
(3)精轧机组的布置形式 ◆1)横列式布置:精轧机组采用横列式布置, 这是最老式的布置,一般由5~7架轧机组成。 其传动形式与横列式布置的中轧机组相同, 可以是一台电机传动,也可以是两台电机从 两侧传动,相邻机架的轧制速度靠轧辊直径 的匹配来调节。 ◆2)半连续式布置:精轧机组采用半连续布置 主要是复二重布置。 16
16 (3)精轧机组的布置形式 1)横列式布置:精轧机组采用横列式布置, 这是最老式的布置,一般由5~7架轧机组成。 其传动形式与横列式布置的中轧机组相同, 可以是一台电机传动,也可以是两台电机从 两侧传动,相邻机架的轧制速度靠轧辊直径 的匹配来调节。 2)半连续式布置:精轧机组采用半连续布置 主要是复二重布置
◆3)连续式布置:精轧机组连续式布置一般都 采用集体传动。这是因为精轧机组的轧制速 度较高,为解决连轧过程中的动态速降而采 用集体传动 ◆ 连续式布置的精轧机组,有二辊水平轧机、 平-立交替轧机和45°高速无扭轧机。 17
17 3)连续式布置:精轧机组连续式布置一般都 采用集体传动。这是因为精轧机组的轧制速 度较高,为解决连轧过程中的动态速降而采 用集体传动。 连续式布置的精轧机组,有二辊水平轧机、 平-立交替轧机和45°高速无扭轧机
对于线材轧机的整体布置,可以分为 以下几类: 横列式线材轧机:横列式线材轧机一般不超过15架, 可以布置成多列,实现多线轧制。同一机列各机架, 轧件断面大时采用穿梭轧制,断面小时采用围盘轧 制。这种轧机投资少、见效快,而且生产品种也较 灵活。但是产品尺寸精度不高,盘重受到限制。活 套多、温降快、头尾温差大,使产品质量提高受到 限制。其布置形式如图所示。横列式线材轧机一般 使用50X50~60X60mm的方坯为原料,精轧速度为 6~10m/s,可生产Φ6.5~12mm的盘圆。年产量为6~10 万t。 18
18 对于线材轧机的整体布置,可以分为 以下几类: 横列式线材轧机:横列式线材轧机一般不超过15架, 可以布置成多列,实现多线轧制。同一机列各机架, 轧件断面大时采用穿梭轧制,断面小时采用围盘轧 制。这种轧机投资少、见效快,而且生产品种也较 灵活。但是产品尺寸精度不高,盘重受到限制。活 套多、温降快、头尾温差大,使产品质量提高受到 限制。其布置形式如图所示。横列式线材轧机一般 使用50X50~60X60mm的方坯为原料,精轧速度为 6~l0m/s,可生产φ6.5~12mm的盘圆。年产量为6~10 万t
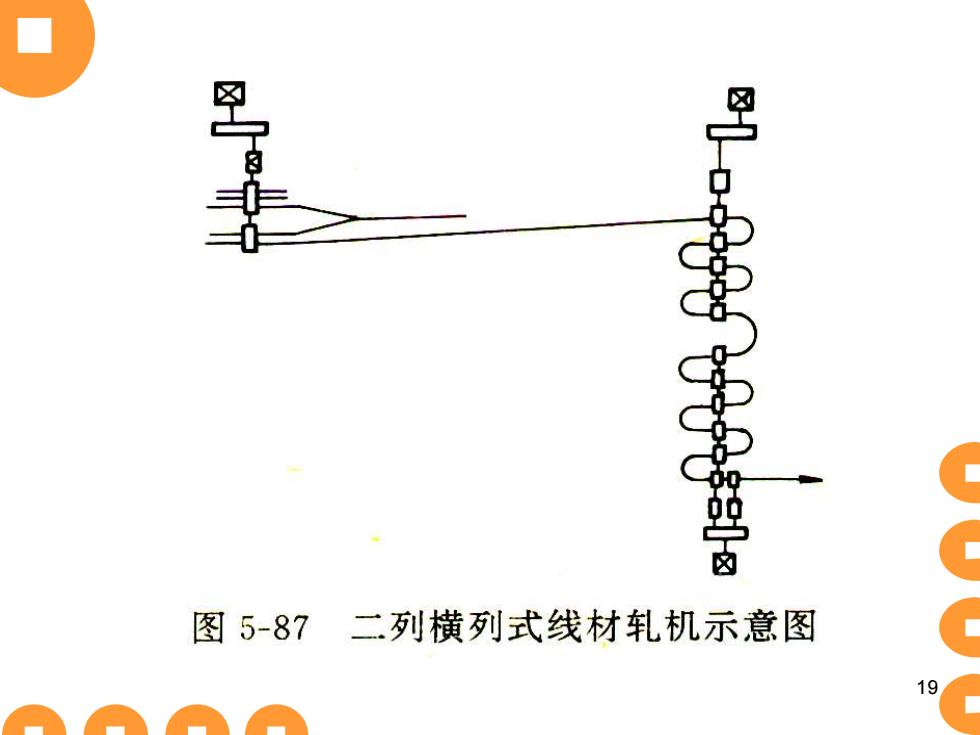
■ 0一3年! 图5-87 二列横列式线材轧机示意图 19
19
复二重线材轧机:复二重线材轧机机架一般不 超过17架,分为粗轧、中轧和精轧机组。粗轧机 组可分为横列式,中轧机组为横列式或复二重式 而精轧机组为复二重布置。复二重轧机的传动 速比是固定的,速度不可调,因此生产的品种规 格较少。为提高产量可进行多条轧制。但采用多 条轧制时轧机弹跳发生变化,所以轧制精度不高。 复二重轧机与横列式轧机相比较,由于在机架内 实现了连轧,头尾温差相应减小,盘重可增加, 一般为80~120kg。其布置形式如图所示。复二 重线材轧机一般使用60X60~90X90mm方坯为 原料,精轧速度为10~12.5m/s,其产品为06~9线材 年产量为10~15万t。 20
20 复二重线材轧机:复二重线材轧机机架一般不 超过17架,分为粗轧、中轧和精轧机组。粗轧机 组可分为横列式,中轧机组为横列式或复二重式 ,而精轧机组为复二重布置。复二重轧机的传动 速比是固定的,速度不可调,因此生产的品种规 格较少。为提高产量可进行多条轧制。但采用多 条轧制时轧机弹跳发生变化,所以轧制精度不高。 复二重轧机与横列式轧机相比较,由于在机架内 实现了连轧,头尾温差相应减小,盘重可增加, 一般为80~120kg。其布置形式如图所示。复二 重线材轧机一般使用60X60~90X90mm方坯为 原料,精轧速度为10~12.5m/s,其产品为φ6~9线材, 年产量为10~15万t