第6页 §4.1钢结构的连接方法及其应用 2.高强度螺栓连接: (1)性能等级 高强钢材制成:优质碳素钢:35号、45号 合金钢:20 MnTiB、40B、35VB 性能等级:8.8级、10.9级。 小数点前8、10 螺栓材料经热加工后的最低抗拉 强度为800、1000N/mm2; 小数点后0.8、0.9一屈强比
第6页 §4.1 钢结构的连接方法及其应用 2.高强度螺栓连接: (1)性能等级 高强钢材制成:优质碳素钢:35号、45号 合 金 钢:20MnTiB、40B、35VB 性能等级:8.8级、10.9级。 小数点前8、10——螺栓材料经热加工后的最低抗拉 强度为800、1000N/mm2; 小数点后0.8、0.9——屈强比
第7页 §4.1钢结构的连接方法及其应用 2.高强度螺栓连接: (2)按抗剪性能分 摩擦型:只靠摩擦阻力传力,以剪力达到接触面的摩擦力 作为承载力极限状态—一设计准则。 承压型:以作用剪力达到栓杆抗剪或孔壁承压破坏作为承 载力极限状态—一设计准则。 摩擦型螺栓连接:变形小,弹性性能好,耐疲劳,施工较 简单,适用于承受动力荷载的结构。 承压型螺栓连接:承载力高于摩擦型连接,连接紧凑,剪切 变形大,不能用于承受动力荷载的结构
第7页 §4.1 钢结构的连接方法及其应用 2.高强度螺栓连接: 摩擦型:只靠摩擦阻力传力,以剪力达到接触面的摩擦力 作为承载力极限状态——设计准则。 (2)按抗剪性能分 承压型:以作用剪力达到栓杆抗剪或孔壁承压破坏作为承 载力极限状态——设计准则。 摩擦型螺栓连接:变形小,弹性性能好,耐疲劳,施工较 简单,适用于承受动力荷载的结构。 承压型螺栓连接:承载力高于摩擦型连接,连接紧凑,剪切 变形大,不能用于承受动力荷载的结构
第8页 §4.1钢结构的连接方法及其应用 三、铆钉连接 铆接连接—— 是将半成品铆钉烧成红热状后填入钉孔, 再用压铆机或铆钉枪实施铆合。由于铆 合过程中钉身被压粗,钉身和钉孔之间 的空隙被大部分填实,因此结构变形比 普通螺栓连接小。 优点:塑性极好,稳妥可靠; 缺点:工艺复杂,造价高, 施工噪音大
第8页 三、铆钉连接 铆接连接——是将半成品铆钉烧成红热状后填入钉孔, 再用压铆机或铆钉枪实施铆合。由于铆 合过程中钉身被压粗,钉身和钉孔之间 的空隙被大部分填实,因此结构变形比 普通螺栓连接小。 优点:塑性极好,稳妥可靠; 缺点:工艺复杂,造价高, 施工噪音大。 §4.1 钢结构的连接方法及其应用
第9页 §4.1钢结构的连接方法及其应用 四、不同连接的适用范围 1.焊接连接:适于静力结构对接焊缝适用于承受各种荷载 的永久性结构; 2.普通螺栓:内力较小,次要结构,临时结构,安装连接; 3.摩擦型高强度螺栓:内力较大的永久性结构,直接承受动 载的结构; 4.承压型高强度螺栓: 内力较大的永久性结构,间接承受动 载的结构; 5.铆钉连接:内力较大,承受各种荷载的永久性结构
第9页 四、不同连接的适用范围 1.焊接连接:适于 焊接连接:适于静力结构对接焊缝适用于承受各种荷载 的永久性结构; 2.普通螺栓:内力较小,次要结构,临时结构,安装连接; 3.摩擦型高强度螺栓:内力较大的永久性结构,直接承受动 载的结构; 4.承压型高强度螺栓:内力较大的永久性结构,间接承受动 载的结构; 5.铆钉连接:内力较大,承受各种荷载的永久性结构 。 §4.1 钢结构的连接方法及其应用
第10页 §4.2焊接方法、S焊缝形式和质量等级 一、焊接方法 主要为电弧焊,少量采用电渣焊、电阻焊等; 电弧焊一利用焊条或焊丝与焊件间产生的电弧热将金属 加热并熔化的焊接方法。 包括手工电弧焊、自动或半自动埋弧焊和二氧化碳保护焊等。 焊枪 药皮 焊车行进方向 导线 气体 焊条 焊渣 焊丝 料斗 电弧 焊丝 焊 电源 焊缝金属 电弧 焊件 手工焊 埋弧自动焊 第4章钢结构的连接
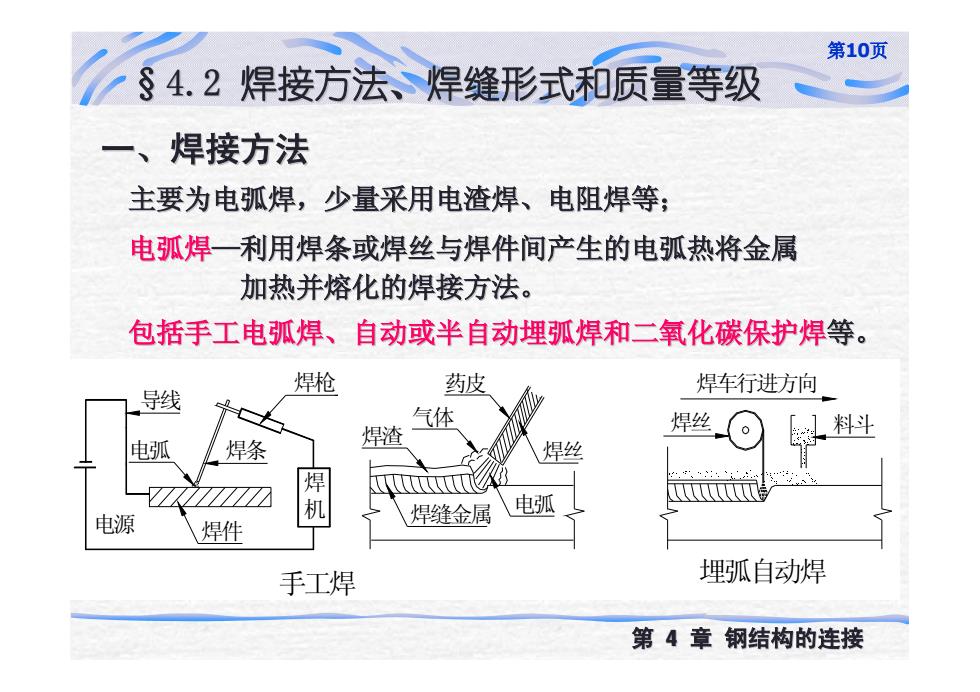
第10页 第 4 章 钢结构的连接 §4.2 焊接方法、焊缝形式和质量等级 一、焊接方法 主要为电弧焊,少量采用电渣焊、电阻焊等; 电弧焊—利用焊条或焊丝与焊件间产生的电弧热将金属 加热并熔化的焊接方法。 包括手工电弧焊、自动或半自动埋弧焊和二氧化碳保护焊等。 焊件 导线 电源 焊枪 焊条 焊 机 电弧 焊渣 焊缝金属 气体 药皮 焊丝 电弧 焊车行进方向 手工焊 埋弧自动焊 焊丝 料斗