
内孝古科极大亲 粗轧机组压下量分配原则 热带钢连轧机粗轧机组总变形量及各道压下量 应根据板坯厚度、粗轧机架数、轧制速度及产品 厚度等合理确定。 一般在粗轧机上,可将厚120~300mm板坯轧成 厚20~40mm的带坯,总延伸率为8~12 (1)板坯在粗轧机组上轧制时,轧件温度高、塑性 好,应尽量利用该条件而采用大压下量轧制。 考虑到粗轧机组与精轧机组之间,在轧制节奏和 负荷上的平衡,粗轧机组一般占总变形量的 70%~80%,最大压下量主要受轧辊强度的限制。 2025/4/23 6
2025/4/23 6 粗轧机组压下量分配原则 热带钢连轧机粗轧机组总变形量及各道压下量, 应根据板坯厚度、粗轧机架数、轧制速度及产品 厚度等合理确定。 一般在粗轧机上,可将厚120~300mm板坯轧成 厚20~40mm的带坯,总延伸率为8~12 (1)板坯在粗轧机组上轧制时,轧件温度高、塑性 好,应尽量利用该条件而采用大压下量轧制。 考虑到粗轧机组与精轧机组之间,在轧制节奏和 负荷上的平衡,粗轧机组一般占总变形量的 70%~80%,最大压下量主要受轧辊强度的限制
内孝古科极大率 (2)为保证精轧机组的轧件终轧温度,应尽可能提 高粗轧机组轧出的带还温度 口一方面应尽可能提高开轧温度 口另一方面尽可能减少粗轧道次和提高粗轧速度 以缩短轧制节奏,减少轧件的温度降。 (3)为简化精轧机组的调整,粗轧机组轧出的带坯 厚度范围应尽可能缩小,并且不同厚度的数目也 应可能减少。 2025/4/23 7
2025/4/23 7 (2)为保证精轧机组的轧件终轧温度,应尽可能提 高粗轧机组轧出的带坯温度 一方面应尽可能提高开轧温度 另一方面尽可能减少粗轧道次和提高粗轧速度, 以缩短轧制节奏,减少轧件的温度降。 (3)为简化精轧机组的调整,粗轧机组轧出的带坯, 厚度范围应尽可能缩小,并且不同厚度的数目也 应可能减少
内孝古科极大亲 许多热带钢连轧机 不论板还和带钢厚度如何,粗轧机组轧出的带坯 厚度是固定的(有的为25mm,也有的为28、32、 36mm),采用不同厚度板坯时可改变粗轧机组 压下量 口当轧制不同厚度带钢时可改变精轧机组压下量 这样就可以保持带坯不变,而使用不同厚度的板 还轧出各种厚度的带钢 ▣简化了轧机调整 2025/4/23 8
2025/4/23 8 许多热带钢连轧机 不论板坯和带钢厚度如何,粗轧机组轧出的带坯 厚度是固定的(有的为25mm,也有的为28、32、 36mm),采用不同厚度板坯时可改变粗轧机组 压下量 当轧制不同厚度带钢时可改变精轧机组压下量, 这样就可以保持带坯不变,而使用不同厚度的板 坯轧出各种厚度的带钢 简化了轧机调整

内孝古科私大半 (4)粗轧机组各道压下量分配规律为:第一道考虑 咬入及还料厚度偏差不能给以最大压下量;中间 各道次应以设备能力所允许的最大压下量轧制: 最后道次为了控制出口厚度和带坯的板形,应适 当减小压下量。 (5)粗轧机组的立辊,除立辊破鳞机考虑破鳞和调 节板坯宽度给予较大压下量(50~100mm)外 其余立辊一般给的压下量不大,约等于宽展量 各道宽展量为4~32mm,头两道取大值,后两 道取小值。 2025/4/23 9
2025/4/23 9 (4)粗轧机组各道压下量分配规律为:第一道考虑 咬入及坯料厚度偏差不能给以最大压下量;中间 各道次应以设备能力所允许的最大压下量轧制; 最后道次为了控制出口厚度和带坯的板形,应适 当减小压下量。 (5)粗轧机组的立辊,除立辊破鳞机考虑破鳞和调 节板坯宽度给予较大压下量(50~100mm)外, 其余立辊一般给的压下量不大,约等于宽展量, 各道宽展量为4~32mm,头两道取大值,后两 道取小值
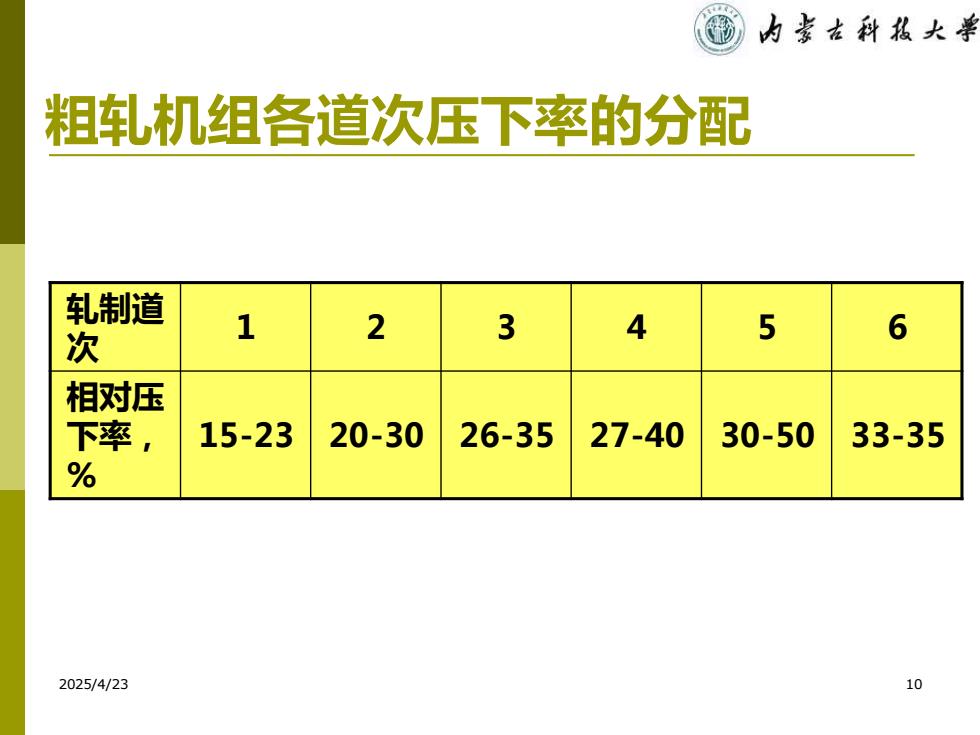
内孝花科私大岸 粗轧机组各道次压下率的分配 轧制道 1 2 3 4 5 6 次 相对压 下率, 15-23 20-30 26-35 27-40 30-50 33-35 % 2025/4/23 10
2025/4/23 10 粗轧机组各道次压下率的分配 轧制道 次 1 2 3 4 5 6 相对压 下率, % 15-23 20-30 26-35 27-40 30-50 33-35