工艺D、以上都不对 7、当工件上有多个不加工表面时,应选择()的表面为粗基准。 A、余量小的 B、余量大的 C、尺寸较大D、精度要求高的 8、在同一台钻床上对工件进行钻、扩、铰,称为()道工序。 A、 B、二 C、三D、难以确定 9、产品和零件的生产类型不同,其制造工艺()。 A、相同 B、相似 C、不同D、无可比性 10、机械加工选择刀具时一般应优先采用( A、标准刀具B、专用刀具C、复合刀具D、都可以 11、选择加工表面的设计尺寸为定位基准的原则称为( )。 A、基准重合 B、基淮统一 C、自为基准D、互为基准 12、工艺成本中,操作工人的工资属于( A、变动费用B、固定费用C、不变费用D、以上都不对 13、回转体表面的加工余量是( )。 A、对称余量 B、单边余量C、工序余量D、直径余量 14、尺寸链组成环中,由于该环减小时封闭环增大的环称为( )。 A、增环 B、闭环 C、减环 D、间接环 15、尺寸链按功能分为设计尺寸链和(D)。 A、封闭尺寸链B、装配尺寸链 C、零件尺寸链 D、工艺尺寸链 16、精基准是用( )作为定位基准面。 A、未加工表面B、复杂表面 C、切削量小的 D、加工后的表面
第二章 数控加工工艺基础 一、选择题 1、设计图样上采用的基准称为( )。 A、设计基准 B、定位基准 C、装配基准 D、测量基准 2、铝合金活塞的毛坯应采用( )铸造。 A、金属模 B、木模 C、蜡模 D、塑料模 3、精镗活塞销孔的一个重要技术问题是选择( )问题。 A、切削液 B、切削用量 C、定位基准 D、中心偏移 4、机床主轴的最终热处理一般安排在( )进行。 A、粗磨前 B、粗磨后 C、精磨前 D、精车后 5、每一次投入或产出的同一产品(或零件)的数量称为( )。 A、生产类型 B、生产纲领 C、生产批量 D、年产量 6、产品检验属于( )过程。 A、生产 B、检验 C、工艺 D、以上都不对 7、当工件上有多个不加工表面时,应选择( )的表面为粗基准。 A、余量小的 B、余量大的 C、尺寸较大 D、精度要求高的 8、在同一台钻床上对工件进行钻、扩、铰,称为( )道工序。 A、一 B、二 C、三 D、难以确定 9、产品和零件的生产类型不同,其制造工艺( )。 A、相同 B、相似 C、不同 D、无可比性 10、机械加工选择刀具时一般应优先采用( )。 A、标准刀具 B、专用刀具 C、复合刀具 D、都可以 11、选择加工表面的设计尺寸为定位基准的原则称为( )。 A、基准重合 B、基准统一 C、自为基准 D、互为基准 12、工艺成本中,操作工人的工资属于( )。 A、变动费用 B、固定费用 C、不变费用 D、以上都不对 13、回转体表面的加工余量是( )。 A、对称余量 B、单边余量 C、工序余量 D、直径余量 14、尺寸链组成环中,由于该环减小时封闭环增大的环称为( )。 A、增环 B、闭环 C、减环 D、间接环 15、 尺寸链按功能分为设计尺寸链和( D )。 A、封闭尺寸链 B、装配尺寸链 C、零件尺寸链 D、工艺尺寸链 16、 精基准是用( )作为定位基准面。 A、未加工表面 B、复杂表面 C、切削量小的 D、加工后的表面
17、加工精度高、( )、自动化程度高,劳动强度低、生产效率高等是数控机床加工的特 点。 A、加工轮廓简单、生产批量又特别大的零件 B、对加工对象的适应性强 C、装夹困难或必须依靠人工找正、定位才能保证其加工精度的单件零件 D、适于加工余量特别大、材质及余量都不均匀的坯件 18、机械零件的真实大小是以图样上的( )为依据。 A、比例 B、公差范围 C、技术要求 D、尺寸数值 19、退火一般安排在()之后。 A、毛坯制造 B、粗加工 C、半精加工 D、精加工, 20、分析切削层变形规律时,通常把切削刃作用部位的金属划分为(C)变形区。 A、二个 B、四个 C、三个 D、五个 21、将钢加热到发生相变的温度,保温一定时间,然后缓侵冷却到室温的热处理叫( ). A、退火 B、回火 C、正火 D、调质 22、刀具的选择主要取决于工件的结构、工件的材料、工序的加工方法和(D)。 A、设备 B、加工余量 C、加工精度 D、工件被加工表面的粗糙度 23、目前工业上广泛采用的传统润滑剂是(B)。 A、合成 B、矿物 C、动物油 D、稻物油 24、使用高速钢钴头钻制中碳钢时,宜采用的钻削速度是( )米/分钟 A、15 B、25 C、35 D、45 25、使用麻花钻头钻削低碳钢时,宜采用的钻削速度是( )米/分钟。 A、0.8 B、8 C、20 D、80 26、阅读工作图的第一步骤是了解图面的( A、加工法B、比例C、材料D、投影法 27、低速切削塑性金属时,易产生积屑瘤,下列说话正确的是( )。 A、减小前角,减少进给量 B、增加前角,增大进给量 C、减小前角,增大进给量D、增加前角,减少进给量 28、刀具磨损与切削速度v、进给量f和切削深度ap有关,对刀具磨损影响从大到小的是( A、v→f→ap B、f-→v-ap C、ap→v→f D、v→ap→f 29、数控机床精度检验中,( )是综合机床关链零件部件经组装后的综合几何形状误差。 A、定位精度 B、几何精度 C、切削精度 D、以上都对 30、数控机床系统参数一般最终由( )设置完成的 A、系统厂家 B、机床厂家 C、用户 D、销售人员 31、机械加工的基本时间是指( A、劳动时间 B、机动时间 C、作业时间 D、辅助装夹时间 2、在生产中,批量越大,准备与终结时间分摊到每个工件上去的时间就( )
17、 加工精度高、( )、自动化程度高,劳动强度低、生产效率高等是数控机床加工的特 点。 A、加工轮廓简单、生产批量又特别大的零件 B、对加工对象的适应性强 C、装夹困难或必须依靠人工找正、定位才能保证其加工精度的单件零件 D、适于加工余量特别大、材质及余量都不均匀的坯件 18、 机械零件的真实大小是以图样上的( )为依据。 A、比例 B、公差范围 C、技术要求 D、尺寸数值 19、退火一般安排在( )之后。 A、毛坯制造 B、粗加工 C、半精加工 D、精加工。 20、分析切削层变形规律时,通常把切削刃作用部位的金属划分为( C )变形区。 A、二个 B、四个 C、三个 D、五个 21、将钢加热到发生相变的温度,保温一定时间,然后缓慢冷却到室温的热处理叫( )。 A、退火 B、回火 C、正火 D、调质 22、刀具的选择主要取决于工件的结构、工件的材料、工序的加工方法和( D )。 A、设备 B、加工余量 C、加工精度 D、工件被加工表面的粗糙度 23、目前工业上广泛采用的传统润滑剂是(B)。 A、合成 B、矿物 C、动物油 D、植物油 24、使用高速钢钻头钻削中碳钢时,宜采用的钻削速度是( )米/分钟。 A、15 B、25 C、35 D、45 25、使用麻花钻头钻削低碳钢时,宜采用的钻削速度是( )米/分钟。 A、0.8 B、8 C、20 D、80 26、阅读工作图的第一步骤是了解图面的( )。 A、加工法 B、比例 C、材料 D、投影法 27、低速切削塑性金属时,易产生积屑瘤,下列说话正确的是( )。 A、减小前角,减少进给量 B、增加前角,增大进给量 C、减小前角,增大进给量 D、增加前角,减少进给量 28、刀具磨损与切削速度 v、进给量 f 和切削深度 ap 有关,对刀具磨损影响从大到小的是( )。 A、v→f→ap B、f→v→ap C、ap→v→f D、v→ap→f 29、数控机床精度检验中,( )是综合机床关键零件部件经组装后的综合几何形状误差。 A、定位精度 B、几何精度 C、切削精度 D、以上都对 30、数控机床系统参数一般最终由( )设置完成的 A、系统厂家 B、机床厂家 C、用户 D、销售人员 31、机械加工的基本时间是指( ) A、劳动时间 B、机动时间 C、作业时间 D、辅助装夹时间 32、在生产中,批量越大,准备与终结时间分摊到每个工件上去的时间就( )