高分子材料综合性实验讲义 高分子材料综合性 实验讲义 (2013版本) 化学化工学院 材料科学与工程教研室 2013年9月
高分子材料综合性实验讲义 1 高分子材料综合性 实验讲义 (2013 版本) 化学化工学院 材料科学与工程教研室 2013 年 9 月
高分子材料综合性实验讲义 目录 第一部分:高分子材料综合性实验 实验1:不同聚合物的熔融指数测定及观察流动性(指导教师:买买提江)-1 实验2热塑性塑料棒材的双螺杆挤出成型(指导教师:买苏尔)一 实验3:实验2:热塑性塑料的注塑成型(指导教师:买苏尔)- -6 实验4:乙酸乙烯酯乳液聚合制备乳液胶粘剂(指导教师:杜勇) -12 实验5:高吸水性聚丙烯酸钠的紫外光引发聚合及其性能表征(指导教师:杜勇)-14 实验6:壳聚糖基多孔复合膜的制备及表征(指导教师:曹丽琴)一 -16 实验7:丙烯酰胺的水溶液聚合(指导教师:石伟) .18 实验8:聚苯胺的界面聚合(指导教师:吐尔逊) .20 实验9:聚苯胺的电化学性能分析(指导教师:吐尔逊) 21 实验10:溶胶凝胶法制备纳米二氧化钛粉体(指导教师:米红宇)- 第二部分:材料分析与测试实验 实验1:紫外可见分光光度计法测定苯酚(指导教师:曹丽琴) -.-24 实验2紫外吸收光谱法测定聚合物的低临界溶解温度(指导教师:曹丽琴)-26 实验3:红外光谱分析法实验(指导教师:赵梦奇) .-27 实验4:LE01430VP扫描电子显微镜观测聚合物(指导教师:米红宇)-29 实验5:材料的电化学性能分析(指导教师:吐尔逊) -32 实验6:MoS2材料微观形貌的透射电镜分析实验(指导教师:米红宇)-33 实验7:共沉淀法制备可水相分散的Fε,O,颗粒及其磁响应性的直观观察(石伟)-37 实验8:核磁共振法测量聚合物的化学结构(指导教师:石伟) -39 指导老师联系方式:吐尔逊18997929288米红字18909928081 杜勇13999971262 艾合买提江18099206882 石伟15894688186 曹丽琴13201301373 赵梦奇18690219128买苏尔18699191814
高分子材料综合性实验讲义 2 目 录 第一部分:高分子材料综合性实验 实验 1:不同聚合物的熔融指数测定及观察流动性(指导教师:买买提江)-1 实验 2 热塑性塑料棒材的双螺杆挤出成型(指导教师:买苏尔)-3 实验 3:实验 2:热塑性塑料的注塑成型(指导教师:买苏尔)-6 实验 4:乙酸乙烯酯乳液聚合制备乳液胶粘剂(指导教师:杜勇)-12 实验 5:高吸水性聚丙烯酸钠的紫外光引发聚合及其性能表征(指导教师:杜勇)-14 实验 6:壳聚糖基多孔复合膜的制备及表征(指导教师:曹丽琴)-16 实验 7:丙烯酰胺的水溶液聚合(指导教师:石伟)-18 实验 8:聚苯胺的界面聚合(指导教师:吐尔逊)-20 实验 9:聚苯胺的电化学性能分析(指导教师:吐尔逊)-21 实验 10:溶胶-凝胶法制备纳米二氧化钛粉体(指导教师:米红宇)-22 第二部分:材料分析与测试实验 实验 1:紫外可见分光光度计法测定苯酚(指导教师:曹丽琴)-24 实验 2 紫外吸收光谱法测定聚合物的低临界溶解温度(指导教师:曹丽琴)-26 实验 3:红外光谱分析法实验(指导教师:赵梦奇)-27 实验 4:LEO1430VP 扫描电子显微镜观测聚合物(指导教师:米红宇)-29 实验 5:材料的电化学性能分析(指导教师:吐尔逊)-32 实验 6:MoS2 材料微观形貌的透射电镜分析实验(指导教师:米红宇)-33 实验 7:共沉淀法制备可水相分散的 Fe3O4 颗粒及其磁响应性的直观观察(石伟)-37 实验 8:核磁共振法测量聚合物的化学结构(指导教师:石伟)-39 指导老师联系方式: 吐尔逊 18997929288 米红宇 18909928081 杜勇 13999971262 艾合买提江 18099206882 石伟 15894688186 曹丽琴 13201301373 赵梦奇 18690219128 买苏尔 18699191814
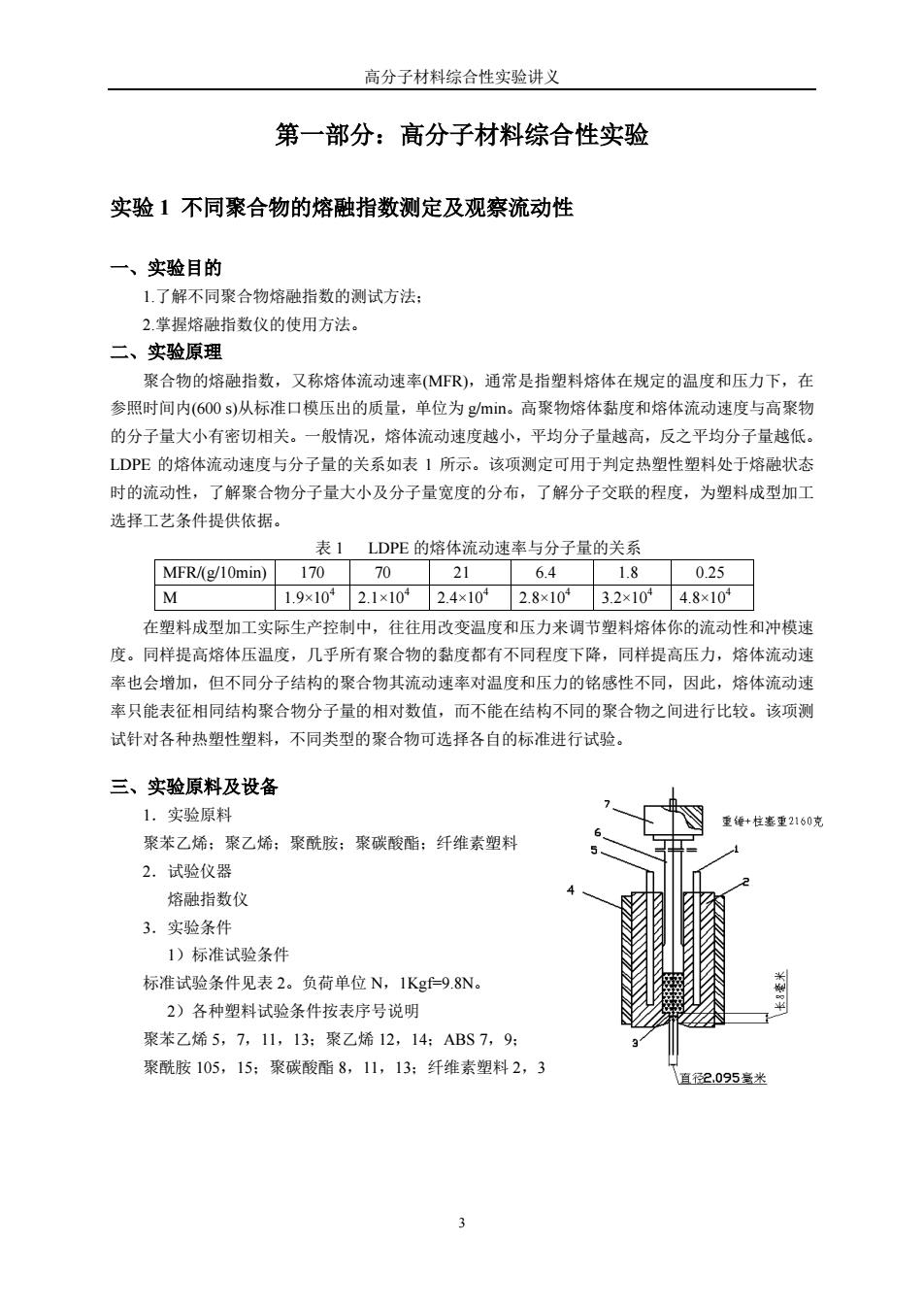
高分子材料综合性实验讲义 第一部分:高分子材料综合性实验 实验1不同聚合物的熔融指数测定及观察流动性 一、实验目的 1.了解不同聚合物培融指数的测试方法 2.掌握熔融指数仪的使用方法。 二、实验原理 聚合物的熔融指数,又称熔体流动速率(MR),通常是指塑料熔体在规定的温度和压力下,在 参照时间内(600s)从标准口模压出的质量,单位为gmn。高聚物熔体黏度和熔体流动速度与高聚物 的分子量大小有密切相关。一般情况,熔体流动速度域小,平均分子量越高,反之平均分子量城低 LDE的熔体流动速度与分子量的关系如表1所示。该项测定可用于判定热塑性塑料处于熔融状态 时的流动性,了解聚合物分子量大小及分子量宽府的分布,了解分子交联的程度,为期料成型加工 选择工艺条件提供依据。 表1LDPE的熔体流动速率与分子量的关系 MFR/g/10min)170 7 64 0.25 M 1.9x102.1×102.4x102.8×103.2×104.8×10 在塑料成型加工实际生产控制中,往往用改变温度和压力来调节塑料熔体你的流动性和冲模速 度。同样提高熔体压温度,几乎所有聚合物的黏度都有不同程度下降,同样提高压力,熔体流动速 率也会增加,但不同分子结构的聚合物其流动速率对温度和压力的铭感性不同,因此,熔体流动速 率只能表征相同结构聚合物分子量的相对数值,而不能在结构不同的聚合物之间进行比较。该项测 试针对各种热塑性塑料,不同类型的聚合物可选择各自的标准进行试验。 三、实验原料及设备 1.实验原料 重径+柱鉴重1160克 聚苯乙烯:聚乙烯:聚酰胺:聚碳酸酯:纤维素塑料 2.试验仪器 熔融指数仪 3.实验条件 1)标准试验条件 标准试验条件见表2。负荷单位N,1Kg9.8N。 2)各种塑料试验条件按表序号说明 聚苯乙烯5,7,1,13:聚乙烯12,14:ABS7,9: 聚酰胺105,15:聚碳酸酯8,11,13:纤维素塑料2,3 直2,095毫出
高分子材料综合性实验讲义 3 第一部分:高分子材料综合性实验 实验 1 不同聚合物的熔融指数测定及观察流动性 一、实验目的 1.了解不同聚合物熔融指数的测试方法; 2.掌握熔融指数仪的使用方法。 二、实验原理 聚合物的熔融指数,又称熔体流动速率(MFR),通常是指塑料熔体在规定的温度和压力下,在 参照时间内(600 s)从标准口模压出的质量,单位为 g/min。高聚物熔体黏度和熔体流动速度与高聚物 的分子量大小有密切相关。一般情况,熔体流动速度越小,平均分子量越高,反之平均分子量越低。 LDPE 的熔体流动速度与分子量的关系如表 1 所示。该项测定可用于判定热塑性塑料处于熔融状态 时的流动性,了解聚合物分子量大小及分子量宽度的分布,了解分子交联的程度,为塑料成型加工 选择工艺条件提供依据。 表 1 LDPE 的熔体流动速率与分子量的关系 MFR/(g/10min) 170 70 21 6.4 1.8 0.25 M 1.9×104 2.1×104 2.4×104 2.8×104 3.2×104 4.8×104 在塑料成型加工实际生产控制中,往往用改变温度和压力来调节塑料熔体你的流动性和冲模速 度。同样提高熔体压温度,几乎所有聚合物的黏度都有不同程度下降,同样提高压力,熔体流动速 率也会增加,但不同分子结构的聚合物其流动速率对温度和压力的铭感性不同,因此,熔体流动速 率只能表征相同结构聚合物分子量的相对数值,而不能在结构不同的聚合物之间进行比较。该项测 试针对各种热塑性塑料,不同类型的聚合物可选择各自的标准进行试验。 三、实验原料及设备 1.实验原料 聚苯乙烯;聚乙烯;聚酰胺;聚碳酸酯;纤维素塑料 2.试验仪器 熔融指数仪 3.实验条件 1)标准试验条件 标准试验条件见表 2。负荷单位 N,1Kgf=9.8N。 2)各种塑料试验条件按表序号说明 聚苯乙烯 5,7,11,13;聚乙烯 12,14;ABS 7,9; 聚酰胺 105,15;聚碳酸酯 8,11,13;纤维素塑料 2,3
高分子材料综合性实验讲义 表2标准试哈条件 序号标准口模内径mm试验温度/PC口模系数mm负荷9.8N 2m 18 2095 190 2160 5.000 2.095 190 10.00 67 2.095 190 463 21600 200 200 1073 5.000 2.09 200 24 10.00 2095 220 2146 1000 10 2.095 230 70 0.325 11 2.095 230 258 1.200 1 2.095 230 464 2.160 3 2.095 230 815 3.800 2.095 230 1073 5.000 2095 275 70 0325 16 2.095 300 258 120 四、试验操作步骤及结果计算 ①通常要先将试样进行干燥或真空处理。 ②将标准口模放入料筒,插入活塞杆,开始升温,到达所需温度后,恒温至少15mm ③拔出活塞杆,加入3一5g试样于料筒中,重新插入活塞杆,加上负荷或部分负荷,恒温4 5mi,再加至所需负荷。待下环形记号与料筒相平时,69卵切割试样,连接切制五条无泡样条。 ④结果计算,熔体流动速率按下式计算:MFR=t 式中,MFR为熔体流动速率,g/10min,m为取样条质量的算术平均值,g:t为切取样时间间隔,s。 试验结果取两位有效数。 五、主要影响因素 1容量效应 测量过程,熔体流动逐渐加大,表现出与料筒中熔体高度速度有关,这可能由于熔体与料筒有 黏附力,这种力量阻碍活塞杆下移。为了避免容量效应,应在同一高度截取样条。 2温度波动 培体流动速率与温度的关系十分密切,温度偏高流动速率大,温度偏低则反之。如用P做试验 229.5时熔体流动速率为1.83g10min,230时则为1.86g10min,可见温度波动对测试结果有影响, 在测试中要求温度稳定,波动应控制在土0.10C以内。 3.聚合物热降解 聚合物在料筒中。受热发生降解,特别是粉末聚合物,由于空气中的氧更加加速热降解效应, 使黏度降低,从而加快流动速率。为了减少这种影响,对于粉末试样,尽快压密实,减少空气,同 时加入一些热稳定剂。另外方面测试时通入氨气保护,这样可以使热降解减到最小。 六、思考题 1.熔融指数仪的构造是怎样的? 2.熔融指数与聚合物分子量的关系是如何的?
高分子材料综合性实验讲义 4 表 2 标准试验条件 序号 标准口模内径/mm 试验温度/℃ 口模系数 g/mm 负荷/9.8N 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 1.180 2.095 2.095 2.095 2.095 2.095 2.095 2.095 2.095 2.095 2.095 2.095 2.095 2.095 2.095 2.095 190 190 190 190 190 190 200 200 220 230 230 230 230 230 275 300 46.6 70 464 1073 2146 4635 1073 2146 2146 70 258 464 815 1073 70 258 2.160 0.325 2.160 5.000 10.00 21.600 5.000 10.00 10.00 0.325 1.200 2.160 3.800 5.000 0.325 1.20 四、试验操作步骤及结果计算 ① 通常要先将试样进行干燥或真空处理。 ②将标准口模放入料筒,插入活塞杆,开始升温,到达所需温度后,恒温至少 15min。 ③拔出活塞杆,加入 3~5g 试样于料筒中,重新插入活塞杆,加上负荷或部分负荷,恒温 4~ 5min,再加至所需负荷。待下环形记号与料筒相平时,开始切割试样,连接切割五条无泡样条。 ④结果计算,熔体流动速率按下式计算: MFR= t 600m 式中,MFR 为熔体流动速率,g/10min,m 为取样条质量的算术平均值,g;t 为切取样时间间隔,s。 试验结果取两位有效数。 五、主要影响因素 1.容量效应 测量过程,熔体流动逐渐加大,表现出与料筒中熔体高度速度有关,这可能由于熔体与料筒有 黏附力,这种力量阻碍活塞杆下移。为了避免容量效应,应在同一高度截取样条。 2.温度波动 熔体流动速率与温度的关系十分密切,温度偏高流动速率大,温度偏低则反之。如用 PP 做试验, 229.5 时熔体流动速率为 1.83g/10min,230 时则为 1.86 g/10min,可见温度波动对测试结果有影响, 在测试中要求温度稳定,波动应控制在 0.10C 以内。 3.聚合物热降解 聚合物在料筒中。受热发生降解,特别是粉末聚合物,由于空气中的氧更加加速热降解效应, 使黏度降低,从而加快流动速率。为了减少这种影响,对于粉末试样,尽快压密实,减少空气,同 时加入一些热稳定剂。另外方面测试时通入氮气保护,这样可以使热降解减到最小。 六、思考题 1.熔融指数仪的构造是怎样的? 2.熔融指数与聚合物分子量的关系是如何的?
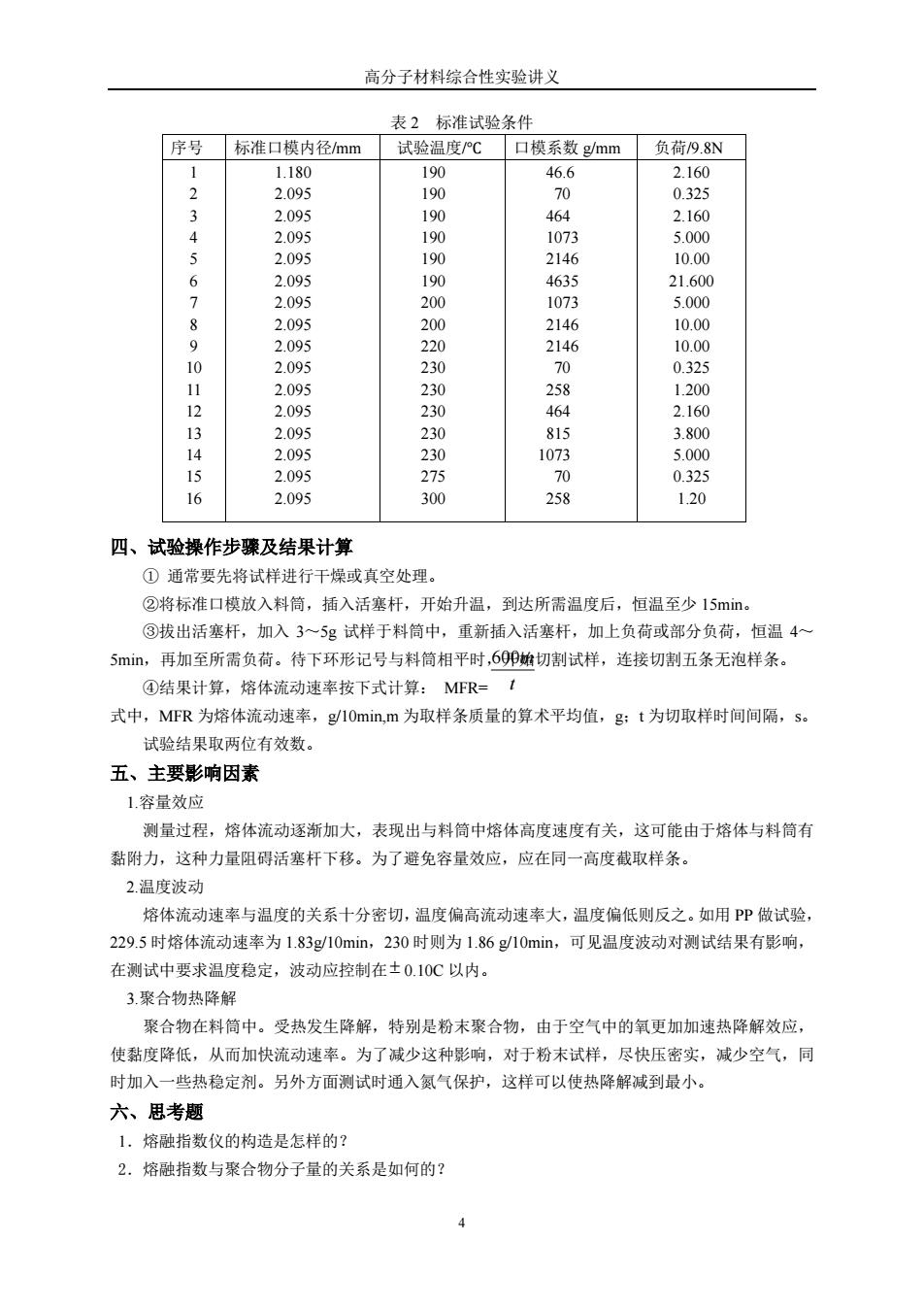
高分子材料综合性实验讲义 实验2热塑性塑料棒材的双螺杆挤出成型 一、实验目的 挤出成型是塑料主要成型工艺之一,在塑料工业中占重要地位,它可加工塑料也可加工橡胶, 用挤压法加工的塑料绝大部分是热塑性塑料(占全部热塑性塑料加工量的一半左右),可挤出成型的 制品为管、板、棒、丝、薄膜、异型材、线缆包覆物等多种塑料制品,其中塑料管材是挤出成型的 重要产品,但本实验以挤出棒材为主。 塑料棒材挤出成型实验设置目的在于使学生通过亲自挤棒材成型操作,了解挤出成型工艺过程, 认识加工过程主要设备的结构和加工原理,加深理解工艺控制原理并掌握其控制方法,通过实际控 制了解影响产品产量的因素,并学会分析和处理成型过程中出现的问题。 二、实验原理及流程 P 3 图1聚合物棒材的挤出成型工艺过程 1一挤出机头:2一定性装置:3一冷却装置:4一牵引机:5一切制机 塑料棒材的连续挤压是将塑料颗粒(或粉状)料加入单螺杆挤压机料斗内,经计量装置落入料筒 内的螺杆螺槽中,借螺杆转动在螺杆推力面作用下使物料向机头方向输送前移,并逐渐压缩,在此 过程中受螺杆剪切力作用,获得摩擦熟和料筒的加热从而温度不断上升,至达到物料的熔融温度以 上,物料转化为黏流状态,经过筛板的节制作用。压入挤出机机头被溪新分开,流经分流器支架被 分若干段,然后又重新汇合,最后进入芯棒与口模组成的环形间隙而挤出黏度较低的熔融塑料棒材。 为使挤出的熔融棒形状稳定下来,需经过定径套冷却定径并获得一定刚性,再进入水槽进一步冷却, 由可变速牵引机牵引出合格棒材,经破碎机按规定长度破碎(或卷绕成盘)成品进行包装。 三、实验原料及设备 1实验材料 本实验采用高密度聚乙烯或等规立构聚丙烯原料进行棒材挤出。 2.实验设备 根据以上分析可知,挤棒材工艺所需设备有挤出机、机头和口模、冷却水槽、牵引机和破碎机, 提高产品的产量和质量,对各设备结构特征的合理选择与设计是非常重要的。 (1)挤出机及螺杆 塑料管材挤出机一般用螺杆直径为30~150mm,选用挤出机时,一般应使口模通 道的截面积小于挤出机料筒面积的10%
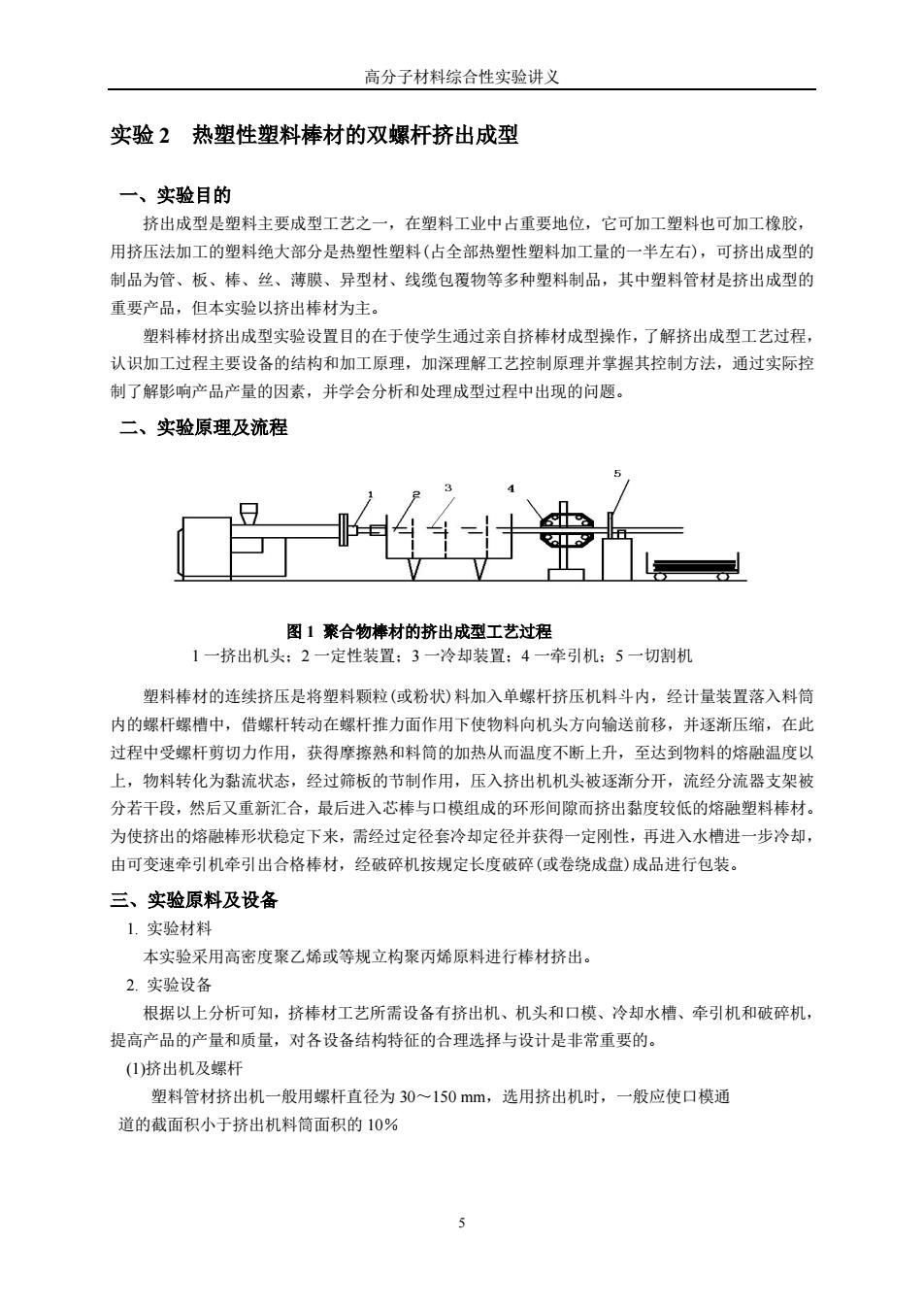
高分子材料综合性实验讲义 5 实验 2 热塑性塑料棒材的双螺杆挤出成型 一、实验目的 挤出成型是塑料主要成型工艺之一,在塑料工业中占重要地位,它可加工塑料也可加工橡胶, 用挤压法加工的塑料绝大部分是热塑性塑料(占全部热塑性塑料加工量的一半左右),可挤出成型的 制品为管、板、棒、丝、薄膜、异型材、线缆包覆物等多种塑料制品,其中塑料管材是挤出成型的 重要产品,但本实验以挤出棒材为主。 塑料棒材挤出成型实验设置目的在于使学生通过亲自挤棒材成型操作,了解挤出成型工艺过程, 认识加工过程主要设备的结构和加工原理,加深理解工艺控制原理并掌握其控制方法,通过实际控 制了解影响产品产量的因素,并学会分析和处理成型过程中出现的问题。 二、实验原理及流程 图 1 聚合物棒材的挤出成型工艺过程 1 一挤出机头;2 一定性装置;3 一冷却装置;4 一牵引机;5 一切割机 塑料棒材的连续挤压是将塑料颗粒(或粉状)料加入单螺杆挤压机料斗内,经计量装置落入料筒 内的螺杆螺槽中,借螺杆转动在螺杆推力面作用下使物料向机头方向输送前移,并逐渐压缩,在此 过程中受螺杆剪切力作用,获得摩擦熟和料筒的加热从而温度不断上升,至达到物料的熔融温度以 上,物料转化为黏流状态,经过筛板的节制作用,压入挤出机机头被逐渐分开,流经分流器支架被 分若干段,然后又重新汇合,最后进入芯棒与口模组成的环形间隙而挤出黏度较低的熔融塑料棒材。 为使挤出的熔融棒形状稳定下来,需经过定径套冷却定径并获得一定刚性,再进入水槽进一步冷却, 由可变速牵引机牵引出合格棒材,经破碎机按规定长度破碎(或卷绕成盘)成品进行包装。 三、实验原料及设备 1. 实验材料 本实验采用高密度聚乙烯或等规立构聚丙烯原料进行棒材挤出。 2. 实验设备 根据以上分析可知,挤棒材工艺所需设备有挤出机、机头和口模、冷却水槽、牵引机和破碎机, 提高产品的产量和质量,对各设备结构特征的合理选择与设计是非常重要的。 (1)挤出机及螺杆 塑料管材挤出机一般用螺杆直径为 30~150 mm,选用挤出机时,一般应使口模通 道的截面积小于挤出机料筒面积的 10%