
钢轨孔型系统 普通孔型系统和万能孔型系统: ◆ 生产钢轨的坯料采用连铸矩方)形坯或横铸矩(方) 形坯,与成品钢轨断面形状上没有几何相似性,加 上在钢轨整个轧制过程中其腿部处于拉缩变形,因 此为保证成品腿高,就要求采用异形孔,首先切出 高而宽的腿部,这是钢轨孔型设计中的一个关键。 为此,无论是普通孔型法还是万能法,都必须先将 矩形坯或方坯轧成近钢轨外形的帽形。 11
11 钢轨孔型系统 普通孔型系统和万能孔型系统: 生产钢轨的坯料采用连铸矩(方)形坯或横铸矩(方) 形坯,与成品钢轨断面形状上没有几何相似性,加 上在钢轨整个轧制过程中其腿部处于拉缩变形,因 此为保证成品腿高,就要求采用异形孔,首先切出 高而宽的腿部,这是钢轨孔型设计中的一个关键。 为此,无论是普通孔型法还是万能法,都必须先将 矩形坯或方坯轧成近似钢轨外形的帽形

☒区懒 区附得-8 带 (c) 图10一4轧制钢轨的孔型系统 (a)斜轧孔型系统(b)直轧孔型系统,(c)万能孔型系统 12
12
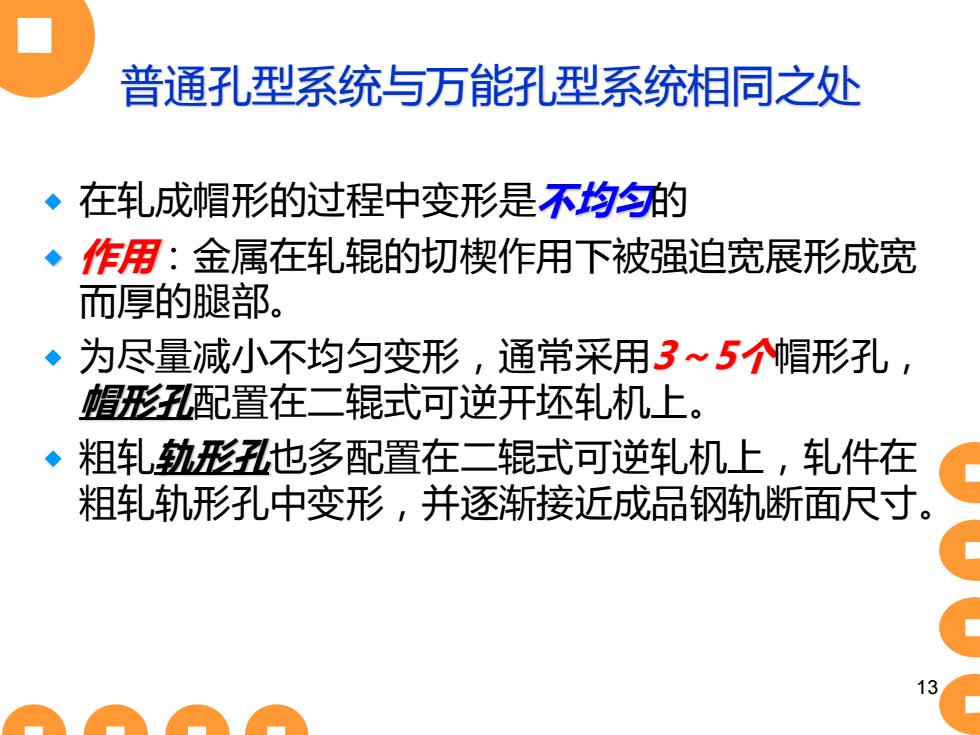
普通孔型系统与万能孔型系统相同之处 ◆在轧成帽形的过程中变形是不均均的 作用:金属在轧辊的切楔作用下被强迫宽展形成宽 而厚的腿部。 为尽量减小不均匀变形,通常采用3~5个帽形孔, 帽形孔配置在二辊式可逆开坯轧机上。 粗轧轨形孔也多配置在二辊式可逆轧机上,轧件在 粗轧轨形孔中变形,并逐渐接近成品钢轨断面尺寸。 13
13 普通孔型系统与万能孔型系统相同之处 在轧成帽形的过程中变形是不均匀的 作用:金属在轧辊的切楔作用下被强迫宽展形成宽 而厚的腿部。 为尽量减小不均匀变形,通常采用3~5个帽形孔, 帽形孔配置在二辊式可逆开坯轧机上。 粗轧轨形孔也多配置在二辊式可逆轧机上,轧件在 粗轧轨形孔中变形,并逐渐接近成品钢轨断面尺寸
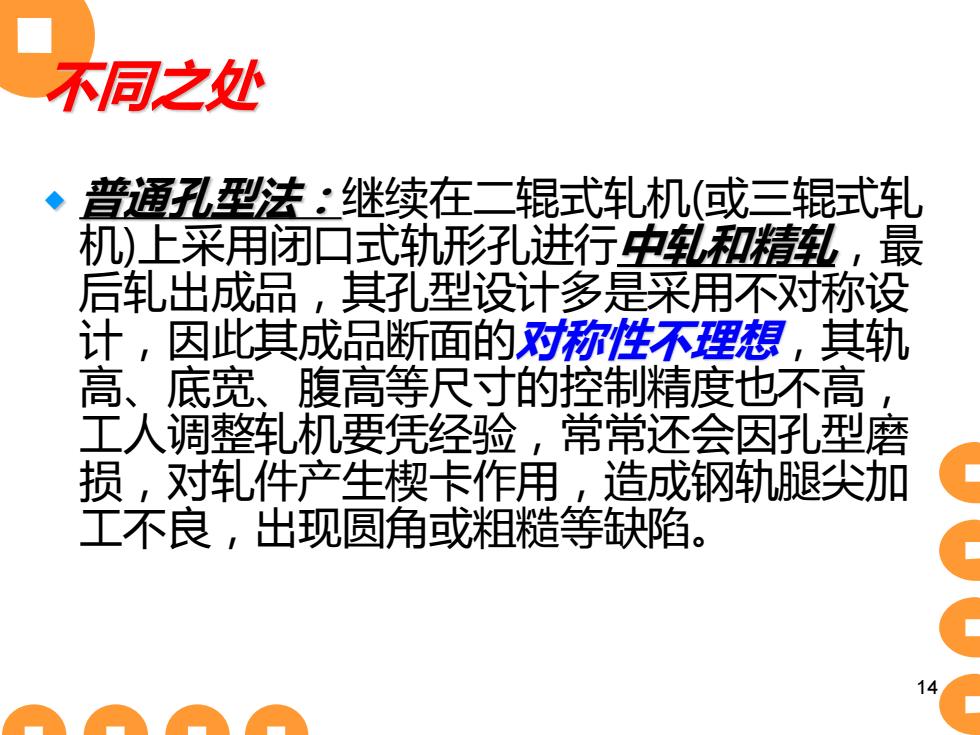
不同之处 普通孔型法:继续在二辊式轧机(或三辊式轧 机)上采用闭口式轨形孔进行中和精轧,最 后轧出成品,其孔型设计多是采用不对称设 计,因此其成品断面的对称性不理想,其轨 高、底宽、, 腹高等尺寸的控制精度也不高 工人调整轧机要凭经验,常常还会因孔型磨 损,对轧件产生楔卡作用,造成钢轨腿尖加 工不良,出现圆角或粗糙等缺陷。 14
14 不同之处 普通孔型法:继续在二辊式轧机(或三辊式轧 机)上采用闭口式轨形孔进行中轧和精轧,最 后轧出成品,其孔型设计多是采用不对称设 计,因此其成品断面的对称性不理想,其轨 高、底宽、腹高等尺寸的控制精度也不高, 工人调整轧机要凭经验,常常还会因孔型磨 损,对轧件产生楔卡作用,造成钢轨腿尖加 工不良,出现圆角或粗糙等缺陷
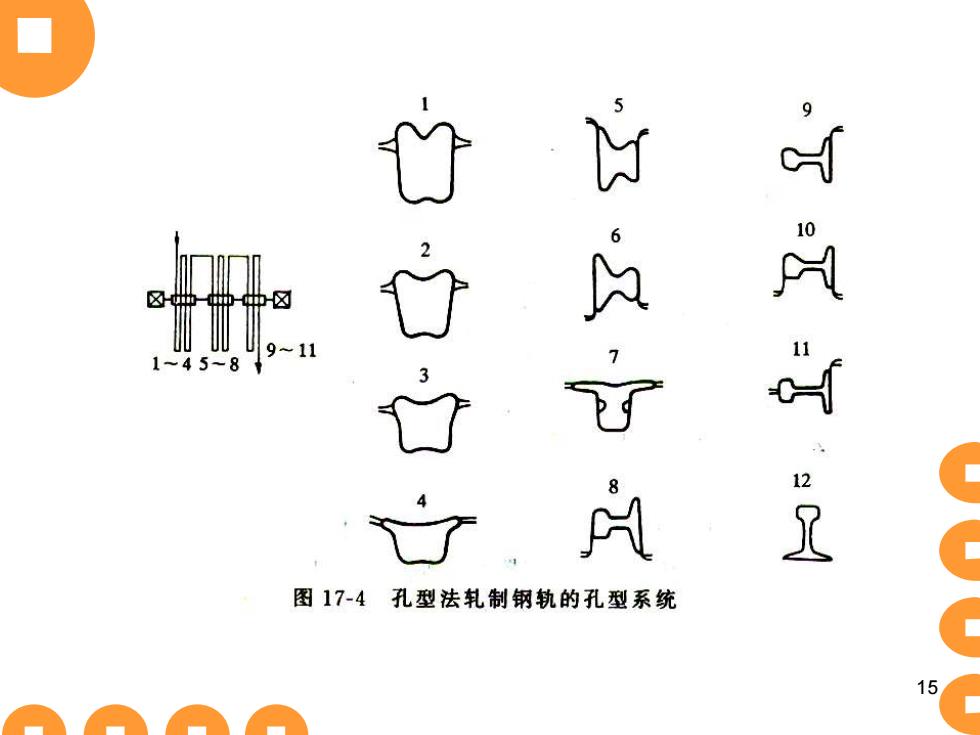
■ 片 9~11 145-8 12 图17-4孔型法轧制钢轨的孔型系统 15
15