01/26 第五章特种加工与快速成形 1.1概述 第1节特种加工 1.2电火花成形加工 non-traditional machining 1.3数控电火花线切割加工 1,.4电解加工 1.5超声加工 1,6激光加工 1.7电子束和离子束加工 1:8高压水射流加工 第2节快速成形 2.1概述 rapid prototyping 2.2立体光固化成形 2.3叠层实体制造 2.4熔融沉积成形 2.5激光选区烧结
第五章 特种加工与快速成形 第1节 特种加工 non-traditional machining 第2节 快速成形 rapid prototyping 1.1 概述 1.2 电火花成型加工 1.3 数控电火花线切割加工 1.4 电解加工 1.5 超声加工 1.6 激光加工 1.7 电子束和离子束加工 1.8 高压水射流加工 2.1 概述 2.2 立体光固化成形 2.3 叠层实体制造 2.4 熔融沉积成形 2.5 激光选区烧结 第1节 特种加工 non-traditional machining 第2节 快速成形 rapid prototyping 1.1 概述 1.2 电火花成形加工 1.3 数控电火花线切割加工 1.4 电解加工 1.5 超声加工 1.6 激光加工 1.7 电子束和离子束加工 1.8 高压水射流加工 2.1 概述 2.2 立体光固化成形 2.3 叠层实体制造 2.4 熔融沉积成形 2.5 激光选区烧结 01/26
02/26 第一节特种加工non-traditional machining 概述 传统的切削加工是用机械力(切削力或磨削力)/机械能 去除多余材料的加工方法。 冬特种加工:将化学能或声、光、电、磁等物理能或其组合 施加在工件的被加工部位上,从而使材料被去除、变形、 改变性能或被镀覆的非传统加工方法。 特种加工产生的原因: √难加工材料的加工:极高的硬度、强度、脆性或韧性 复杂形状零件的加工:如加工化学纤维抽丝孔,不仅 孔径细微(微米级),而且是梅花形等异型断面形状 特殊要求零件的加工:如细长轴、薄壁件、弹性件等 低刚度零件的加工等
第一节 特种加工 non-traditional machining 一、概述 ❖ 传统的切削加工是用机械力(切削力或磨削力)/机械能 去除多余材料的加工方法。 ❖ 特种加工:将化学能或声、光、电、磁等物理能或其组合 施加在工件的被加工部位上,从而使材料被去除、变形、 改变性能或被镀覆的非传统加工方法。 ❖ 特种加工产生的原因: ✓ 难加工材料的加工:极高的硬度、强度、脆性或韧性 ✓ 复杂形状零件的加工:如加工化学纤维抽丝孔,不仅 孔径细微(微米级),而且是梅花形等异型断面形状 ✓ 特殊要求零件的加工:如细长轴、薄壁件、弹性件等 低刚度零件的加工等 02/26
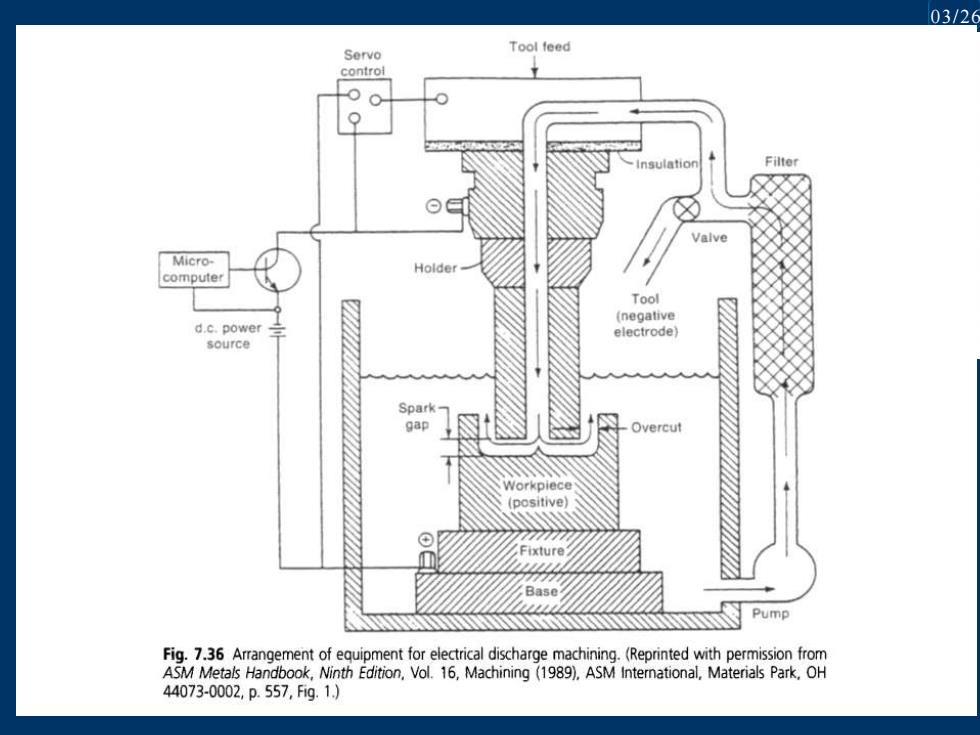
03/26 Servo Tool feed control Filter ⊙ Valve Micro- Holder- computer Tool (negative d.c.power electrode】 source Spark gap -Overcut Base &图PumP Fig.7.36 Arrangement of equipment for electrical discharge machining.(Reprinted with permission from ASM Metals Handbook,Ninth Edition,Vol.16,Machining (1989).ASM Intemational,Materials Park,OH 44073-0002,p.557,Fig.1)
二、电火花成形加工sinking electro-discharge machining 第一节 特种加工 non-traditional machining ❖ 概念:在绝缘工作液中,工具和工 件之间脉冲性电火花放电时的电腐 蚀现象去除工件上多余的金属,从 而实现工件的加工。 ❖ 原理: ✓ 工具与工件之间接通脉冲电源; ✓ 丝杠螺母机构保证工具和工件间的宏观放电间隙 ✓ 表面粗糙度使工具和工件之间形成微观放电间隙 ✓ 最小间隙处的瞬时电火花高温使工件表面金属熔化、气化, 形成小凹坑。抛离的金属被工作液带走。 ✓ 新的最小间隙处的工件表面在下一个脉冲放电时被加工。… 1、加工原理 泵 脉冲电源 03/26 滚珠丝杠 螺母机构
第一节特种加工non-traditional machining 二 电火花成形加工sinking electro-discharge 2、加工特点 适用于导电材料。 冬“无切削力”,适于薄壁、小孔、窄槽的加工 将工具电极的形状近似相反地“复制”到工件上, 可以加工复杂的型腔。 冬脉冲参数便于调整,以实现粗、半精、精加工 3 应用范围 型孔加工:拉丝模、喷丝孔、异形孔等 型腔型面加工:锻模、挤压模、叶轮、叶片等 雕刻打印加工:刻字、雕刻图案、打印记等
二、电火花成形加工sinking electro-discharge machining ❖ 适用于导电材料。 ❖ “无切削力”,适于薄壁、小孔、窄槽的加工 ❖ 将工具电极的形状近似相反地“复制” 到工件上, 可以加工复杂的型腔。 ❖ 脉冲参数便于调整,以实现粗、半精、精加工 2、加工特点 3、应用范围 ❖ 型孔加工:拉丝模、喷丝孔、异形孔等 ❖ 型腔型面加工:锻模、挤压模、叶轮、叶片等 ❖ 雕刻打印加工:刻字、雕刻图案、打印记等 第一节 特种加工 non-traditional machining 04/26
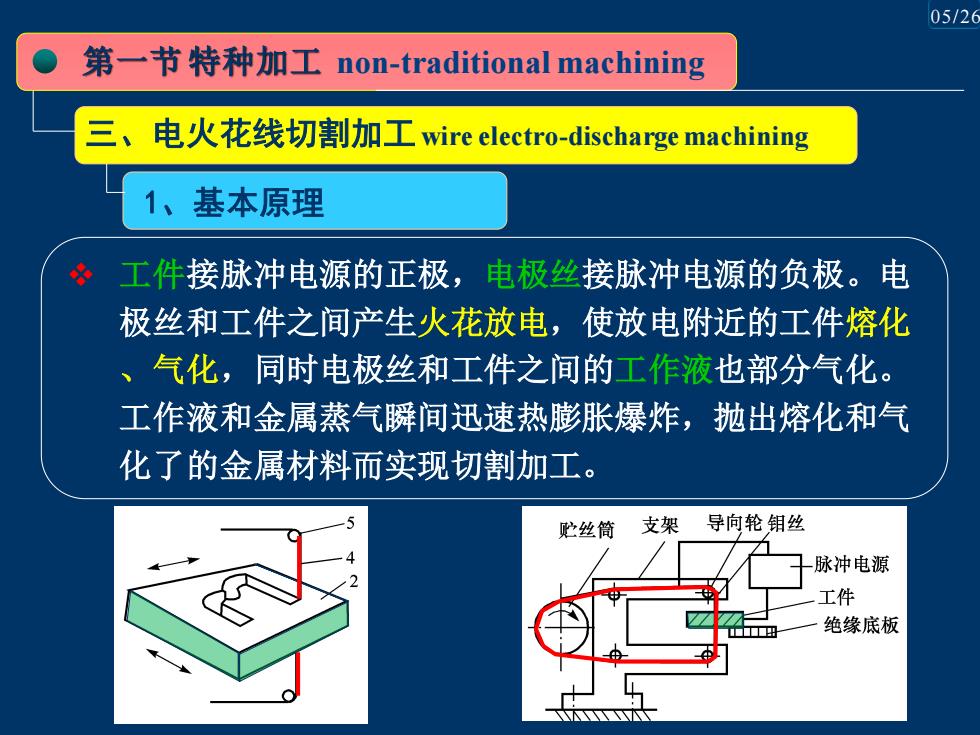
05/26 第一节特种加工non-traditional machining 三、 电火花线切割加工wire electro--discharge machining 1、基本原理 工件接脉冲电源的正极,电极丝接脉冲电源的负极。电 极丝和工件之间产生火花放电,使放电附近的工件熔化 、气化,同时电极丝和工件之间的工作液也部分气化。 工作液和金属蒸气瞬间迅速热膨胀爆炸,抛出熔化和气 化了的金属材料而实现切割加工。 贮丝筒 支架 导向轮钼丝 脉冲电源 工件 绝缘底板
三、电火花线切割加工wire electro-discharge machining ❖ 工件接脉冲电源的正极,电极丝接脉冲电源的负极。电 极丝和工件之间产生火花放电,使放电附近的工件熔化 、气化,同时电极丝和工件之间的工作液也部分气化。 工作液和金属蒸气瞬间迅速热膨胀爆炸,抛出熔化和气 化了的金属材料而实现切割加工。 1、基本原理 第一节 特种加工 non-traditional machining 05/26