章8课时第八章混炼节混炼是制品生产的重要工艺。要求了解胶料混炼的有关理论和开炼机教学混炼工艺,理解配合剂的加工和准备,混炼胶的质量检查,掌握开炼机的目的混炼工艺条件。重点阐明开炼机混炼的工艺条件控制及质量检查教学重点混炼的原理及混炼胶的质量检查。教学难点相关素材(参考资料、指导学生阅读材料等):1.邓本诚主编.橡胶工艺原理.北京:化学工业出版社,19942.陈耀庭主编.橡胶加工工艺.北京:化学工业出版社,19853.橡胶工业手册(一二三册),北京:化学工业出版社,20014.王贵恒主编.高分子材料成型加工原理.北京:化学工业出版社,19965.杨清芝主编.现代橡胶工艺学.北京:中国石化出版社,20036.谢忠麟,杨敏芳编.橡胶制品实用配方大全(第二版),北京:化学工业出版社,20037.王作龄编译.最新橡胶工艺原理(一)~(三十).世界橡胶工业.2002~20058.杜军,袁仲雪主编.材料配合与混炼加工.北京:化学工业出版社,2003
1 章 第八章 混炼 课时 8 节 教学 目的 混炼是制品生产的重要工艺。要求了解胶料混炼的有关理论和开炼机 混炼工艺,理解配合剂的加工和准备,混炼胶的质量检查,掌握开炼机的 混炼工艺条件。 教学 重点 重点阐明开炼机混炼的工艺条件控制及质量检查。 教学 难点 混炼的原理及混炼胶的质量检查。 相关素材(参考资料、指导学生阅读材料等): 1.邓本诚主编.橡胶工艺原理.北京:化学工业出版社,1994 2.陈耀庭主编.橡胶加工工艺.北京:化学工业出版社,1985 3.橡胶工业手册(一二三册).北京:化学工业出版社,2001 4.王贵恒主编.高分子材料成型加工原理.北京:化学工业出版社,1996 5. 杨清芝主编.现代橡胶工艺学.北京:中国石化出版社,2003 6. 谢忠麟,杨敏芳编.橡胶制品实用配方大全(第二版). 北京:化学工业出版 社,2003 7. 王作龄编译.最新橡胶工艺原理(一)~(三十).世界橡胶工业.2002~2005 8. 杜军,袁仲雪主编. 材料配合与混炼加工.北京:化学工业出版社,2003
教师授课思路、设问及讲解要点一、引言为了提高橡胶制品的使用性能、改善加工工艺性能,节约生胶,降低成本,必须在生胶中加入各种配合剂,这就要进行混炼。混炼是指在炼胶机上将各种配合剂加入到橡胶中制成混炼胶的过程。它是橡胶加工最重要的基本工艺之一。混炼的目的和意义在于保证产品的质量,即保证胶料有良好的加工工艺性能和成品有良好的物机性能;适合于进一步的加工;高效节能。本章将介绍混炼理论、混炼要控制的工艺条件及混炼胶的质量检验二、教学内容正文(含讲课内容、提问设计、课堂练习等)第一节配合剂的加工和准备一、固体配合剂的粉碎配合剂粉碎以便在胶料中分散。粉碎设备:盘式粉碎机,球磨机刨片机,教锤式破碎机二、粉状配合剂的干燥学干燥的目的是除去或减少配合剂中的水分及其他挥发分含量。干燥设备:过干燥室,真空干燥箱,烘箱及螺旋式连续干燥机等。三、粉状配合剂的筛选程其目的是除去混夹在配合剂中的机械杂质,配合剂本身的大颗粒及结团等。筛选设备有振动筛、鼓式筛选机和螺旋式筛选机等。四、软化剂的预热和过滤低熔点固体软化剂可将其加热熔化,达到干燥脱水和降低粘度作用,再经过滤去掉其中的机械杂质。五、膏剂与母炼胶的制造1.定义①膏剂:软化剂与易飞扬配合剂(S、ZnO、促进剂着色剂等)混合制成的膏状的混合物。②母炼胶:某些配合剂(C促进剂)以较大的剂量预先与生胶混炼在一起制成简单组分的半成品胶料,称为该配合剂的母炼胶。如充炭黑SBR,充油SBR母胶
2 教 学 过 程 教师授课思路、设问及讲解要点 一、引言 为了提高橡胶制品的使用性能、改善加工工艺性能,节约生胶,降低成本, 必须在生胶中加入各种配合剂,这就要进行混炼。混炼是指在炼胶机上将各种 配合剂加入到橡胶中制成混炼胶的过程。它是橡胶加工最重要的基本工艺之 一。 混炼的目的和意义在于保证产品的质量,即保证胶料有良好的加工工艺性 能和成品有良好的物机性能;适合于进一步的加工;高效节能。 本章将介绍混炼理论、混炼要控制的工艺条件及混炼胶的质量检验。 二、教学内容正文(含讲课内容、提问设计、课堂练习等) 第一节 配合剂的加工和准备 一、固体配合剂的粉碎 配合剂粉碎以便在胶料中分散。 粉碎设备:盘式粉碎机,球磨机刨片机, 锤式破碎机 二、粉状配合剂的干燥 干燥的目的是除去或减少配合剂中的水分及其他挥发分含量。干燥设备: 干燥室,真空干燥箱,烘箱及螺旋式连续干燥机等 。 三、粉状配合剂的筛选 其目的是除去混夹在配合剂中的机械杂质,配合剂本身的大颗粒及结团 等。 筛选设备有振动筛、鼓式筛选机和螺旋式筛选机等。 四、软化剂的预热和过滤 低熔点固体软化剂可将其加热熔化,达到干燥脱水和降低粘度作用,再经 过滤去掉其中的机械杂质。 五、膏剂与母炼胶的制造 1. 定义 ①膏剂:软化剂与易飞扬配合剂(S、ZnO、促进剂着色剂等)混合制成 的膏状的混合物。 ②母炼胶:某些配合剂(C 促进剂)以较大的剂量预先与生胶混炼在一起 制成简单组分的半成品胶料,称为该配合剂的母炼胶。如充炭黑 SBR,充油 SBR 母胶
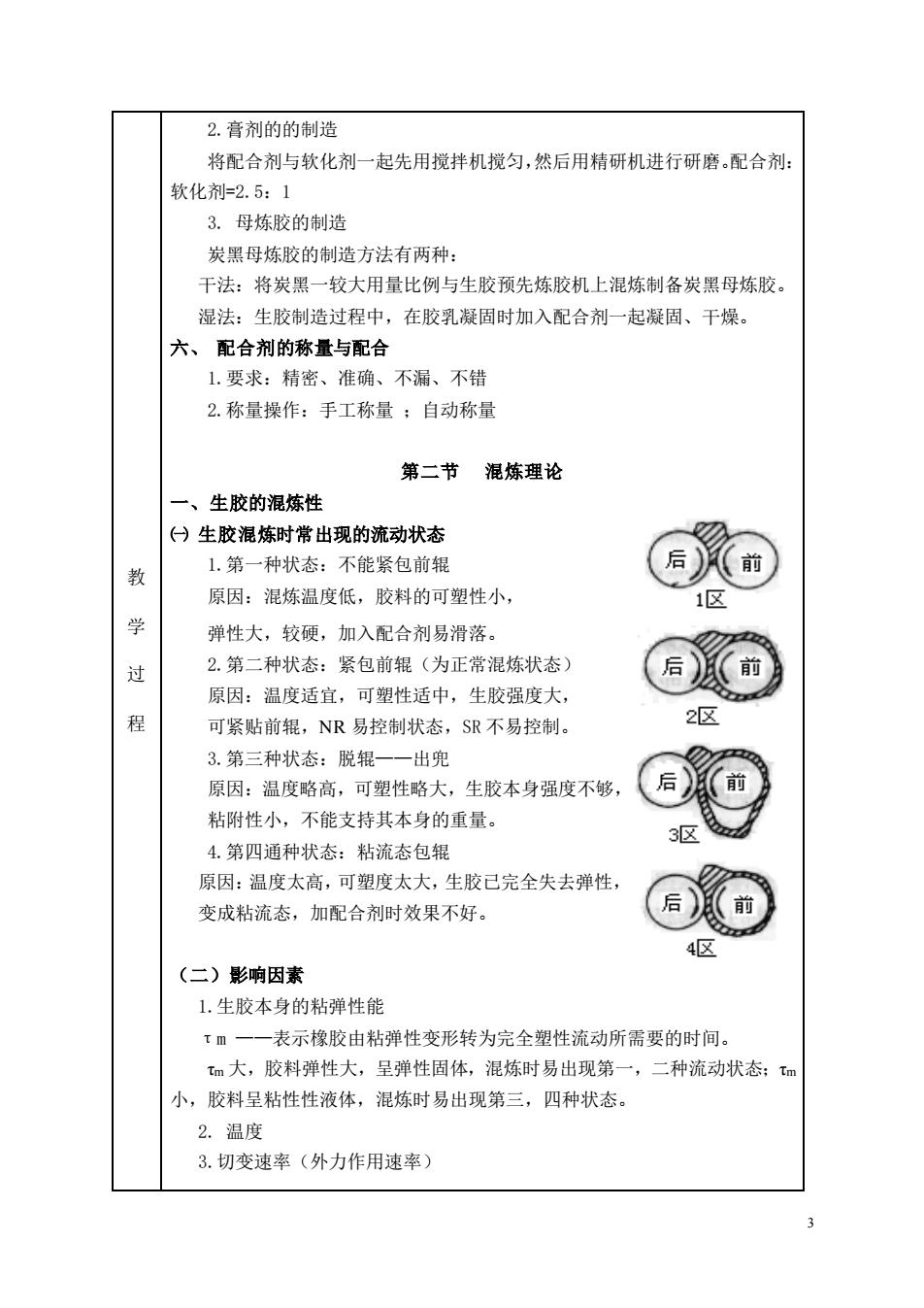
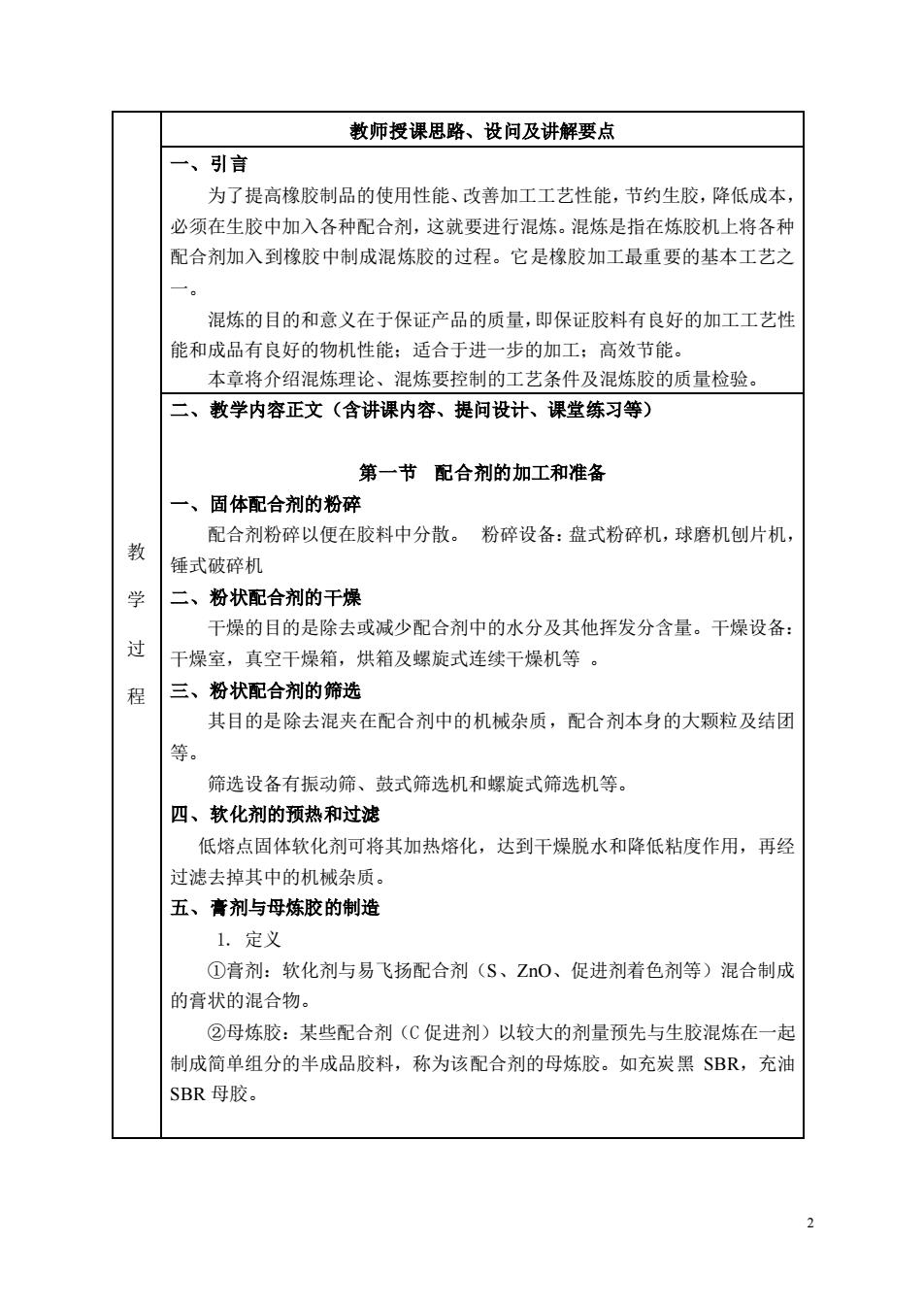
2.膏剂的的制造将配合剂与软化剂一起先用搅拌机搅匀,然后用精研机进行研磨。配合剂:软化剂=2.5:13.母炼胶的制造炭黑母炼胶的制造方法有两种:干法:将炭黑一较大用量比例与生胶预先炼胶机上混炼制备炭黑母炼胶。湿法:生胶制造过程中,在胶乳凝固时加入配合剂一起凝固、干燥。六、配合剂的称量与配合1.要求:精密、准确、不漏、不错2.称量操作:手工称量;自动称量第二节混炼理论一、生胶的混炼性(一)生胶混炼时常出现的流动状态1.第一种状态:不能紧包前辑教原因:混炼温度低,胶料的可塑性小,1区学弹性大,较硬,加入配合剂易滑落。2.第二种状态:紧包前辊(为正常混炼状态)有!过原因:温度适宜,可塑性适中,生胶强度大,2区程可紧贴前辊,NR易控制状态,SR不易控制。3.第三种状态:脱辊一一出兜O2原因:温度略高,可塑性略大,生胶本身强度不够,粘附性小,不能支持其本身的重量。3区4.第四通种状态:粘流态包辑原因:温度太高,可塑度太大,生胶已完全失去弹性变成粘流态,加配合剂时效果不好。4区(二)影响因素1.生胶本身的粘弹性能Tm一一表示橡胶由粘弹性变形转为完全塑性流动所需要的时间。tm大,胶料弹性大,呈弹性固体,混炼时易出现第一,二种流动状态;m小,胶料呈粘性性液体,混炼时易出现第三,四种状态。2.温度3.切变速率(外力作用速率)
3 教 学 过 程 2.膏剂的的制造 将配合剂与软化剂一起先用搅拌机搅匀,然后用精研机进行研磨。配合剂: 软化剂=2.5:1 3. 母炼胶的制造 炭黑母炼胶的制造方法有两种: 干法:将炭黑一较大用量比例与生胶预先炼胶机上混炼制备炭黑母炼胶。 湿法:生胶制造过程中,在胶乳凝固时加入配合剂一起凝固、干燥。 六、 配合剂的称量与配合 1.要求:精密、准确、不漏、不错 2.称量操作:手工称量 ;自动称量 第二节 混炼理论 一、生胶的混炼性 ㈠ 生胶混炼时常出现的流动状态 1.第一种状态:不能紧包前辊 原因:混炼温度低,胶料的可塑性小, 弹性大,较硬,加入配合剂易滑落。 2.第二种状态:紧包前辊(为正常混炼状态) 原因:温度适宜,可塑性适中,生胶强度大, 可紧贴前辊,NR 易控制状态,SR 不易控制。 3.第三种状态:脱辊——出兜 原因:温度略高,可塑性略大,生胶本身强度不够, 粘附性小,不能支持其本身的重量。 4.第四通种状态:粘流态包辊 原因:温度太高,可塑度太大,生胶已完全失去弹性, 变成粘流态,加配合剂时效果不好。 (二)影响因素 1.生胶本身的粘弹性能 τm ——表示橡胶由粘弹性变形转为完全塑性流动所需要的时间。 τm 大,胶料弹性大,呈弹性固体,混炼时易出现第一,二种流动状态;τm 小,胶料呈粘性性液体,混炼时易出现第三,四种状态。 2. 温度 3.切变速率(外力作用速率)
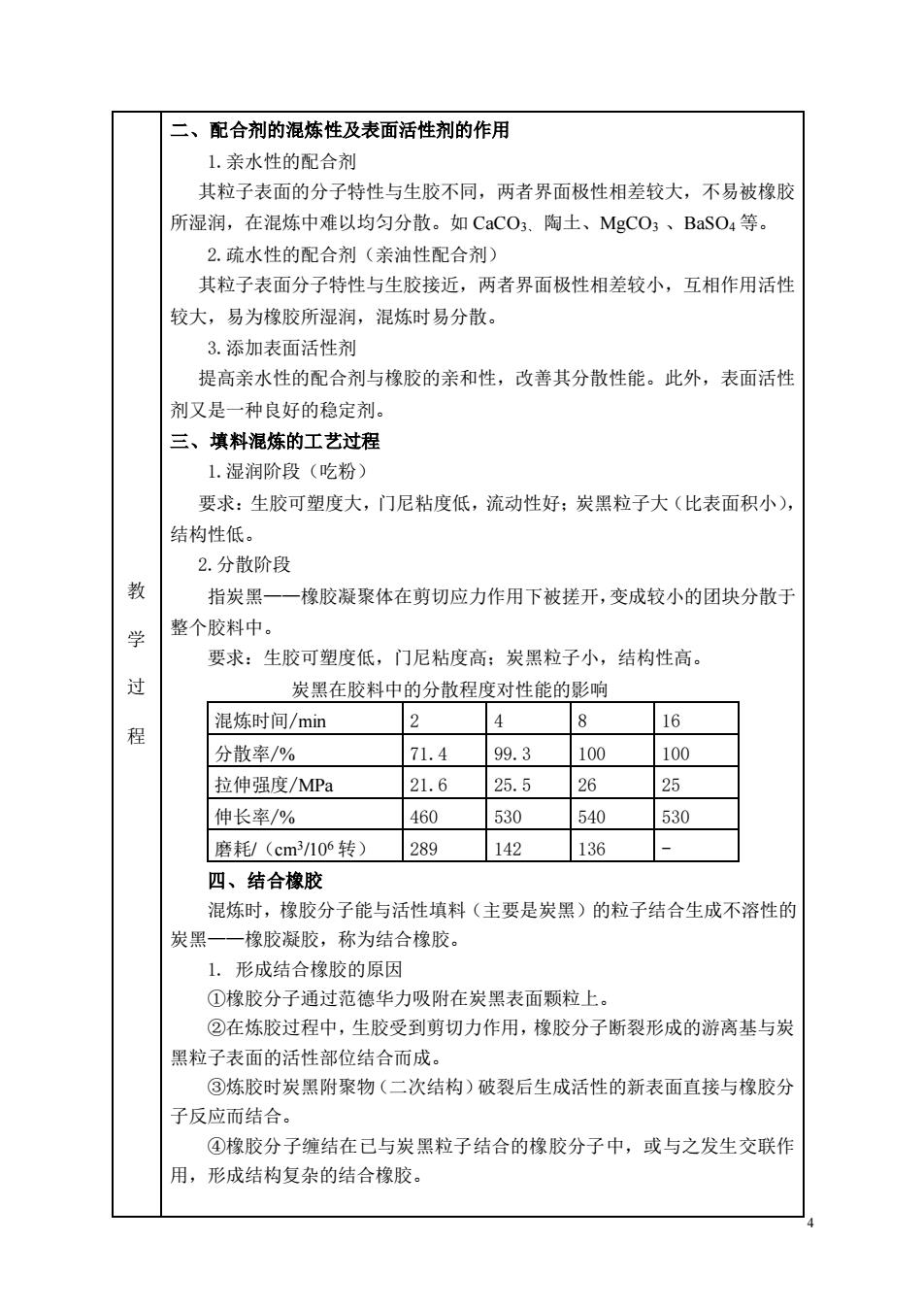
二、配合剂的混炼性及表面活性剂的作用1.亲水性的配合剂其粒子表面的分子特性与生胶不同,两者界面极性相差较大,不易被橡胶所湿润,在混炼中难以均匀分散。如CaCO3、陶土、MgCO3、BaSO4等。2.疏水性的配合剂(亲油性配合剂)其粒子表面分子特性与生胶接近,两者界面极性相差较小,互相作用活性较大,易为橡胶所湿润,混炼时易分散。3.添加表面活性剂提高亲水性的配合剂与橡胶的亲和性,改善其分散性能。此外,表面活性剂又是一种良好的稳定剂。三、填料混炼的工艺过程1.湿润阶段(吃粉)要求:生胶可塑度大,门尼粘度低,流动性好:炭黑粒子大(比表面积小),结构性低。2.分散阶段教指炭黑一一橡胶凝聚体在剪切应力作用下被搓开,变成较小的团块分散于整个胶料中。学要求:生胶可塑度低,门尼粘度高;炭黑粒子小,结构性高。过炭黑在胶料中的分散程度对性能的影响82416混炼时间/min程10010071.499.3分散率/%25.52625拉伸强度/MPa21.6460530540530伸长率/%-136289142磨耗/(cm3/106转)四、结合橡胶混炼时,橡胶分子能与活性填料(主要是炭黑)的粒子结合生成不溶性的炭黑一一橡胶凝胶,称为结合橡胶。1.形成结合橡胶的原因①橡胶分子通过范德华力吸附在炭黑表面颗粒上。②在炼胶过程中,生胶受到剪切力作用,橡胶分子断裂形成的游离基与炭黑粒子表面的活性部位结合而成。③炼胶时炭黑附聚物(二次结构)破裂后生成活性的新表面直接与橡胶分子反应而结合。④橡胶分子缠结在已与炭黑粒子结合的橡胶分子中,或与之发生交联作用,形成结构复杂的结合橡胶
4 教 学 过 程 二、配合剂的混炼性及表面活性剂的作用 1.亲水性的配合剂 其粒子表面的分子特性与生胶不同,两者界面极性相差较大,不易被橡胶 所湿润,在混炼中难以均匀分散。如 CaCO3、 陶土、MgCO3 、BaSO4 等。 2.疏水性的配合剂(亲油性配合剂) 其粒子表面分子特性与生胶接近,两者界面极性相差较小,互相作用活性 较大,易为橡胶所湿润,混炼时易分散。 3.添加表面活性剂 提高亲水性的配合剂与橡胶的亲和性,改善其分散性能。此外,表面活性 剂又是一种良好的稳定剂。 三、填料混炼的工艺过程 1.湿润阶段(吃粉) 要求:生胶可塑度大,门尼粘度低,流动性好;炭黑粒子大(比表面积小), 结构性低。 2.分散阶段 指炭黑——橡胶凝聚体在剪切应力作用下被搓开,变成较小的团块分散于 整个胶料中。 要求:生胶可塑度低,门尼粘度高;炭黑粒子小,结构性高。 炭黑在胶料中的分散程度对性能的影响 混炼时间/min 2 4 8 16 分散率/% 71.4 99.3 100 100 拉伸强度/MPa 21.6 25.5 26 25 伸长率/% 460 530 540 530 磨耗/(cm3 /106 转) 289 142 136 - 四、结合橡胶 混炼时,橡胶分子能与活性填料(主要是炭黑)的粒子结合生成不溶性的 炭黑——橡胶凝胶,称为结合橡胶。 1. 形成结合橡胶的原因 ①橡胶分子通过范德华力吸附在炭黑表面颗粒上。 ②在炼胶过程中,生胶受到剪切力作用,橡胶分子断裂形成的游离基与炭 黑粒子表面的活性部位结合而成。 ③炼胶时炭黑附聚物(二次结构)破裂后生成活性的新表面直接与橡胶分 子反应而结合。 ④橡胶分子缠结在已与炭黑粒子结合的橡胶分子中,或与之发生交联作 用,形成结构复杂的结合橡胶
2.影响结合橡胶生成量的因素①填料性质:表面性质:粒子大小:结构性②生胶的化学活性③混炼时间④混炼温度3.结合橡胶的作用有利于配合剂在胶料中分散;有利于填料与橡胶作用。即结合橡胶在胶料中起着补强的作用,可提高硫化胶的模数,耐磨性和减少滞后生热等。五、 混炼胶的结构混炼胶是由粉状配合剂分散于生胶中组成的多相混合分散体系(分散质直径为5~6微米)。分散系按分散质颗粒大小分类类型分散质颗粒直径粗分散体(悬浮液,乳浊液)>100nm溶胶(胶体溶液)1~100nm教分子分散体系(高分子溶液,真溶液)<lnm学混炼胶与一般悬浮液不同的的特征:过①胶料粘度很高,使得已分散的配合剂粒子难以结聚成大的颗粒,因此,程仍能保持一定稳定分散状态。②有些配合剂,如再生胶,软化增塑剂,有机配合剂及S等能溶于生胶,从而在混炼胶中构成复合的分散介质。③混炼胶中有些配合剂粒子在与生胶接触的界面产生了一定的化学或物理的结合。因此,混炼胶具有动力学稳定性,不具有热力学稳定性。第三节混炼工艺一、开炼机混炼过程1.包辊包辊状态有四种:不能包辊、紧包前辊、脱辊、粘流态包辊。2.吃粉过程指将配合剂混入胶料的过程,即湿润阶段,(1)咬胶角(接触角)α(2)有适量堆积胶时,加入配合剂可进行正常混炼。(3)无堆积胶时,加入配合剂则往下掉落,不能进行正常混炼。n
5 教 学 过 程 2.影响结合橡胶生成量的因素 ①填料性质:表面性质;粒子大小;结构性 ②生胶的化学活性 ③混炼时间 ④混炼温度 3.结合橡胶的作用 有利于配合剂在胶料中分散;有利于填料与橡胶作用。即结合橡胶在胶料 中起着补强的作用,可提高硫化胶的模数,耐磨性和减少滞后生热等。 五、 混炼胶的结构 混炼胶是由粉状配合剂分散于生胶中组成的多相混合分散体系(分散质直 径为 5~6 微米)。 分散系按分散质颗粒大小分类 类型 分散质颗粒直径 粗分散体(悬浮液,乳浊液) >100nm 溶胶(胶体溶液) 1~100nm 分子分散体系(高分子溶液,真溶液) <1nm 混炼胶与一般悬浮液不同的的特征: ①胶料粘度很高,使得已分散的配合剂粒子难以结聚成大的颗粒,因此, 仍能保持一定稳定分散状态。 ②有些配合剂,如再生胶,软化增塑剂,有机配合剂及 S 等能溶于生胶, 从而在混炼胶中构成复合的分散介质。 ③混炼胶中有些配合剂粒子在与生胶接触的界面产生了一定的化学或物 理的结合。 因此,混炼胶具有动力学稳定性,不具有热力学稳定性。 第三节 混炼工艺 一、开炼机混炼过程 1.包辊 包辊状态有四种:不能包辊、紧包前辊、脱辊、粘流态包辊。 2.吃粉过程 指将配合剂混入胶料的过程,即湿润阶段。 (1)咬胶角(接触角)α (2)有适量堆积胶时,加入配合剂可进行正常混炼。 (3)无堆积胶时,加入配合剂则往下掉落,不能进行正常混炼