(2)原料为液化率等于1/3的气液混合物。 己知数据如下:操作条件下苯的气化潜热为389kJ/kg,甲苯的气化潜热为 360kJ/kg。苯一甲苯混合液的气液平衡数据及tx-y图见例6-1和图 解:(1)温度为20℃的冷液进料 ①利用平衡数据,在直角坐标图上 绘平衡曲线及对角线,如本例附图 1所示。在图上定出点a(xD,)、 点e(X,x)和点c(x,x)三 包指塑联提作线载距=名-0-02 ”,在y轴上定出点b。联ab,即得 到精馏段操作线。 ③先按下法计算q值。原料液的气化潜热为: ”m=0.44×389×78+0.56×360×92=31900kJ1km01 由图查出进料组成?=044时溶液的泡点为93℃, 平均温度=93+20-5659℃ 2 由附录查得在56.5℃下苯和甲苯的比热为 1.84kJ/(kg·℃),故原料液的平均比热为: c,=1.84×78×0.44+1.84×92×56=158kJwo1.℃) 所.95中31现 31900 g1.362 9-71362-376 再从点e作斜率为3.76的直线,即得q线与精馏段操作线交于点d
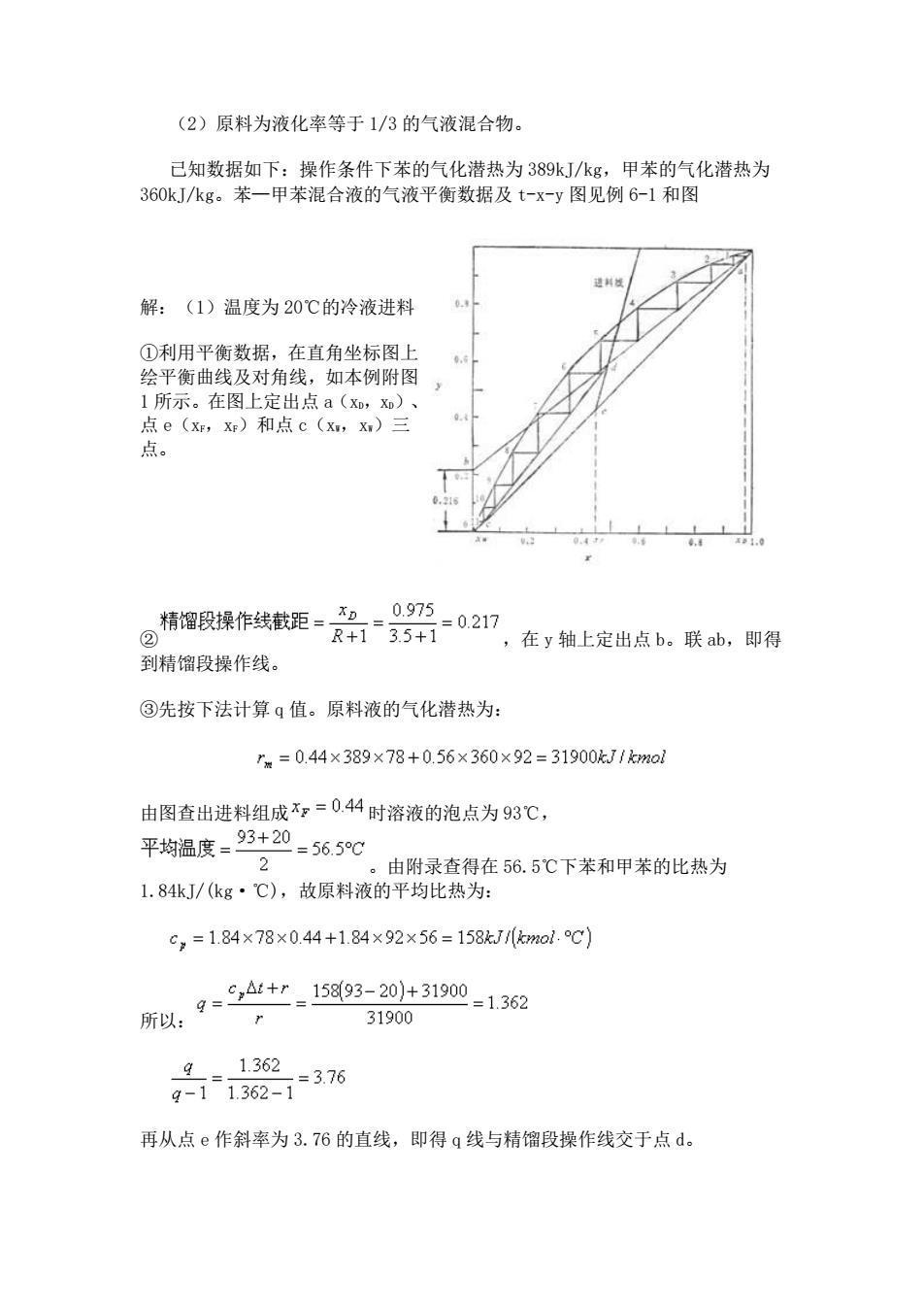
(2)原料为液化率等于 1/3 的气液混合物。 已知数据如下:操作条件下苯的气化潜热为 389kJ/kg,甲苯的气化潜热为 360kJ/kg。苯—甲苯混合液的气液平衡数据及 t-x-y 图见例 6-1 和图 解:(1)温度为 20℃的冷液进料 ①利用平衡数据,在直角坐标图上 绘平衡曲线及对角线,如本例附图 1 所示。在图上定出点 a(xD,xD)、 点 e(xF,xF)和点 c(xW,xW)三 点。 ② ,在 y 轴上定出点 b。联 ab,即得 到精馏段操作线。 ③先按下法计算 q 值。原料液的气化潜热为: 由图查出进料组成 时溶液的泡点为 93℃, 。由附录查得在 56.5℃下苯和甲苯的比热为 1.84kJ/(kg·℃),故原料液的平均比热为: 所以: 再从点 e 作斜率为 3.76 的直线,即得 q 线与精馏段操作线交于点 d
④联cd,即为提馏段操作线。 ⑤自点a开始在操作线和平衡线之间绘梯级,图解得理论板层数为11(包括再 沸器),自塔顶往下数第五层为加料板,如本题附图1所示。 (2)气液混合物进料①与上述 的①项相同:②与上述的②项相 同:①和②两项的结果如本题附图 2所示 ③由q值定义知 g=1/3 故: 线斜率=g品-05 13 过点e作斜率为-0.5的直线,即得q线。q线与精馏段操作线交于点d。 ④联cd,即为提馏段操作线。 ⑤按上法图解得理论板层数为13(包括再沸器),自塔顶往下的第7层为加料 板,如附图2所示 由计算结果可知,对一定的分离任务和要求,若进料热状况不同,所需的理 论板层数和加料板的位置均不相同。冷液进料较气液混合物进料所需的理论板层 数为少。这是因为精馏塔提馏段内循环量增大的缘故,使分离程度增高或理论板 数减少。 例6-7在常压连续精馏塔中,分离乙醇一水溶液,组成为x=0.6(易挥发组 分摩尔分率,下同)及=02的两股原料液分别被送到不同的塔板,进入塔内。 两股原料液的流量之比/风为0.5,均为饱和液体进料。操作回流比为2。若 要求馏出液组成不D为0.8,釜残液组成不"为0.02,试求理论板层数及两股原料 液的进料板位置。 常压下乙醇一水溶液的平衡数据示于此例附表中。 例6-7附表 液相中乙醇的摩尔气相中乙醇的摩尔液相中乙醇的摩尔气相中乙醇的摩尔
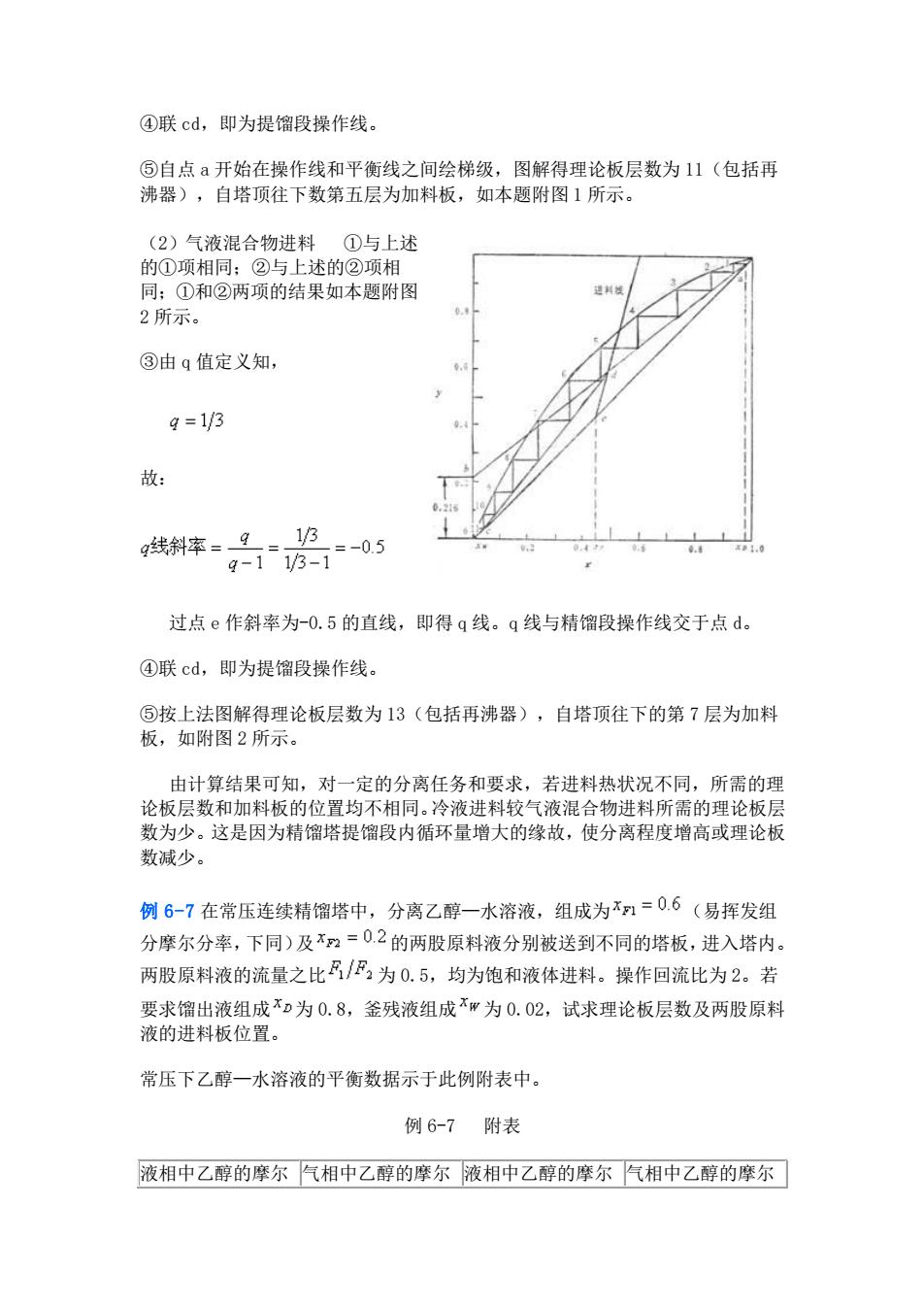
④联 cd,即为提馏段操作线。 ⑤自点 a 开始在操作线和平衡线之间绘梯级,图解得理论板层数为 11(包括再 沸器),自塔顶往下数第五层为加料板,如本题附图 1 所示。 (2)气液混合物进料 ①与上述 的①项相同;②与上述的②项相 同;①和②两项的结果如本题附图 2 所示。 ③由 q 值定义知, 故: 过点 e 作斜率为-0.5 的直线,即得 q 线。q 线与精馏段操作线交于点 d。 ④联 cd,即为提馏段操作线。 ⑤按上法图解得理论板层数为 13(包括再沸器),自塔顶往下的第 7 层为加料 板,如附图 2 所示。 由计算结果可知,对一定的分离任务和要求,若进料热状况不同,所需的理 论板层数和加料板的位置均不相同。冷液进料较气液混合物进料所需的理论板层 数为少。这是因为精馏塔提馏段内循环量增大的缘故,使分离程度增高或理论板 数减少。 例 6-7 在常压连续精馏塔中,分离乙醇—水溶液,组成为 (易挥发组 分摩尔分率,下同)及 的两股原料液分别被送到不同的塔板,进入塔内。 两股原料液的流量之比 为 0.5,均为饱和液体进料。操作回流比为 2。若 要求馏出液组成 为 0.8,釜残液组成 为 0.02,试求理论板层数及两股原料 液的进料板位置。 常压下乙醇—水溶液的平衡数据示于此例附表中。 例 6-7 附表 液相中乙醇的摩尔 气相中乙醇的摩尔 液相中乙醇的摩尔 气相中乙醇的摩尔
分率 分率 分率 分率 0. 0.0 0.45 0.635 0.01 0.11 0.50 0.657 0.02 0.175 0.55 0.678 0.04 0.275 0.60 0.698 0.06 0.340 0.65 0.725 0.08 0.392 0.70 0.755 0.10 0.430 0.75 0.785 0.14 0.482 0.80 0.820 0.18 0.513 0.85 0.855 0.20 0.525 0.894 0.894 0.25 0.551 0.90 0.898 0.30 0.575 0.95 0.942 0.35 0.595 1.0 1.0 0.40 0.614 解:如本例附图1所示,由于有两股进料,故全塔可分为三段。组成为的原 料液从塔较上部位的某加料板引入,该加料板以上塔段的操作线方程与无侧线塔 的精榴段操作线方程相同,即: =R+i+R中和(a 该操作线在y轴上的截距为: 0.8 -020
分率 分率 分率 分率 0.0 0.01 0.02 0.04 0.06 0.08 0.10 0.14 0.18 0.20 0.25 0.30 0.35 0.40 0.0 0.11 0.175 0.273 0.340 0.392 0.430 0.482 0.513 0.525 0.551 0.575 0.595 0.614 0.45 0.50 0.55 0.60 0.65 0.70 0.75 0.80 0.85 0.894 0.90 0.95 1.0 0.635 0.657 0.678 0.698 0.725 0.755 0.785 0.820 0.855 0.894 0.898 0.942 1.0 解:如本例附图 1 所示,由于有两股进料,故全塔可分为三段。组成为 的原 料液从塔较上部位的某加料板引入,该加料板以上塔段的操作线方程与无侧线塔 的精馏段操作线方程相同,即: (a) 该操作线在 y 轴上的截距为: