第11页 §4.2焊接方法焊缝形式和质量等级 1.手工电弧焊 &原理: 利用电孤产生热量 熔化焊条和母材形 成焊缝。 焊钳 焊条 焊机 &焊条药皮的作用: 保护气体 1)稳定电孤; 2)产生气体保护电孤 焊件 电孤 熔池 和熔化金属 导线 3)形成熔渣保护焊缝 4)改善焊缝性能
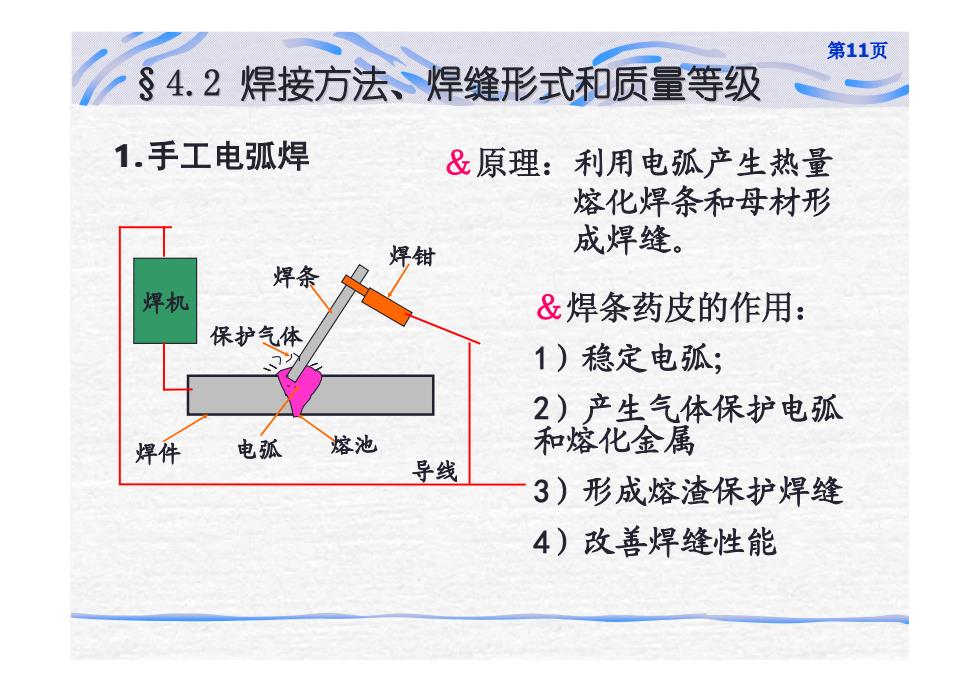
第11页 焊机 导线 熔池 焊条 焊钳 保护气体 焊件 电弧 &原理:利用电弧产生热量 熔化焊条和母材形 成焊缝。 1.手工电弧焊 &焊条药皮的作用: 1)稳定电弧; 2)产生气体保护电弧 和熔化金属 3)形成熔渣保护焊缝 4)改善焊缝性能 §4.2 焊接方法、焊缝形式和质量等级
第12页 §4.2焊接方法焊缝形式和质量等级 &焊条的选择: 相同钢种的钢材焊接,焊条型号应与焊件钢材强 度相适应。不同钢种的钢材焊接,采用与低强度钢材 相适应的焊条型号。 Q235钢←→E43型焊条 Q345钢←→E50型焊条 Q390、Q420钢←→E55型焊条 第1、2位数字为熔融金属的最小抗拉强度(kgf/mm2) 优点:设备简单,使用方便。 缺点:质量波动大,要求焊工等级高, 劳动强度大,效率低。 第4章钢结构的连接
第12页 &焊条的选择: 相同钢种的钢材焊接,焊条型号应与焊件钢材强 度相适应。不同钢种的钢材焊接,采用与低强度钢材 相适应的焊条型号。 Q235钢ßàE43型焊条 Q345钢ßà E50型焊条 Q390、Q420钢ßà E55型焊条 第1、2位数字为熔融金属的最小抗拉强度(kgf/mm2) 优点:设备简单,使用方便。 缺点:质量波动大,要求焊工等级高, 劳动强度大,效率低。 第 4章 钢结构的连接 §4.2 焊接方法、焊缝形式和质量等级
第13页 §4.2焊接方法焊缝形式和质量等级 2.埋弧焊(自动或半自动) 送丝器 焊剂漏斗 焊丝转盘 &特点: 1)电孤在焊 剂层下发生; 2)引孤、焊 剂堆落、焊丝 熔渣 焊剂 、《:、 焊件 送进和移动是 7777力 77777777777 自动的。 埋孤自动焊 第4章钢结构的连接
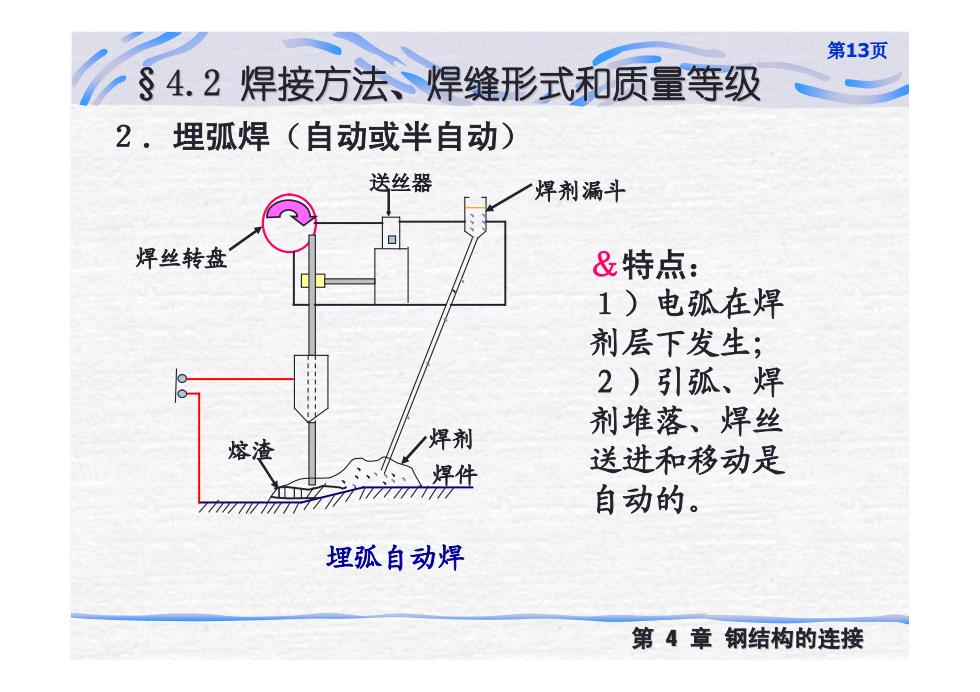
第13页 2.埋弧焊(自动或半自动) 、 、 、 、 、 、 、 、 、 、 、 、 、 、 焊丝转盘 送丝器 焊剂漏斗 熔渣 焊剂 焊件 埋弧自动焊 &特点: 1)电弧在焊 剂层下发生; 2)引弧、焊 剂堆落、焊丝 送进和移动是 自动的。 第 4 章 钢结构的连接 §4.2 焊接方法、焊缝形式和质量等级
第14页 §4.2焊接方法、S焊缝形式和质量等级 优,点:自动化程度和效率高,焊接速度快, 劳动强度低,焊接质量好。 缺点:设备投资大,施工位置受限等。 焊丝型号: Q235钢←→HsH8A、H8Mn、HosMnA焊丝 Q345、Q390、Q420钢←→H1oMn2Ho8Mn2Si等焊丝 半自动焊特点: 焊剂堆落、焊丝送进是自动的。 焊丝移动是手动的。 第4章钢结构的连接
第14页 优点:自动化程度和效率高,焊接速度快, 劳动强度低,焊接质量好。 缺点:设备投资大,施工位置受限等。 焊丝型号: Q235钢ßàH08、H08A、H08Mn、H08MnA焊丝 Q345、Q390、Q420钢ßàH10Mn2、H08Mn2Si等焊丝 半自动焊特点: 焊剂堆落、焊丝送进是自动的。 焊丝移动是手动的。 第 4 章 钢结构的连接 §4.2 焊接方法、焊缝形式和质量等级
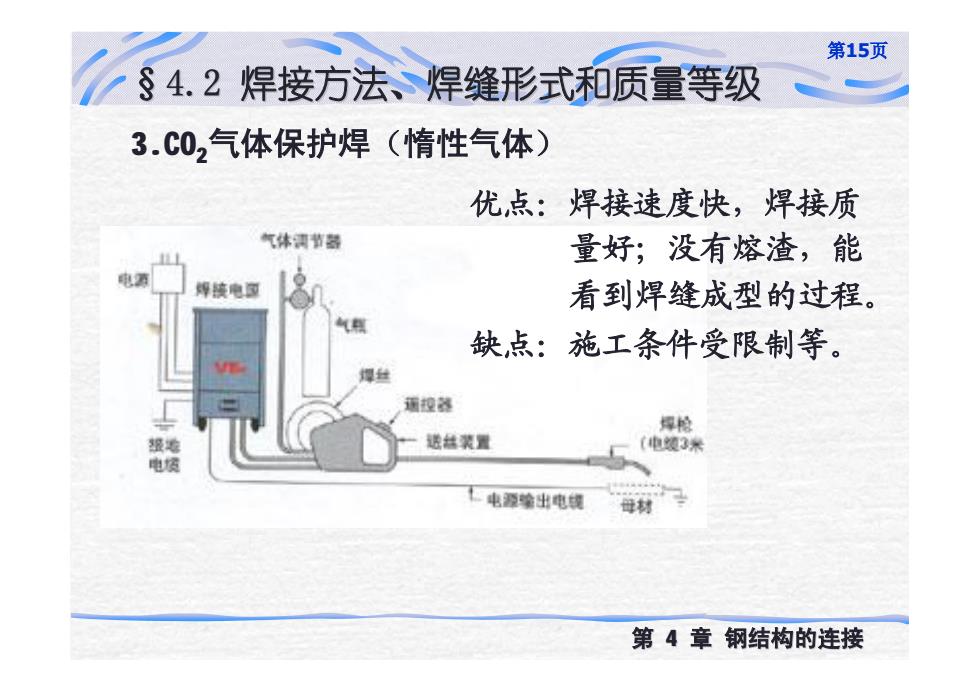
第15页 §4.2焊接方法焊缝形式和质量等级 3.C0,气体保护焊(惰性气体) 优,点:焊接速度快,焊接质 气体调节器 量好;没有熔渣,能 牌接电☒ 看到焊缝成型的过程。 气 缺点: 施工条件受限制等。 通控器 犀枪 送丝装置 (电蠖3米 电烟 电源蜂出电规 母树 第4章钢结构的连接
第15页 3.CO2气体保护焊(惰性气体) 优点:焊接速度快,焊接质 量好;没有熔渣,能 看到焊缝成型的过程。 缺点:施工条件受限制等。 第 4 章 钢结构的连接 §4.2 焊接方法、焊缝形式和质量等级