
内孝古科板大 (2)在保证操作稳定的条件下提高质量 为保证钢板操作的稳定,要求工作辊 缝成凸形,而且凸形值愈大操作愈稳 定。但这就使轧出的钢板的横向厚差 增大,降低了产品的质量。为保证钢 板轧制的稳定性的最小板凸度6 。 6-4Px2+Bx/2)/(a2K) 6
6 (2)在保证操作稳定的条件下提高质量 • 为保证钢板操作的稳定,要求工作辊 缝成凸形,而且凸形值愈大操作愈稳 定。但这就使轧出的钢板的横向厚差 增大,降低了产品的质量。为保证钢 板轧制的稳定性的最小板凸度δ 。 P(x Bx ) (a K) 2 2 = 4 + / 2 /

内孝古种私大票 二、制定压下规程的方法和步骤 内容:轧制方式、轧制道次、道次压下量等 方法:理论方法和经验方法 理论方法:从充分发挥轧辊的强度或电机的 能力出发,或,(和)充芬满是 性能或板 型要求抽发,按预设定的系件通过理论计算 以确定最佳的轧制规程(适合全面百动化扌 制的轧机) 经验法,:在人工操作的轧机上采甩参照现有 似轧机上行之背效的实压下规程制定新 的压下规程的切法。,(匡下量或压下率分配 法、能耗负荷分配法都属此类) 7
7 二、制定压下规程的方法和步骤 • 内容:轧制方式、轧制道次、道次压下量等 • 方法:理论方法和经验方法 • 理论方法:从充分发挥轧辊的强度或电机的 能力出发,或(和)充分满足产品性能或板 型要求出发,按预设定的条件通过理论计算 以确定最佳的轧制规程(适合全面自动化控 制的轧机) • 经验法:在人工操作的轧机上采用参照现有 类似轧机上行之有效的实际压下规程制定新 的压下规程的办法。(压下量或压下率分配 法、能耗负荷分配法都属此类)

内盏左科移大美 中厚板生产中用经验法制定压下规程的 方法和步骤 ·(1)按经验法确定轧制方式和各道次的压 下量(或相对压下量) ·(2)逐道校核咬入能力 ,(3)制定速度制度,计算各道次的轧制时 间(包括纯轧时间、间隙时间),并据此计 算各道次的轧件温度 (4)选择合适的轧制压力计算公式,并计 算轧制压力、轧制力矩和总力矩 (5)校核轧辊等部件的强度、电机功率和 板形 ,(6)根据校验结果、对照制定规程的原则 和要求对规程进行修正 8
8 中厚板生产中用经验法制定压下规程的 方法和步骤 • (1)按经验法确定轧制方式和各道次的压 下量(或相对压下量) • (2)逐道校核咬入能力 • (3)制定速度制度,计算各道次的轧制时 间(包括纯轧时间、间隙时间),并据此计 算各道次的轧件温度 • (4)选择合适的轧制压力计算公式,并计 算轧制压力、轧制力矩和总力矩 • (5)校核轧辊等部件的强度、电机功率和 板形 • (6)根据校验结果、对照制定规程的原则 和要求对规程进行修正
内孝古科核大美 三、压下规程的制定 轧制中厚板,通常总是希望以最少的 轧制道次轧出成品钢板。 最大压下量限制条件 。1、咬入条件的限制 ·平辊轧制时,最大压下量为 a-0-a人子 9
9 三、压下规程的制定 • 轧制中厚板,通常总是希望以最少的 轧制道次轧出成品钢板。 • 最大压下量限制条件 • 1、咬入条件的限制 • 平辊轧制时,最大压下量为 ( ) + = − = − 2 max max 1 1 1 cos 1 f h D D
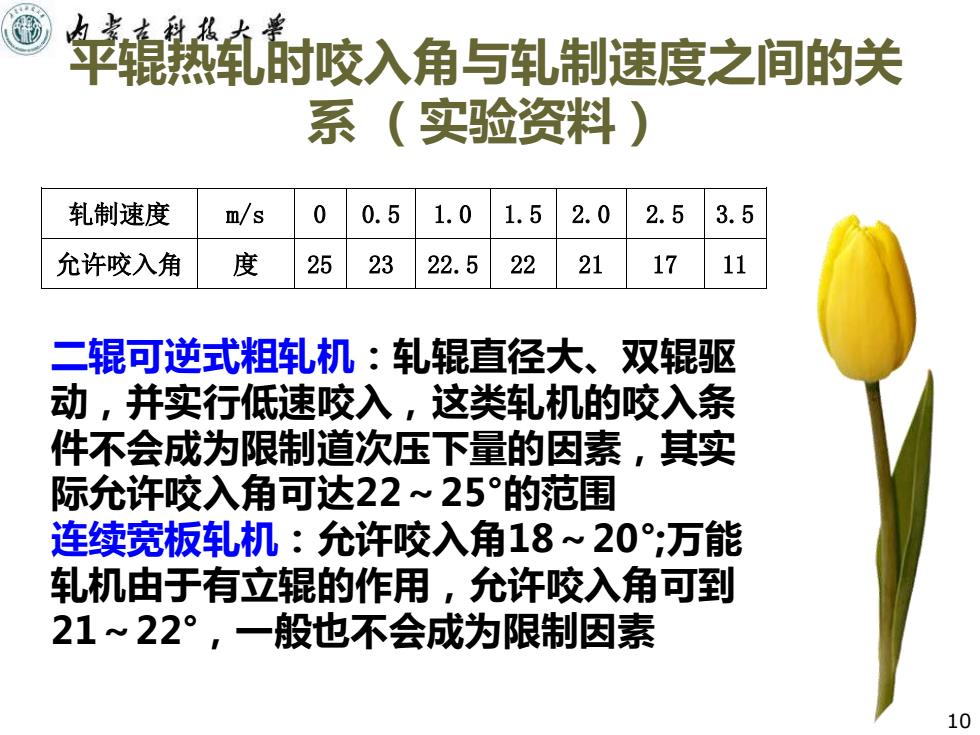
出孝左科极大 平辊热轧时咬入角与轧制速度之间的关 系(实验资料) 轧制速度 n/s 0 0.5 1.0 1.5 2.0 2.5 3.5 允许咬入角 度 25 23 22.5 22 21 17 11 二辊可逆式粗轧机:轧辊直径大、双辊驱 动,并实行低速咬入,这类轧机的咬入条 件不会成为限制道次压下量的因素,其实 际允许咬入角可达22~25°的范围 连续宽板轧机:允许咬入角18~20°:万能 轧机由于有立辊的作用,允许咬入角可到 21~22°,一般也不会成为限制因素 10
10 平辊热轧时咬入角与轧制速度之间的关 系 (实验资料) 轧制速度 m/s 0 0.5 1.0 1.5 2.0 2.5 3.5 允许咬入角 度 25 23 22.5 22 21 17 11 二辊可逆式粗轧机:轧辊直径大、双辊驱 动,并实行低速咬入,这类轧机的咬入条 件不会成为限制道次压下量的因素,其实 际允许咬入角可达22~25°的范围 连续宽板轧机:允许咬入角18~20°;万能 轧机由于有立辊的作用,允许咬入角可到 21~22°,一般也不会成为限制因素