
01/58 第三章焊接 (welding) 第一节 熔焊 1、焊条电弧焊的焊接过程 2、焊条电弧焊的冶金过程及特点 3、焊条 4、焊接接头的组织性能 5、焊接的应力与变形 6、其他熔焊方法介绍 第二节常用金属 1、金属的焊接性 焊接性能 2、结构钢的焊接 3、铸铁的焊补 4、有色金属的焊接 第三节焊接结构设计 1、焊接结构件材料的选择 2、焊接方法的选择 3、焊件的焊缝布置 4、 焊接接头的工艺设计 第四节其他焊接技术 1、压焊 2、钎焊
第三章 焊接 (welding) 第一节 熔焊 1、焊条电弧焊的焊接过程 2、焊条电弧焊的冶金过程及特点 3、焊条 4、焊接接头的组织性能 5、焊接的应力与变形 6、其他熔焊方法介绍 第二节 常用金属 焊接性能 1、金属的焊接性 2、结构钢的焊接 3、铸铁的焊补 4、有色金属的焊接 第三节 焊接结构设计 1、焊接结构件材料的选择 2、焊接方法的选择 3、焊件的焊缝布置 4、焊接接头的工艺设计 第四节 其他焊接技术 1、压焊 2、钎焊 01 /58
021/58 ● 第三章 焊接(welding) 1练轮箱印子 嘛冰结状界 东孔柔东米痛的 20师界奶列 2际州得 库尔勒 百泉 米液 边 2东无迎苏狗 5公用 上海 西气东输工程 F35蒙皮大 量采用铆接 hs.fom.com 1896年开通的匈牙利布达佩斯地铁 该图片由bigstore上传至Tiexue.Net图片版权日原击所有 T刑的车东∠UIUU吧,刊2以正正究把冰小下旦三
第三章 焊接 (welding) ❖全世界钢铁产量中约有50%左右是通过焊接加工由原 材料变成成品的。 ❖工业发达国家焊接机械化水平已达70%~80%,而我国 只有20%~30% 。 ❖西气东输工程:全长约4300公里的输气管道,焊接接 头的数量达35万个以上,整个管道上焊缝的长度至少 1万5千公里。 ❖北京奥运会鸟巢用的钢材11万吨,焊缝长达320公里, 所用的焊条20100吨,可以足足绕地球赤道三圈。 ❖机械连接的方式: F35 蒙皮大 量采用铆接 1896年开通的匈牙利布达佩斯地铁 02 /58 螺纹、铆接、焊接、粘接、键连接等 西气东输工程

03/58 用加热或/和加压等手段,借助 原子的结合与扩散作用,使分 属材料牢固地、永久性地连接 一种工艺方法。 大为小、化复杂为简单的办法 大型结构或部件 第五届中国国际天然气技术装备 一焊、锻焊工艺,可以制造大 展览会 件。 2015.3.26北京 双金属结构,如复合层容器等 冬焊接的分类 多熔焊(fusion welding 压焊 (pressure welding) 钎焊(brazing,.soldering)
第三章 焊接 (welding) ❖ 焊接的定义 ❖焊接是用加热或/和加压等手段,借助 于金属原子的结合与扩散作用,使分 离的金属材料牢固地、永久性地连接 起来的一种工艺方法。 ❖ 焊接的特点 ❖可用化大为小、化复杂为简单的办法 来建造大型结构或部件 ❖采用铸-焊、锻-焊工艺,可以制造大 型零部件。 ❖可制成双金属结构,如复合层容器等 ❖ 焊接的分类 ❖熔焊 (fusion welding) ❖压焊 (pressure welding) ❖钎焊 (brazing, soldering) 03 /58 第五届中国国际天然气技术装备 展览会 2015.3.26北京
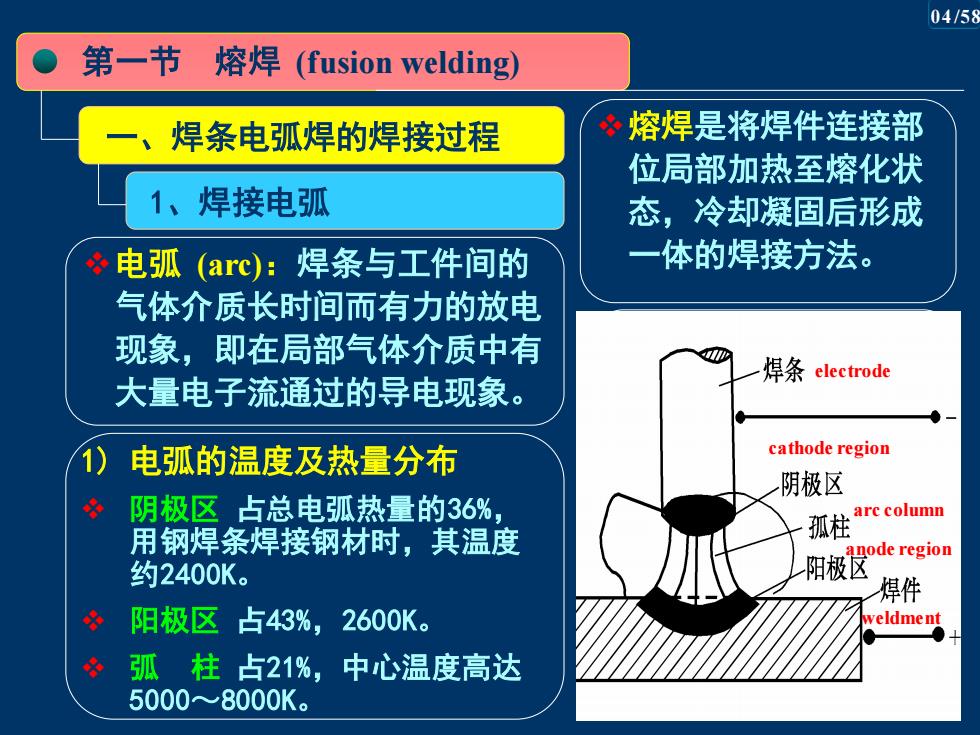
04/58 第一节熔焊(fusion welding) 一、焊条电弧焊的焊接过程 熔焊是将焊件连接部 位局部加热至熔化状 1、焊接电弧 态,冷却凝固后形成 1 电弧(arc):焊条与工件间的 一体的焊接方法。 气体介质长时间而有力的放电 现象,即在局部气体介质中有 焊条electrode 大量电子流通过的导电现象。 )电弧的温度及热量分布 cathode region 阴极区 阴极区占总电弧热量的36%, 用钢焊条焊接钢材时,其温度 孤柱are column anode region 约2400K。 阳极 焊件 阳极区占43%,2600K。 weldment 弧柱占21%,中心温度高达 5000≈8000K
第一节 熔焊 (fusion welding) ❖熔焊是将焊件连接部 位局部加热至熔化状 态,冷却凝固后形成 一体的焊接方法。 ❖熔焊种类: ✓ 焊条电弧焊 ✓ 埋弧焊 ✓ 气体保护焊等 一、焊条电弧焊的焊接过程 ❖焊条电弧焊 (shielded metal arc welding) 利用电弧产生的热量 来熔化母材和焊条的 一种手工操作焊接 1) 电弧的温度及热量分布 ❖ 阴极区 占总电弧热量的36%, 用钢焊条焊接钢材时,其温度 约2400K。 ❖ 阳极区 占43%,2600K。 ❖ 弧 柱 占21%,中心温度高达 5000~8000K。 ❖电弧 (arc):焊条与工件间的 气体介质长时间而有力的放电 现象,即在局部气体介质中有 大量电子流通过的导电现象。 1、焊接电弧 04 /58 electrode weldment cathode region anode region arc column

05/58 第一节熔焊(fusion welding) 交流弧焊机 直流弧焊机 焊条电弧焊的焊接过程 BX-315 ZX7-500 1、焊接电弧 2) 电弧的极性(polarity) 焊条电弧焊可采用交流和直流两种焊接电源。用直流电源 焊接时,有两种接线方法: √正接(straight polarity)焊件接正极,焊条接负极。 一般用于厚板的焊接。 反接(reversed polarity)焊件接负极,焊条接正极。 一般用于薄板、铸铁及有色金属等焊件的焊接 当使用交流电时,由于极性的交替变化,焊条与工件间的 温度和热量分布基本相同(2500K),无正、反接,电弧 的稳定性比直流的差
2) 电弧的极性 (polarity) ❖ 焊条电弧焊可采用交流和直流两种焊接电源。用直流电源 焊接时,有两种接线方法: ✓ 正接 (straight polarity) 焊件接正极,焊条接负极。 一般用于厚板的焊接。 ✓ 反接 (reversed polarity) 焊件接负极,焊条接正极。 一般用于薄板、铸铁及有色金属等焊件的焊接 ❖ 当使用交流电时,由于极性的交替变化,焊条与工件间的 温度和热量分布基本相同(2500K),无正、反接,电弧 的稳定性比直流的差。 第一节 熔焊 (fusion welding) 一、焊条电弧焊的焊接过程 1、焊接电弧 05 /58 交流弧焊机 直流弧焊机