11/58 第一节熔焊( THJ422 焊条型号:以各类焊 E4303 条的国家标准为依据 三、焊条 包焊条 反映焊条主要特性 的一种表示方法。 2、焊条的分 碳钢焊 焊缝金属抗拉强度(≥) 药皮类型 焊条 电流种类 条型号 类别 及极性 应用 kgf/mm2 E4301 43 钛铁矿型 E5001 50 交流或直流正、反接 较重要的碳钢结 E4303 43 构 钛钙型 E5003 50 E4311 43 性 高纤维素钾型 E5011 50 条 交流或直流反接 一般碳钢结构 E4320 43 氧化铁型 交流或直流正接 较重要的碳钢结 E4327 43 铁粉氧化铁型 构 E4315 43 低氢钠型 直流反接 E5015 50 E4316 43 重要碳钢、低合 低氢钾型 性焊 金钢结构 E5016 50 交流或直流反接 E5018 50 铁粉低氢钾型
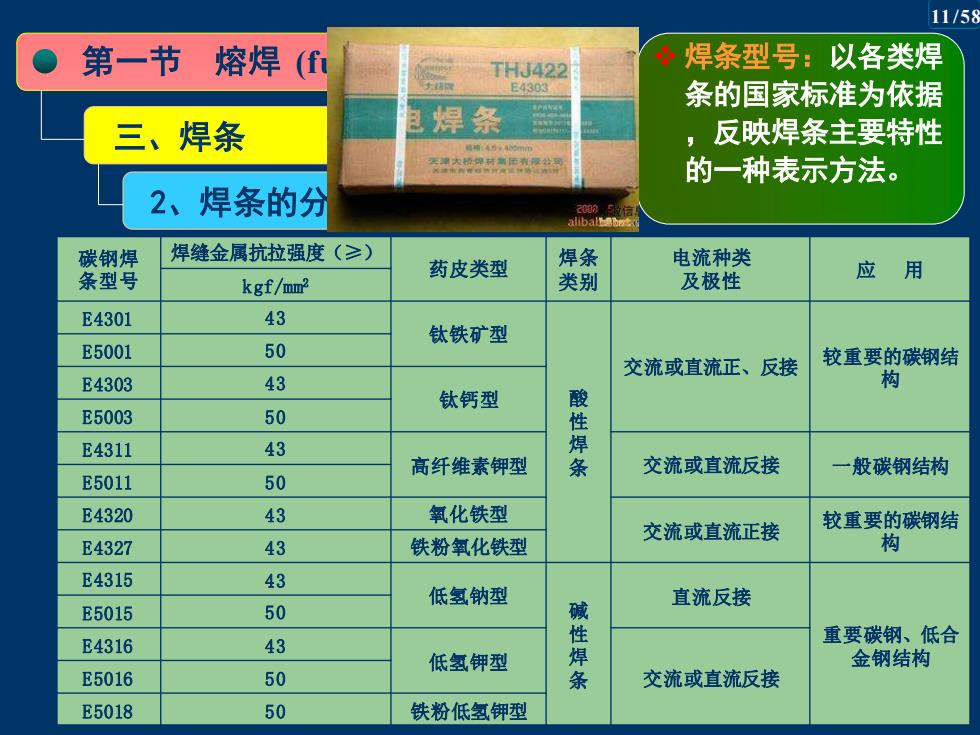
第一节 熔焊 (fusion welding) 三、焊条 2、焊条的分类和型号、牌号 2)碳钢焊条型号 E 43 0 1 第三位和第四位数字组合时代表焊接电 流种类和药皮类型,见GB/T5117-5118。 代表焊条(Electrode) 代表焊条适用的焊接位置(“0” 、 “1”适于全位置 焊接,“2”适于平焊及角平焊,“4”适于向下立焊 表示焊缝金属的抗拉强度最小值,单位为kgf/mm2 。 ❖ 焊条型号:以各类焊 条的国家标准为依据 ,反映焊条主要特性 的一种表示方法。 11 /58 碳钢焊 条型号 焊缝金属抗拉强度(≥) 药皮类型 焊条 类别 电流种类 及极性 应 用 kgf/mm2 E4301 43 钛铁矿型 酸 性 焊 条 交流或直流正、反接 较重要的碳钢结 构 E5001 50 E4303 43 钛钙型 E5003 50 E4311 43 高纤维素钾型 交流或直流反接 一般碳钢结构 E5011 50 E4320 43 氧化铁型 交流或直流正接 较重要的碳钢结 E4327 43 铁粉氧化铁型 构 E4315 43 低氢钠型 碱 性 焊 条 直流反接 重要碳钢、低合 金钢结构 E5015 50 E4316 43 低氢钾型 E5016 50 交流或直流反接 E5018 50 铁粉低氢钾型
12/58 第一节熔焊( ?焊条牌号:对焊条产 THJ422 E4303 品的具体命名,由焊 三、焊条 自焊条 条厂制定。经历了混 乱→统一→混乱 2、焊条的分 05 的过程。 3)结构钢焊条牌号 42 3 上焊-12A→J422→SH.J422 代表焊接电流种类和药皮类型, 见表3-3。 末尾 药皮类型 焊接电 末尾 流种类 数字 药皮类型 焊接电流种类 数字 ××0 不属于已规定的类型 ××5 纤维素型 交流或直流正、反接 ××1 氧化钛型 ××6 低氢钾型 交流或直流反接 XX2 氧化钛钙型 交流或 ×X7 低氢钠型 直流反接 直流正 X×3 钛铁矿型 反接 ×X8 石墨型 交流或直流正、反接 ××4 氧化铁型 ××9 盐基型 直流反接
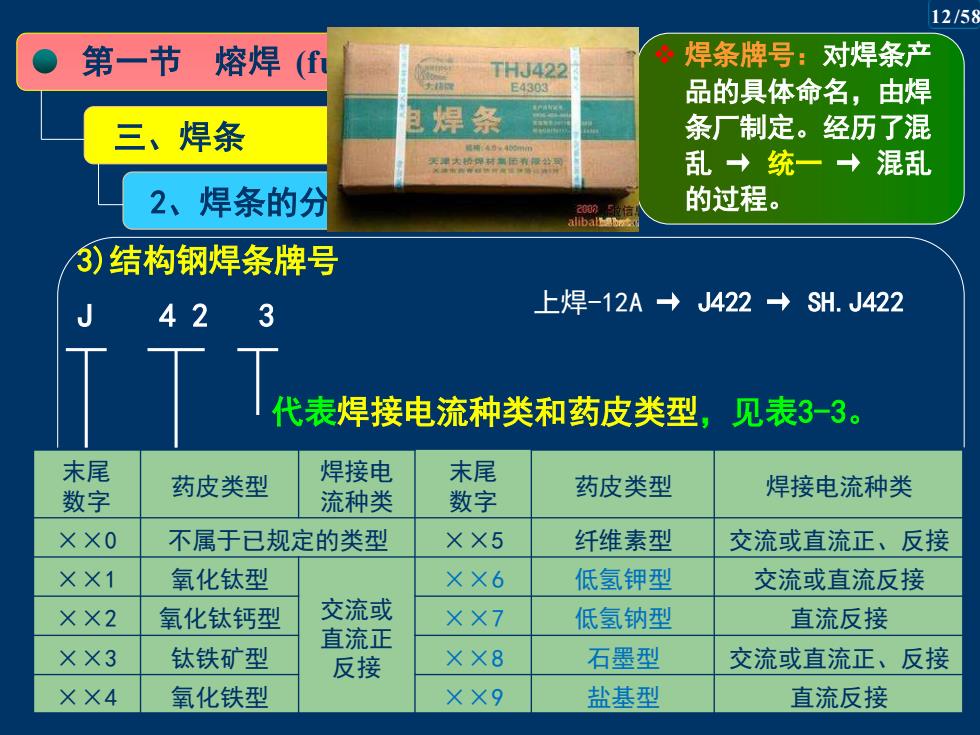
第一节 熔焊 (fusion welding) 三、焊条 2、焊条的分类和型号、牌号 3)结构钢焊条牌号 J 4 2 3 代表焊接电流种类和药皮类型,见表3-3。 表示焊缝金属的抗拉强度最小值,420MPa。 代表结构钢焊条。 ❖ 焊条牌号:对焊条产 品的具体命名,由焊 条厂制定。经历了混 乱 → 统一 → 混乱 的过程。 上焊-12A → J422 → SH.J422 12 /58 末尾 数字 药皮类型 焊接电 流种类 末尾 数字 药皮类型 焊接电流种类 ××0 不属于已规定的类型 ××5 纤维素型 交流或直流正、反接 ××1 氧化钛型 交流或 直流正 反接 ××6 低氢钾型 交流或直流反接 ××2 氧化钛钙型 ××7 低氢钠型 直流反接 ××3 钛铁矿型 ××8 石墨型 交流或直流正、反接 ××4 氧化铁型 ××9 盐基型 直流反接
13/58 %之南宫市规海楼材补厂抽顺 第一节 熔焊(fusion weldi 天利津市金桥军材集团有 奥102 铸308 三、焊条 E308-16 3、焊条的选用原则 金 桥焊 桥焊材 1) 等强度原则(结构钢焊件) 一般都要求焊缝金属与母 材等强度。结构钢/焊条按屈服强度抗拉强度定等级。 2) 同成分原则(不锈钢或耐热钢)选择与母材成分相近 的焊条。 3) 抗裂纹原则 要求塑性好、冲击韧性高、抗裂能力强或 低温性能好的,应选用碱性焊条。 4) 抗气孔原则焊前清理困难,易产生气孔的焊件,应选 择抗气孔能力强的酸性焊条。 5) 低成本原则满足使用要求的前提下,应选用成本低的 焊条
三、焊条 3、焊条的选用原则 1)等强度原则(结构钢焊件) 一般都要求焊缝金属与母 材等强度。结构钢/焊条按屈服强度/抗拉强度定等级。 2)同成分原则(不锈钢或耐热钢) 选择与母材成分相近 的焊条。 3)抗裂纹原则 要求塑性好、冲击韧性高、抗裂能力强或 低温性能好的,应选用碱性焊条。 4)抗气孔原则 焊前清理困难,易产生气孔的焊件,应选 择抗气孔能力强的酸性焊条。 5)低成本原则 满足使用要求的前提下,应选用成本低的 焊条。 第一节 熔焊 (fusion welding) 13 /58

14/58 第一节熔焊(fusion welding) 四、焊接接头的组织性能 焊接接头由焊缝和热影响区两部分组成(图3-4)。 焊缝两侧的母材受焊接加热的影响,会引起金属内部 组织和力学性能变化的区域,称为焊接热影响区。 ◆焊缝和热影响区的分界线称为熔合线。 热影响区 焊缝金属 熔合线 母材 heat-affected 2ne weld metal weld interface base metal
四、焊接接头的组织性能 ❖ 焊接接头由焊缝和热影响区两部分组成(图3-4)。 ❖ 焊缝两侧的母材受焊接加热的影响,会引起金属内部 组织和力学性能变化的区域,称为焊接热影响区。 ❖ 焊缝和热影响区的分界线称为熔合线。 第一节 熔焊 (fusion welding) heat-affected zone weld metal weld interface base metal 14 /58
第一节 熔焊(fusion wel 180 0.53 120d L +FeC 1227 110 1148 2,11 四、焊接接头的组织性 912 709 727 1、焊接工件上温度 600 500 400 a+FeaC 焊缝受 100 1400 6 到女次 g229 1200 下eC相 金过 1350 20Mn 程 1000 S-20mm 432 0.3 2 1200 0.5 50mm/min 1000 热影响 800 170A,25V 3 1.8 区受到 600 4 800 3.0 一次不 600 400 5 4.6 同规苑 的热处 200 理 -10 0 10 20 30 40 50 60 70 80 te/s
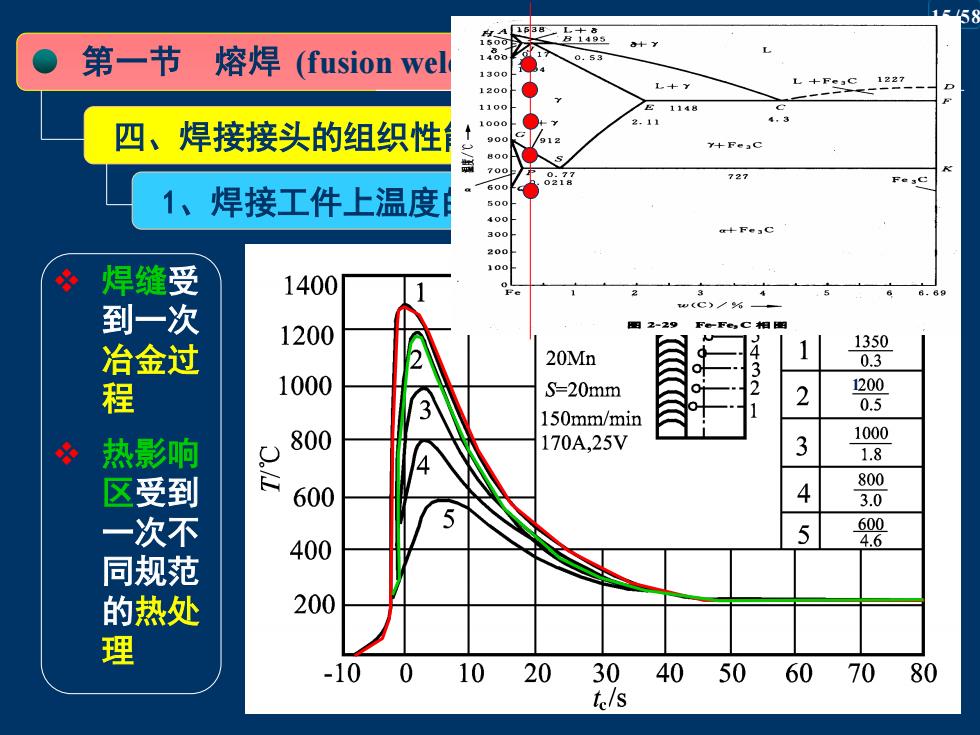
15 /58 第一节 熔焊 (fusion welding) 四、焊接接头的组织性能 1、焊接工件上温度的变化与分布 ❖ 焊缝受 到一次 冶金过 程 ❖ 热影响 区受到 一次不 同规范 的热处 理 1 1 2 3 4 5