
万能法孔型系统 孔型设计要考虑均匀变形,对称设计 初具 轨形的轧在,程万能孔串其腰部承 尚 机上下水平辊的切梗作痈,其头部和腿 的 外侧承受方能轧机立辊侧压垂直作用。 为 确 保钢轨头和腿的宽度和侧面形,还要 边机的立轧孔内,对轨头和轨底侧面 C加 这样的孔型系统可以保证钢 粗 甄形丸到成员扎轧件的变形是敏 行从对就 部分金属的延伸也接近相同, 提 高了银轨断面尺寸的精度和外形的规 16
16 万能法孔型系统 孔型设计要考虑均匀变形,对称设计。初具 轨形的轧件,在万能孔中其腰部承受万能孔 机上下水平辊的切楔作用,其头部和腿部的 外侧承受万能轧机立辊侧压垂直作用。为确 保钢轨头和腿的宽度和侧面形状,还要在轧 边机的立轧孔内,对其轨头和轨底侧面进行 立轧加工。这样的孔型系统可以保证钢轨从 粗轨形孔到成品孔轧件的变形是均匀的、对 称的,各部分金属的延伸也接近相同,这就 大大提高了钢轨断面尺寸的精度和外形的规 范
·万能法轧制钢轨是法国钢铁集团哈亚士厂 1973年首先开发成功并获取专利的,后又被 日本、巴西、南非、美国、澳大利亚等国采 用。现万能法轧制钢轨已被世界认同,这是 生产高精度钢轨的最好工艺。 17
17 万能法轧制钢轨是法国钢铁集团哈亚士厂 1973年首先开发成功并获取专利的,后又被 日本、巴西、南非、美国、澳大利亚等国采 用。现万能法轧制钢轨已被世界认同,这是 生产高精度钢轨的最好工艺
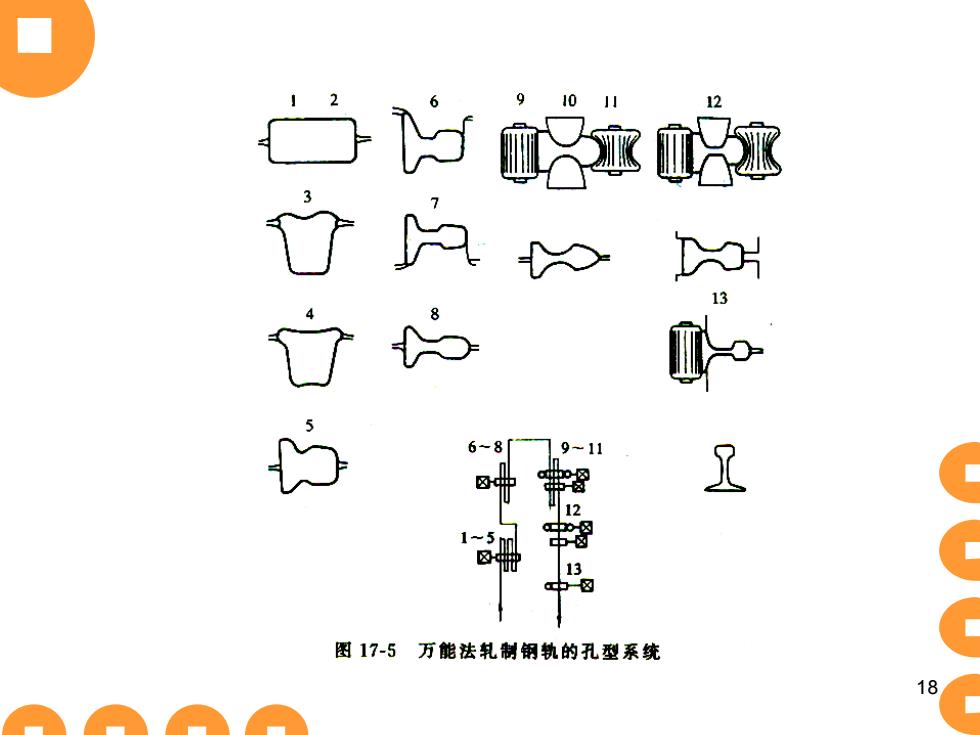
■ 露效 6-8 9-11 ☒曲 又 1-5m 串3 13 中☒ 图17-5万能法轧制钢轨的孔型系统 18
18
孔型轧制法 >是由两个轧辊上的轧槽构成一系列轧制钢轨 的孔型。孔型轧制法轧制钢轨的孔型系统, 一般是由箱形孔、帽形孔和轨形孔组成。轧 件依次通过这些孔型进行轧制,最终轧出钢 轨。 ◆根据孔型在轧辊上的配置方式不同,孔型轧 制法又可分为直轧法和斜轧法 19
19 孔型轧制法: ➢ 是由两个轧辊上的轧槽构成一系列轧制钢轨 的孔型。孔型轧制法轧制钢轨的孔型系统, 一般是由箱形孔、帽形孔和轨形孔组成。轧 件依次通过这些孔型进行轧制,最终轧出钢 轨。 根据孔型在轧辊上的配置方式不同,孔型轧 制法又可分为直轧法和斜轧法