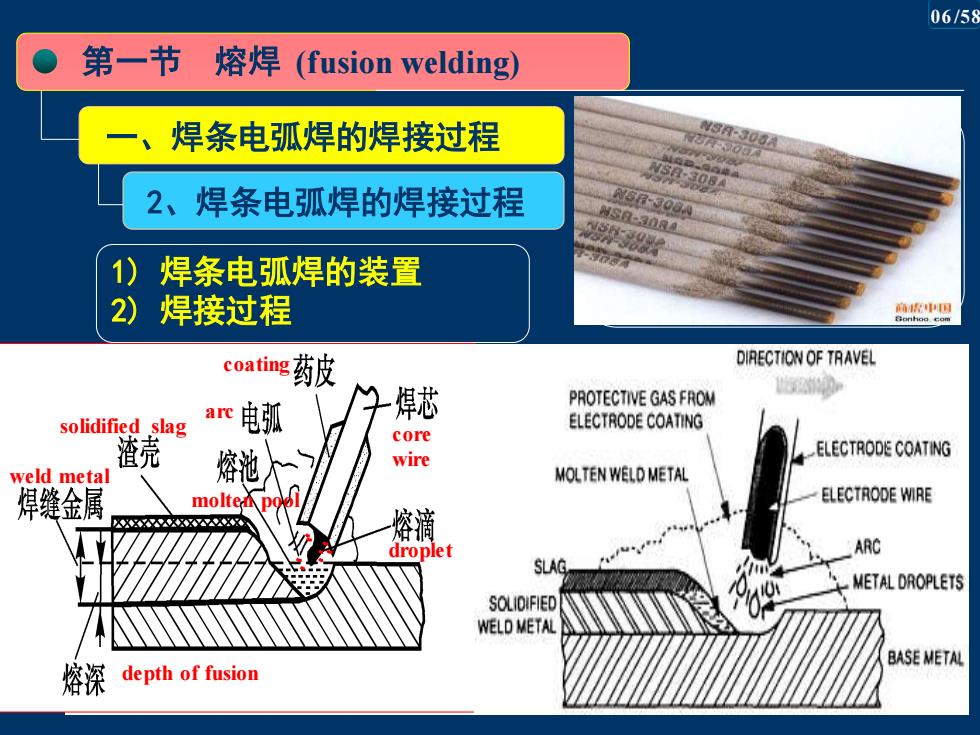
06/58 第一节熔焊(fusion welding) 一、焊条电弧焊的焊接过程 NSB-308 2、焊条电弧焊的焊接过程 N3303A 1) 焊条电弧焊的装置 2) 焊接过程 coating药皮 DIRECTION OF TRAVEL ?焊芯 PROTECTIVE GAS FROM 1路20 solidified slag ar心电 ELECTRODE COATING core ELECTRODE COATING weld metal 熔池 wire MOLTEN WELD METAL 焊缝金属 molte△n ELECTRODE WIRE droplet ARC SLAG METAL DROPLETS SOLIDIFIED WELD METAL BASE METAL 熔深depth of fusion
electrode electrode holder weld weldment power source cable arc 一、焊条电弧焊的焊接过程 2、焊条电弧焊的焊接过程 1) 焊条电弧焊的装置 2) 焊接过程 ❖ 引弧电压(striking voltage) 能使电弧引燃的最低电压 50~90V ❖ 电弧电压(arc voltage): 电弧稳定燃烧时的电压 16~35V 第一节 熔焊 (fusion welding) coating core wire droplet arc molten pool solidified slag weld metal depth of fusion 06 /58
07/58 第一节熔焊 (fusion welding) 电弧焊的治金过程及特点 1、冶金过程 焊接过程中,熔化金属、熔渣和气体间发生一系列冶金反应 空气和杂质在高温下分解成原子状态的氧、氮、氢。 √氧使金属氧化而被烧损,残留的氧化物影响焊缝质量, 生成的C0可引起飞溅和气孔。 氮大量溶解在高温的熔池中,形成Fe等氮化物,增加焊 缝的脆性;冷却时析出的氮气来不及逸出而形成气孔。 氢大量溶解在高温的熔池中,冷却时析出的氢气来不及 逸出而形成气孔,产生“白点”,引起氢脆。 熔渣中的S、P等元素会形成FeS、Fe,P等硫化物和磷化物,与 铁形成低熔点的共晶体而存留于晶界上,导致热脆和冷脆
二、电弧焊的冶金过程及特点 ❖ 焊接过程中,熔化金属、熔渣和气体间发生一系列冶金反应 ❖ 空气和杂质在高温下分解成原子状态的氧、氮、氢。 ✓ 氧使金属氧化而被烧损,残留的氧化物影响焊缝质量, 生成的CO可引起飞溅和气孔。 ✓ 氮大量溶解在高温的熔池中,形成Fe4N等氮化物,增加焊 缝的脆性;冷却时析出的氮气来不及逸出而形成气孔。 ✓ 氢大量溶解在高温的熔池中,冷却时析出的氢气来不及 逸出而形成气孔,产生“白点”,引起氢脆。 ❖ 熔渣中的S、P等元素会形成FeS、Fe2P等硫化物和磷化物,与 铁形成低熔点的共晶体而存留于晶界上,导致热脆和冷脆。 1、冶金过程 第一节 熔焊 (fusion welding) 07 /58

08/58 第一节熔焊(fusion welding) 电弧焊的治金过程及特点 2、冶金特点 冶金温度太高,导致金属元素蒸发和烧损。 冶金时间短,熔池快速凝固(10秒),化学反应难于达 到平衡状态,成分不均匀。 冶金条件差,与空气接触面积大,产生的气体和杂质形 成气孔和夹渣。 3、保证焊缝质量的措施 焊前认真清理焊件和焊丝表面上杂质及烘干焊接材料等 对焊接区进行保护,限制空气侵入。如气体保护焊等。 采用滲合金方法。通过药皮补偿所需的合金元素。 采用冶金处理方法进行脱氧、去氢、脱氨、脱硫、脱磷
二、电弧焊的冶金过程及特点 2、冶金特点 ❖ 冶金温度太高,导致金属元素蒸发和烧损。 ❖ 冶金时间短,熔池快速凝固(10秒),化学反应难于达 到平衡状态,成分不均匀。 ❖ 冶金条件差,与空气接触面积大,产生的气体和杂质形 成气孔和夹渣。 3、保证焊缝质量的措施 ❖ 焊前认真清理焊件和焊丝表面上杂质及烘干焊接材料等 ❖ 对焊接区进行保护,限制空气侵入。如气体保护焊等。 ❖ 采用滲合金方法。通过药皮补偿所需的合金元素。 ❖ 采用冶金处理方法进行脱氧、去氢、脱氮、脱硫、脱磷 第一节 熔焊 (fusion welding) 08 /58

原料种类 原料名称 作用 造渣剂 大理石、萤石、菱苦土、长石、花岗石 造成具有一定物理化学性能的熔 slagforming 、黄土、钛铁矿、锰矿、赤铁矿、钛白 渣,并能良好保护焊缝和改善焊 constituents 粉、金红石 缝成形 造气剂gasforming 淀粉、木屑、纤维素、大理石 加强对焊接区的保护 脱氧剂dioxidizer 锰铁、 硅铁、钛铁、 铝铁、 石墨、木碳 降低药皮或熔渣的氧化性和脱氧 合金剂 锰铁、硅铁、钛铁、铬铁、 钼铁、钨铁 alloying constituents 钒铁、石墨 使焊缝金属获得必要的合金成分 稳弧剂 碳酸钾、碳酸钠、长石、大理石、钛白 改善引弧性能和提高电弧燃烧稳 stabilizer 粉、钠水玻璃、 钾水玻璃 定性 稀渣剂slag diluents 萤石、长石、钛铁矿、钛白粉、锰矿 增加熔渣流动性、降低熔渣粘度 粘结剂binder 钠水玻璃、钾水玻璃 将药皮粘在钢芯上 GB1300-77 焊接用钢丝 化 学 成分(%) 代号 C Mn Si Cr Ni S H08 ≤0.10 0.30~0.55 ≤0.03 ≤0.20 ≤0.30 ≤0.04 ≤0 HO8A ≤0.10 0.30≈0.55 ≤0.03 ≤0.20 ≤0.30 ≤0.03 ≤0.0 H08MnA ≤0.10 0.80≈1.10 ≤0.07 ≤0.20 ≤0.30 ≤0.03 ≤0.0 音千文L么江形: 列又中刊禾三沙风 时电弧稳定性,可使熔池飞溅少、易脱渣
2)药皮 (coating) ❖ 压涂在焊芯表面上的涂料层,由稳弧剂和粘结剂等组成 ❖ 药皮的主要作用: ✓ 对焊缝起保护作用:防止空气侵入和氧化。 ✓ 冶金处理:与焊芯配合,起到脱氧(氢、硫、磷) 和渗入合金元素的作用。 ✓ 改善焊接工艺性能:药皮中的某些物质可提高焊接 时电弧稳定性,可使熔池飞溅少、易脱渣等。 09 /58 第一节 熔焊 (fusion welding) ❖焊条 (electrode) 由焊芯和药皮两 部分组成。 三、焊条 1)焊芯 (core wire) ❖ 焊芯的作用:一是传导电流,产生电弧;二是填充焊缝 ❖ 焊芯的直径:即为焊条直径,如1.6、2.0、2.5、3.2等。 1、焊条的组成和作用 GB 1300-77 焊接用钢丝 代号 化 学 成 分(%) 用途 C Mn Si Cr Ni S P H08 ≤0.10 0.30~0.55 ≤0.03 ≤0.20 ≤0.30 ≤0.04 ≤0.04 一般焊接结构 H08A ≤0.10 0.30~0.55 ≤0.03 ≤0.20 ≤0.30 ≤0.03 ≤0.03 重要的焊接结构 H08MnA ≤0.10 0.80~1.10 ≤0.07 ≤0.20 ≤0.30 ≤0.03 ≤0.03 用作埋弧焊钢丝 原料种类 原料名称 作用 造渣剂 slagforming constituents 大理石、萤石、菱苦土、长石、花岗石 、黄土、钛铁矿、锰矿、赤铁矿、钛白 粉、金红石 造成具有一定物理化学性能的熔 渣,并能良好保护焊缝和改善焊 缝成形 造气剂gasforming ~ 淀粉、木屑、纤维素、大理石 加强对焊接区的保护 脱氧剂 dioxidizer 锰铁、硅铁、钛铁、铝铁、石墨、木碳 降低药皮或熔渣的氧化性和脱氧 合金剂 alloying constituents 锰铁、硅铁、钛铁、铬铁、钼铁、钨铁 、钒铁、石墨 使焊缝金属获得必要的合金成分 稳弧剂 stabilizer 碳酸钾、碳酸钠、长石、大理石、钛白 粉、钠水玻璃、钾水玻璃 改善引弧性能和提高电弧燃烧稳 定性 稀渣剂 slag diluents 萤石、长石、钛铁矿、钛白粉、锰矿 增加熔渣流动性、降低熔渣粘度 粘结剂 binder 钠水玻璃、钾水玻璃 将药皮粘在钢芯上
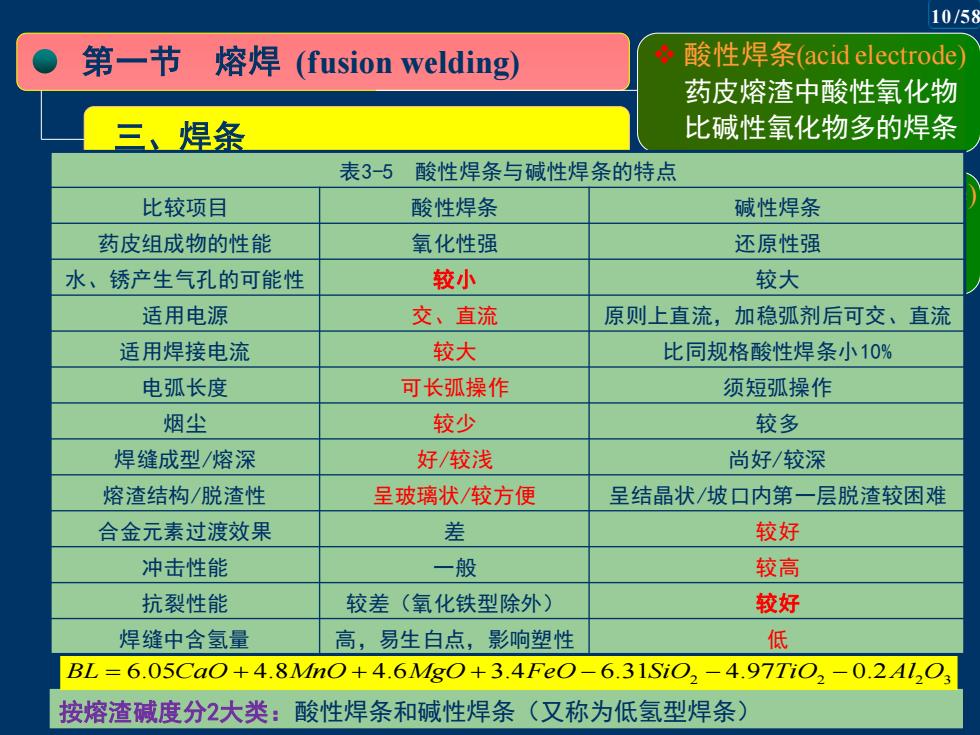
10/58 第一节熔焊(fusion welding) 酸性焊条(acid electrode) 药皮熔渣中酸性氧化物 三、焊条 比碱性氧化物多的焊条 表35酸性焊条与碱性焊条的特点 比较项目 酸性焊条 碱性焊条 药皮组成物的性能 氧化性强 还原性强 水、锈产生气孔的可能性 较小 较大 适用电源 交、直流 原则上直流,加稳弧剂后可交、直流 适用焊接电流 较大 比同规格酸性焊条小10% 电弧长度 可长弧操作 须短弧操作 烟尘 较少 较多 焊缝成型/熔深 好/较浅 尚好/较深 熔渣结构/脱渣性 呈玻璃状/较方便 呈结晶状/坡口内第一层脱渣较困难 合金元素过渡效果 差 较好 冲击性能 一般 较高 抗裂性能 较差(氧化铁型除外) 较好 焊缝中含氢量 高,易生白点,影响塑性 低 BL=6.05CaO+4.8MnO+4.6MgO+3.4FeO-6.31SiO2-4.97TiO2-0.2A12O3 按熔渣碱度分2大类:酸性焊条和碱性焊条(又称为低氢型焊条)
第一节 熔焊 (fusion welding) 三、焊条 2、焊条的分类和型号、牌号 ❖ 酸性焊条(acid electrode) 药皮熔渣中酸性氧化物 比碱性氧化物多的焊条 按焊条的用途分10大类 焊条大类 代号 焊条大类 代号 拼音 汉字 拼音 汉字 结构钢焊条 J 结 铸铁焊条 Z 铸 钼和铬钼耐热钢焊条 R 热 镍和镍合金焊条 Ni 镍 低温钢焊条 W 温 铜和铜合金焊条 T 铜 铬不锈钢焊条 G 铬 铝和铝合金焊条 L 铝 铬镍不锈钢焊条 A 奥 特殊用途焊条 TS 特 堆焊焊条 D 堆 按熔渣碱度分2大类:酸性焊条和碱性焊条(又称为低氢型焊条) 1) 分类 ❖ 结构钢焊条又分为: 碳钢焊条和低合金钢 焊条等小类 碱性焊条(basic electrode) 药皮熔渣中碱性氧化物 比酸性氧化物多的焊条 2 2 2 2 3 BL = 6.05CaO + 4.8MnO + 4.6MgO + 3.4FeO − 6.31SiO − 4.97TiO − 0. Al O 10 /58 表3-5 酸性焊条与碱性焊条的特点 比较项目 酸性焊条 碱性焊条 药皮组成物的性能 氧化性强 还原性强 水、锈产生气孔的可能性 较小 较大 适用电源 交、直流 原则上直流,加稳弧剂后可交、直流 适用焊接电流 较大 比同规格酸性焊条小10% 电弧长度 可长弧操作 须短弧操作 烟尘 较少 较多 焊缝成型/熔深 好/较浅 尚好/较深 熔渣结构/脱渣性 呈玻璃状/较方便 呈结晶状/坡口内第一层脱渣较困难 合金元素过渡效果 差 较好 冲击性能 一般 较高 抗裂性能 较差(氧化铁型除外) 较好 焊缝中含氢量 高,易生白点,影响塑性 低