章课时7第十二章硫化节硫化是橡胶橡胶制品生产的最后一个工艺过程,也是重要的工艺过程。教学要求理解橡胶硫化的历程,正硫化及其测定方法,了解硫化方法,掌握橡目的胶硫化的条件的选取和确定。重点阐明正硫化时间的测定方法及硫化条件的选取和确定。教学重点硫化条件的选取和确定。教学难点相关素材(参考资料、指导学生阅读材料等):1.邓本诚主编.橡胶工艺原理.北京:化学工业出版社,19942.陈耀庭主编.橡胶加工工艺,北京:化学工业出版社,19853.橡胶工业手册(一二三册),北京:化学工业出版社,20014.王贵恒主编.高分子材料成型加工原理.北京:化学工业出版社,19965.杨清芝主编.现代橡胶工艺学.北京:中国石化出版社,20036.王作龄编译.最新橡胶工艺原理(一)~(三十)世界橡胶工业.2002~2005
1 章 第十二章 硫化 课时 7 节 教学 目的 硫化是橡胶橡胶制品生产的最后一个工艺过程,也是重要的工艺过程。 要求理解橡胶硫化的历程,正硫化及其测定方法,了解硫化方法,掌握橡 胶硫化的条件的选取和确定。 教学 重点 重点阐明正硫化时间的测定方法及硫化条件的选取和确定。 教学 难点 硫化条件的选取和确定。 相关素材(参考资料、指导学生阅读材料等): 1.邓本诚主编.橡胶工艺原理.北京:化学工业出版社,1994 2.陈耀庭主编.橡胶加工工艺.北京:化学工业出版社,1985 3.橡胶工业手册(一二三册).北京:化学工业出版社,2001 4.王贵恒主编.高分子材料成型加工原理.北京:化学工业出版社,1996 5. 杨清芝主编.现代橡胶工艺学.北京:中国石化出版社,2003 6. 王作龄编译.最新橡胶工艺原理(一)~(三十).世界橡胶工业.2002~2005
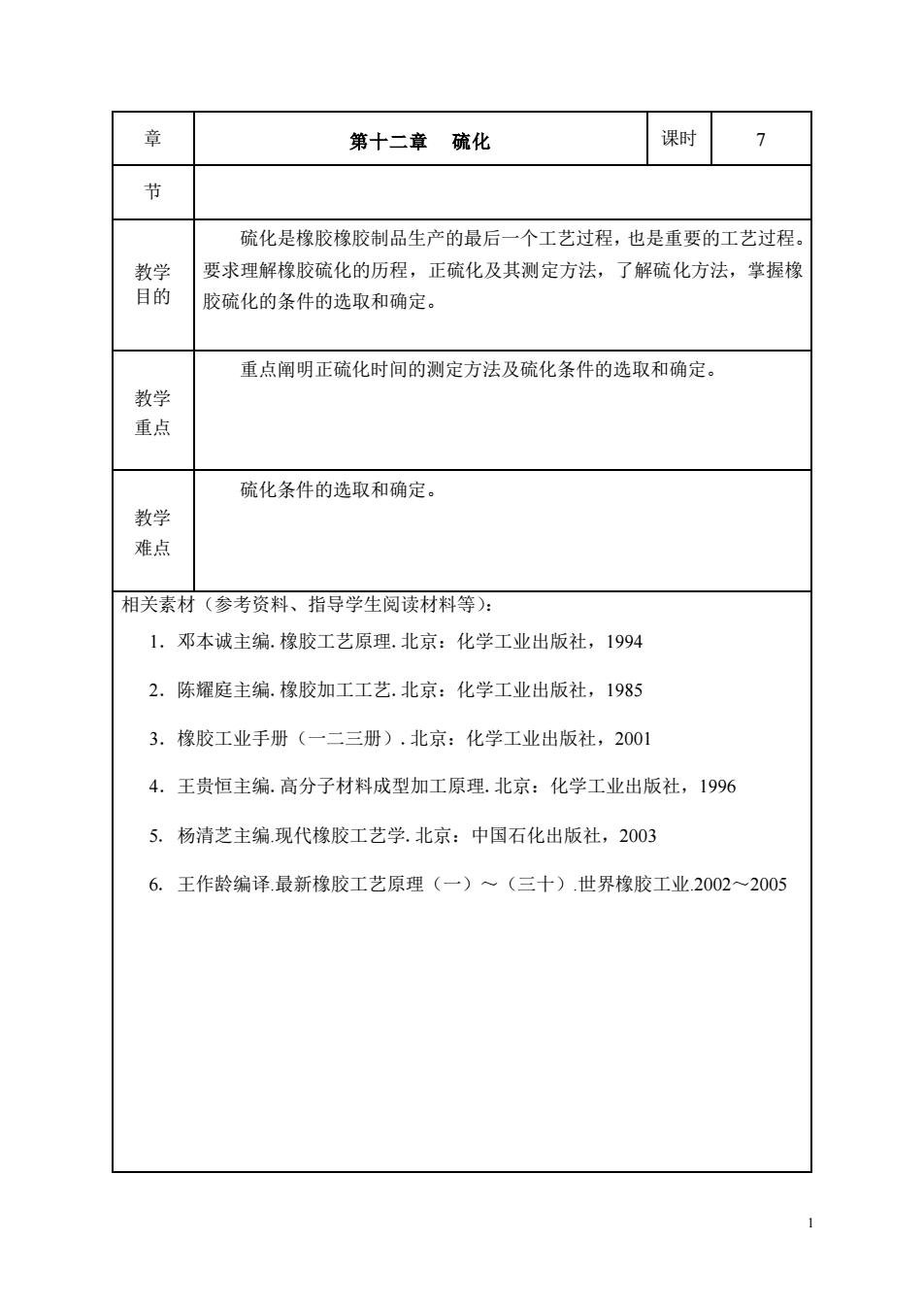
教师授课思路、设问及讲解要点一、引言硫化是指把具有塑性的胶料转变成具有弹性的硫化胶的饿过程。硫化是橡胶制品加工过程的最后一个工序,在这个工序中,橡胶经历着一系列复杂的化学变化,由塑性的橡胶变为弹性的或硬质的橡胶,从而获得更完善的物理机械性能和化学性能,使橡胶材料成为更有使用价值的材料。因此,硫化对橡胶及其制品制造和应用都具有十分重要的意义。二、教学内容正文(含讲课内容、提问设计、课堂练习等)第一节硫化历程一、橡胶的硫化反应历程XSH,XSSX,XSNR2-→XSSx-Zn-SxSX(活性硫化剂或多硫活性化合物)→R-SxSX(交联前驱,为含橡胶的多硫促进剂,易产生交联)教2.交联反应阶段学R-SxSX-R-Sx*+*SX(可交联的游离基)R-Sx*+RH-+R-Sx-R(交联键)过2R-Sx*-R-S2X-R程3.网构成熟阶段已形成的交联键发生重排裂解和主链改性,得到硫化胶。R-Sx-R+Zn?+→R-Sx-1-RR-Sx-R+Zn2+--R-Sx-3-R+. S2.+ZnS二、硫化历程图1.焦烧阶段(诱导期)ab段实际焦烧时间包括操作焦烧时间A1和剩余焦烧时焦烧时间A2度C2.热硫化阶段(预硫化阶段)bc段3.平坦硫化阶段(正硫化阶段)cd段+“后硫化”焦烧,热硫化平扭疏化过硫化4.过硫化阶段(d点以后)硫化时间硫化历程图此阶段会出现两种情况:过硫;硫化返原曲线上出现三种状态:平坦:上升;下降
2 教 学 过 程 教师授课思路、设问及讲解要点 一、引言 硫化是指把具有塑性的胶料转变成具有弹性的硫化胶的饿过程。硫化是橡 胶制品加工过程的最后一个工序,在这个工序中,橡胶经历着一系列复杂的化 学变化,由塑性的橡胶变为弹性的或硬质的橡胶,从而获得更完善的物理机械 性能和化学性能,使橡胶材料成为更有使用价值的材料。因此,硫化对橡胶及 其制品制造和应用都具有十分重要的意义。 二、教学内容正文(含讲课内容、提问设计、课堂练习等) 第一节 硫化历程 一、橡胶的硫化反应历程 XSH,XSSX,XSNR2→XSSx-Zn-SxSX (活性硫化剂或多硫活性化合物) →R-SxSX(交联前驱,为含橡胶的多硫促进剂,易产生交联) 2. 交联反应阶段 R-SxSX→R-Sx*+ *SX(可交联的游离基) R-Sx*+RH→R-Sx-R(交联键) 2R-Sx*→R-S2x-R 3. 网构成熟阶段 已形成的交联键发生重排裂解和主链改性,得到硫化胶。 R-Sx-R+Zn2+→R-Sx-1-R R-Sx-R+Zn2+→R-Sx-3-R+.S2.+ZnS 二、硫化历程图 1.焦烧阶段(诱导期)ab 段 实际焦烧时间包括 操作焦烧时间 A1 和 剩余焦烧时 间 A2 2.热硫化阶段(预硫化阶段)bc 段 3.平坦硫化阶段(正硫化阶段)cd 段 “后硫化” 4.过硫化阶段(d 点以后) 此阶段会出现两种情况:过硫;硫化返原 曲线上出现三种状态:平坦 ;上升 ;下降
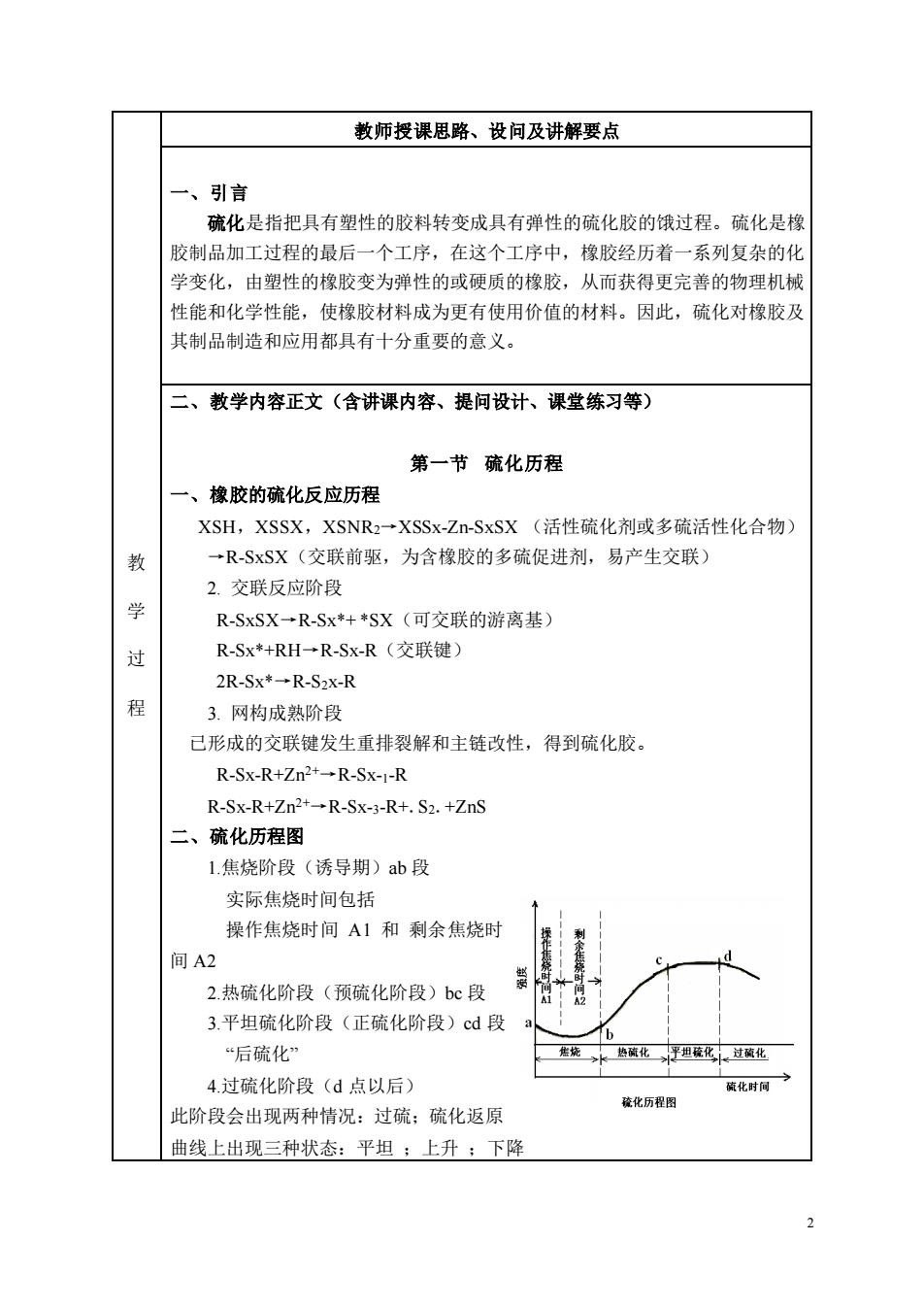
第二节正硫化及其测定方法一、正硫化和正硫化时间的概念1.正硫化:又称最宜硫化。指橡胶制品性能达到最佳值时的硫化状态;从硫化反应动力学原理来说,正硫化指胶料达到最大交联密度时的硫化状态。处于正硫化前期为欠硫,后期为过硫,此时物机性能均差。2.正硫化时间指胶料达到正硫化状态所需的时间,或是达到最大交联密度时所需的时间。3.正硫化起点指胶料达到正硫化状态所需的最短时间。由于橡胶各项性能指标并非同一正硫化起点达最佳值,所以正硫化时间须根据胶料的各项物机性能指标综合选择。4.工艺正硫化时间(技术性正硫化时间)根据制品的使用性能要求,选择其中一个或几个比较特殊的性能来测定最佳值,确定其时间。即通过测定几个主要指标最佳性能而确定的时间,工艺正硫化时间既能照顾全面,又能满足特殊要求。教5.理论正硫化时间学指测定胶料达到最大交联密度所确定的时间。6.工程正硫化时间过对于许多胶料而言,其各项性能在轮胎中心温度0.70 7150T90某一时间不可能都处于最佳值,因此必程最大转T700须依胶料的各项物理性能指标综合考0.35100度造转虑,生产上只能依某些主要指标来选择焦烧点Tio.正硫化时间,显然这个正硫化时间具有50120一工程正硫化时间工程实际意义,称为工程正硫化时间。T化时间理论正硫化时间当制品的厚度小于6mm时,硫化硫化时间/min图12-2载重汽车轮胎中心截面温度仪测定的工艺正硫化时间T90与制品的与工程正硫化时间,理论正硫花时简及Tgo的关系工程正硫化时间相同。二、正硫化时间的测定方法(一)物理化学法1.游离硫测定法由此法测得的正硫化时间相当与理论正硫化时间
3 教 学 过 程 第二节 正硫化及其测定方法 一、正硫化和正硫化时间的概念 1.正硫化:又称最宜硫化。指橡胶制品性能达到最佳值时的硫化状态;从 硫化反应动力学原理来说,正硫化指胶料达到最大交联密度时的硫化状态。 处于正硫化前期为欠硫,后期为过硫,此时物机性能均差。 2.正硫化时间 指胶料达到正硫化状态所需的时间,或是达到最大交联密度时所需的时间。 3.正硫化起点 指胶料达到正硫化状态所需的最短时间。由于橡胶各项性能指标并非同一 正硫化起点达最佳值,所以正硫化时间须根据胶料的各项物机性能指标综合选 择。 4.工艺正硫化时间(技术性正硫化时间) 根据制品的使用性能要求,选择其中一个或几个比较特殊的性能来测定最 佳值,确定其时间。即通过测定几个主要指标最佳性能而确定的时间,工艺正 硫化时间既能照顾全面,又能满足特殊要求。 5. 理论正硫化时间 指测定胶料达到最大交联密度所确定的时间。 6.工程正硫化时间 对于许多胶料而言,其各项性能在 某一时间不可能都处于最佳值,因此必 须依胶料的各项物理性能指标综合考 虑,生产上只能依某些主要指标来选择 正硫化时间,显然这个正硫化时间具有 工程实际意义,称为工程正硫化时间。 当制品的厚度小于 6mm 时,硫化 仪测定的工艺正硫化时间 T90 与制品的 工程正硫化时间相同。 二、正硫化时间的测定方法 (一)物理化学法 1. 游离硫测定法 由此法测得的正硫化时间相当与理论正硫化时间
2.溶胀法(标准方法)NR:曲线U型,过硫时由于硫化返原,膨胀率又增大。曲线最低点为正硫化点。SR:渐进线,曲线转折点为正硫化点(结构化反应)此法所测正硫化时间为理论正硫化时间。(二)物理机械性能法1.300%定伸应力法300%定伸应力与交联密度成正比关系,故此法所确定的时间为理论正硫化时间。2.拉伸强度法胶料的拉伸强度与交联密度和结晶性有关。此法所测正硫化时间为工艺正硫化时间。3.压缩永久变形法此法所确定的时间为理论正硫化时间。4.综合取值法(典型的工艺正硫化时间)教4T+2S+M+H-正硫化时间=8学式中,T一拉伸强度最高值对应的时间过S一压缩变形率最低值所对应的时间程M一定伸应力最高值所对应的时间H一硬度最高值所对应的时间(三)专用仪器法1.仪器门尼粘度仪,各种类型硫化仪专用仪器法的优点:(1)所获结果不是代表某一个点,而是连续测定硫化全过程。(2)在测定正硫化时间的同时,还能测得橡胶的焦烧性能、硫化平坦性能和可塑性等。(3)一次试验即能获得全套数据,可以节省人力、胶料和时间,适合工业生产的需要。(4)可以防止主观判断的弊端。2.原理测量胶料在硫化过程中剪切模数的变化,而剪切模数是与交联密度成正比。因此,它实际上反映了胶料在硫化过程中交联度的变化。4
4 教 学 过 程 2. 溶胀法(标准方法) NR:曲线 U 型,过硫时由于硫化返原,膨胀率又增大。曲线最低点为正硫 化点。 SR:渐进线,曲线转折点为正硫化点(结构化反应) 此法所测正硫化时间为理论正硫化时间。 (二)物理机械性能法 1.300%定伸应力法 300%定伸应力与交联密度成正比关系,故此法所确定的时间为理论正硫化 时间。 2.拉伸强度法 胶料的拉伸强度与交联密度和结晶性有关。此法所测正硫化时间为工艺正 硫化时间。 3. 压缩永久变形法 此法所确定的时间为理论正硫化时间。 4. 综合取值法 (典型的工艺正硫化时间) 式中,T—拉伸强度最高值对应的时间 S—压缩变形率最低值所对应的时间 M—定伸应力最高值所对应的时间 H—硬度最高值所对应的时间 (三)专用仪器法 1. 仪器 门尼粘度仪,各种类型硫化仪 专用仪器法的优点: ⑴所获结果不是代表某一个点,而是连续测定硫化全过程。 ⑵在测定正硫化时间的同时,还能测得橡胶的焦烧性能、硫化平坦性能和 可塑性等。 ⑶一次试验即能获得全套数据,可以节省人力、胶料和时间,适合工业生 产的需要。 ⑷可以防止主观判断的弊端。 2. 原理 测量胶料在硫化过程中剪切模数的变化,而剪切模数是与交联密度成正比。 因此,它实际上反映了胶料在硫化过程中交联度的变化
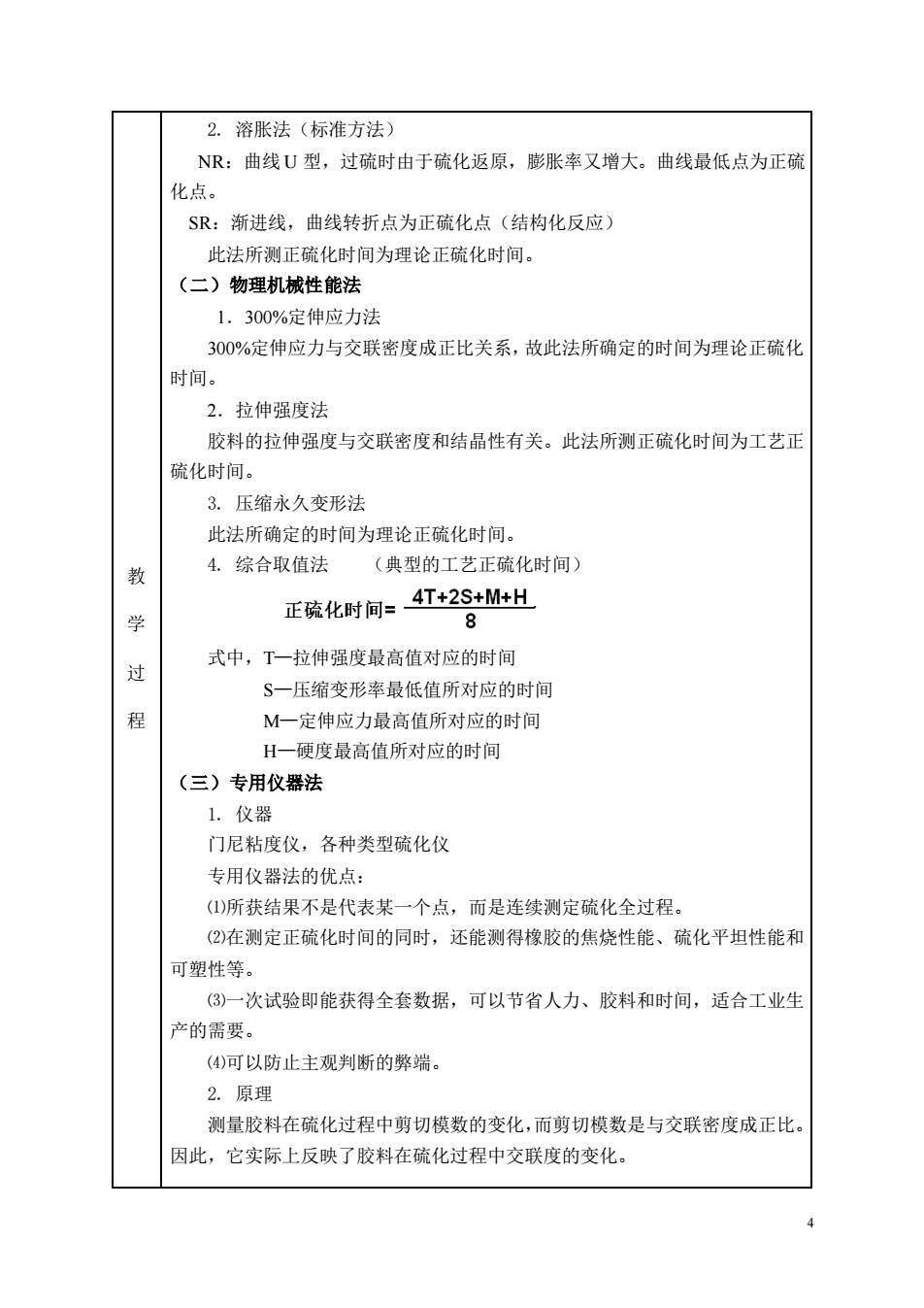
3.如何从曲线上确定参数(1)门尼硫化曲线只能反映胶料的初期硫化特性门尼焦烧时间(T5)一指门430值尼值由最低点上升至5个门尼尼值时所对应的时间。门A5门尼硫化时间(T35)一指门T5+TA30-!尼值从最低点上升35个门T35尼值时所需的时间。硫化时间门尼硫化速度=30/(T35-T5)图12-6门尼硫化曲线正硫化时间=T5+10(T35-T5)(2)硫化仪测得的硫化曲线它能反映硫化过程的各种硫化参数。其原理是在硫化过程中对胶料施加一定振幅的剪切变形,测出相应的剪切力。教ML:最小转矩,表示胶料的最低粘度,学也表示胶料在一定温度下的流动性。MH:最大转矩,表示胶料的最大过粘度leN程(最大交联密度时的转矩值)90%(MH-MMH-ML:表示最大交联度,值越M大,0%(MM)Mo交联程度越高。2tm:理论正硫化时间,胶料达到最疏化时问inin大转矩时所需的时间t90:工艺正硫化时间,转矩值达到(ML+(Mn-ML)×90%)时所需的时间t10:焦烧时间,转矩值达到(ML+(MH-ML)X10%)时所需的时间t90-t1o:表示硫化反应速度Mo:表示胶料的初始粘度ts2:初始硫化时间,即从试验开始到曲线有最低转矩上升2N.M所对应的时间Vc:硫化速度指数,表示上升的硫化曲线的平均斜率
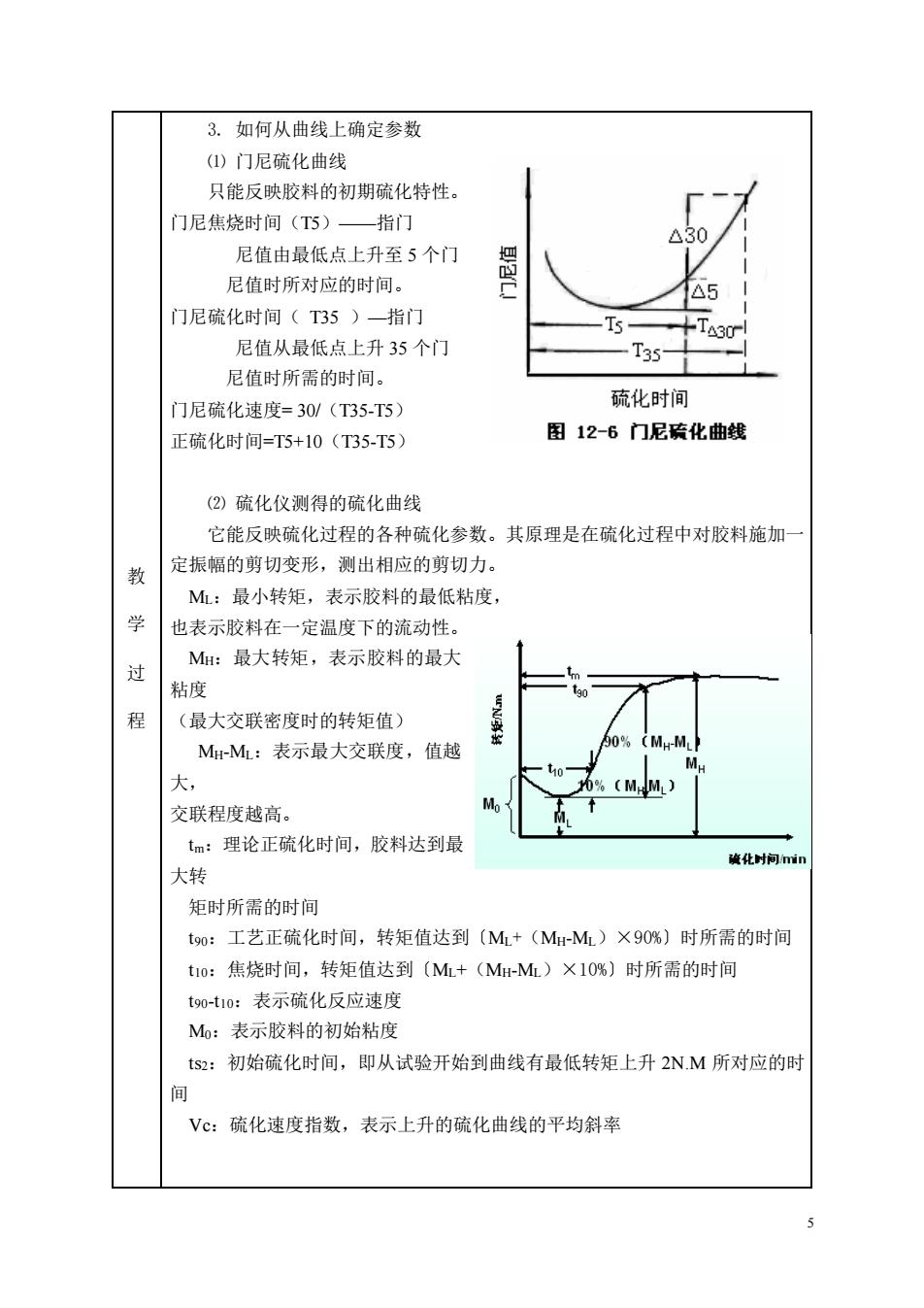
5 教 学 过 程 3. 如何从曲线上确定参数 ⑴ 门尼硫化曲线 只能反映胶料的初期硫化特性。 门尼焦烧时间(T5)——指门 尼值由最低点上升至 5 个门 尼值时所对应的时间。 门尼硫化时间( T35 )—指门 尼值从最低点上升 35 个门 尼值时所需的时间。 门尼硫化速度= 30/(T35-T5) 正硫化时间=T5+10(T35-T5) ⑵ 硫化仪测得的硫化曲线 它能反映硫化过程的各种硫化参数。其原理是在硫化过程中对胶料施加一 定振幅的剪切变形,测出相应的剪切力。 ML:最小转矩,表示胶料的最低粘度, 也表示胶料在一定温度下的流动性。 MH:最大转矩,表示胶料的最大 粘度 (最大交联密度时的转矩值) MH-ML:表示最大交联度,值越 大, 交联程度越高。 tm:理论正硫化时间,胶料达到最 大转 矩时所需的时间 t90:工艺正硫化时间,转矩值达到〔ML+(MH-ML)×90%〕时所需的时间 t10:焦烧时间,转矩值达到〔ML+(MH-ML)×10%〕时所需的时间 t90-t10:表示硫化反应速度 M0:表示胶料的初始粘度 ts2:初始硫化时间,即从试验开始到曲线有最低转矩上升 2N.M 所对应的时 间 Vc:硫化速度指数,表示上升的硫化曲线的平均斜率