10l材料分析方法 (2)目镜筒位于机架上方,靠圆形燕尾槽与机架固定,目镜插在其上。根据有无摄像 功能,可分为双目镜筒和三目镜筒:根据瞳距的调节方式不同,可分为铰链式和平移式。 (3)物镜转换器它是一个旋转圆盘,上有3~5个孔,分别装有低倍和高倍物镜镜头。 转动物镜转换器就可让不同倍率的物镜进入工作光路。 (4)载物台是放置玻片的平台,其中央具有通光孔。台上有一个弹性的标本夹,用来 夹住载玻片。操作移动手柄,可以使载物台面在XY双方向进行移动。 (5)调焦机构利用调焦手轮可以驱动调焦机构,使载物台作粗调和微调的升降运动 从而使被观察物体清晰成像。 2.4显微镜的重要光学技术参数 在使用光学显微镜时,人们总是希望观察到清晰而明亮的理想图像,这就需要显微镜的 各项光学技术参数达到一定的标准。显微镜的光学技术参数包括:数值孔径、分辨率、放大 率、焦深、视场宽度、覆盖差、工作距离等。这些参数并不都是越高越好,它们之间是相互联 系又相互制约的,在使用时,应根据使用的目的和实际情况来协调各参数的关系,但应以保 证分辨率为准。 2.4.1数值孔径 数值孔径简写为NA,是表示物镜分辨细节能力的参数,是物镜性能高低的重要标志。 数值孔径(NA)是物镜前透镜与被检物体之间介质的折射率()和孔径半角(α)的正弦之乘 积,用公式表示如下:NM=nsin a。 孔径角是物镜光轴上的物点与物镜前透镜的有效直径所形成的角度。孔径角越大,进 入物镜的光通量就越大,分辨率越高。孔径角与物镜的有效直径成正比,与焦点的距离成 反比。 根据阿贝成像原理,衍射光线反映了物体形貌的细节,因此一个物镜要反映物体的细 节,必须能够接收尽量多的高阶衍射光线。作为最低的要求,物镜必须能接收0级光(以P。 为中心)和部分一阶衍射极大值光线,如果能够接收全部一阶衍射光线,图像基本上不会失 去细节,因为二阶和三阶衍射极大值的强度较低,对于图像细节的贡献很小。从图2-2中可 以看出,样品的细节越微小(b的值越小),P,离P越远,形成各级衍射极大值所需要的衍射 角越大,越需要更大口径的物镜去接收衍射光线,过于细小的物体会形成超过物镜接收能力 的一阶极大值衍射光线,将无法成像。 此外,物镜接收衍射光线的能力也极大地依懒于样品与镜头之间的介质,如空气、水,玻 璃和油等。因此,数值孔径的概念能够更加有效地描述物镜的成像能力。 用显微镜观察时,孔径角是无法增大的,若想增大A值,唯一的办法是增大介质的折 射率n值。基于这一原理,就产生了水浸物镜和油浸物镜,因为介质的折射率n值大于1, NA值就能大于I。 数值孔径与其他技术参数有着密切的关系,它几乎决定和影响着其他各项技术参数 它与分辨率成正比,与焦深成反比,NA值增大,视场宽度与工作距离都会相应地变小。 2.4.2分辨率 用透镜成像时,每一个物点作为点光源,都在透镜的像平面上形成各自的埃利斑像。如 仅限读者PB18030910本人使用,阅毕请删除,不要传播
仅限读者PB18030910本人使用,阅毕请删除,不要传播

第2章光学显微技术11 果两物点相距比较远,如图2-8()所示,相应的埃利斑像彼此分开;当两物点彼此接近时 相应的埃利斑像彼此接近,直至部分重叠。瑞利(Lord Rayleigh)建议分辨两埃利斑像的判 据是:两埃利斑中心间距等于第一暗环半径R。,如图2-8(b)所示。此时,两埃利斑的强度叠 加曲线表明,两中央峰之间叠加强度比中央峰最大强度低19%,因此肉眼仍能分辨是两个 物点的像。通常把两埃利斑中心间距等于第一暗环半径R。样品上相应的两个物点间距离 △。定义为透镜能分辨的最小距离,也就是透镜的分辨本领。 △rg=Ro/M 所以 4。=061财 nsin a (2-2) h以nhg (b) 图2-8埃利斑像的强度分析 (a)两物点相距较远(b)最小分辨距离 以上内容说明,透镜能分辨的两点间的最小距离即分辨本领是由物镜的NA值与照明 光源的波长两个因素决定的,1值越大,照明光线波长越短,分辨率就越高。可见光的波长 在3900~7600nm之间,在最佳情况下,光学玻璃透镜分辨本领的理论极限可达2000 nm。 2.4.3放大率和有效放大率 由于经过物镜和目镜两次放大,所以显微镜总的放大率「应该是物镜放大率B和目镜 放大率T,的乘积:厂=BT。 放大率也是显微镜的重要参数,但不能盲目追求放大率。显微镜放大率的极限即为有 效放大倍率。当选用的物镜数值孔径不够大,即分辨率不够高时,显微镜不能分清物体的微 细结构,此时即使过度地增大放大倍率,得到的也只能是一个轮廓虽大但细节不清的图像, 此时的放大率称为无效放大倍率。 反之,如果分辨率已满足要求而放大率不足,则显微镜虽已具备分辨的能力,但因图像 太小而仍然不能被人眼清晰看见。因此光学显微镜必须提供足够的放大倍率,把它能分辨 仅限读者PB18030910本人使用,阅毕请删除,不要传播
仅限读者PB18030910本人使用,阅毕请删除,不要传播

12材料分新方法 的最小距离放大到人眼能分辨的程度。相应的放大倍数叫作有效放大倍率,它可由下式来 确定: Mt=△r/△r (2-3) 式中:△r为人眼的分辨本领 人眼的分辨本领大约是0.2mm,光学显微镜分辨本领的极限大约是0.24m(2000 ),相应的有效放大倍数为1000倍。为了减轻人眼的负担,所选用的放大倍数应比有效 放大倍数略高些,使人眼感到轻松,根据上述原则确定光学显微镜的最高放大倍数是1000 ~1500倍。 2.4.4光学透镜的像差 通常平行于透镜光轴的光线在通过透镜后并不会聚于一点,而是会聚成一个模糊的斑 点或弥散圈。同样,一个物体通过透镜也不可能形成完全相似的像,图像往往发生了变形。 造成这些缺陷的主要原因是透镜本身存在的各种像差。 1.球面像差(简称球差) 平行于主轴的光线通过凸透镜时发生折射,边缘与中心 部分的折射光不能会聚于一点(图29):即使是同一种波长 的单色光通过透镜的整个表面,也具有同样的表现。离透镜 主轴远的光线因折射率大而交点离透镜近;离透镜主轴近的 光线因折射率小而交点离透镜远。这个位置差称为球面像 差。如果摄影镜头有球面像差,就不可能形成清晰的影像。 为了减小球面像差,可采用组合透镜作为物镜进行校 正。此外还可以在使用显微镜时适当调节孔径光阑,控制入 图2.9球面像差示意 射光束的粗细,让一束细光通过透镜的中心部位,从而把球 面像差减小到最低限度。但这样做由于孔径角减小,会使分 辨率降低。 2.色像差 当用白光照射时,会形成一系列不同颜色的像。这是由于组成白光的各色光波长不同, 折射率不同,因而成像的位置也不同,这就是色像差(图2-10)。消除色像差比较困难,一般 采用由不同的透镜组合制成的物镜进行校正。 戴蓝青绿黄格红 图2-10色像差示意 3.像域弯曲 垂直于光轴的直立的物体经过透镜后会形成一个弯曲的像面,称为像域弯曲,如图211 仅限读者 18030910本人使用, 阅毕请删除 不要传播
仅限读者PB18030910本人使用,阅毕请删除,不要传播
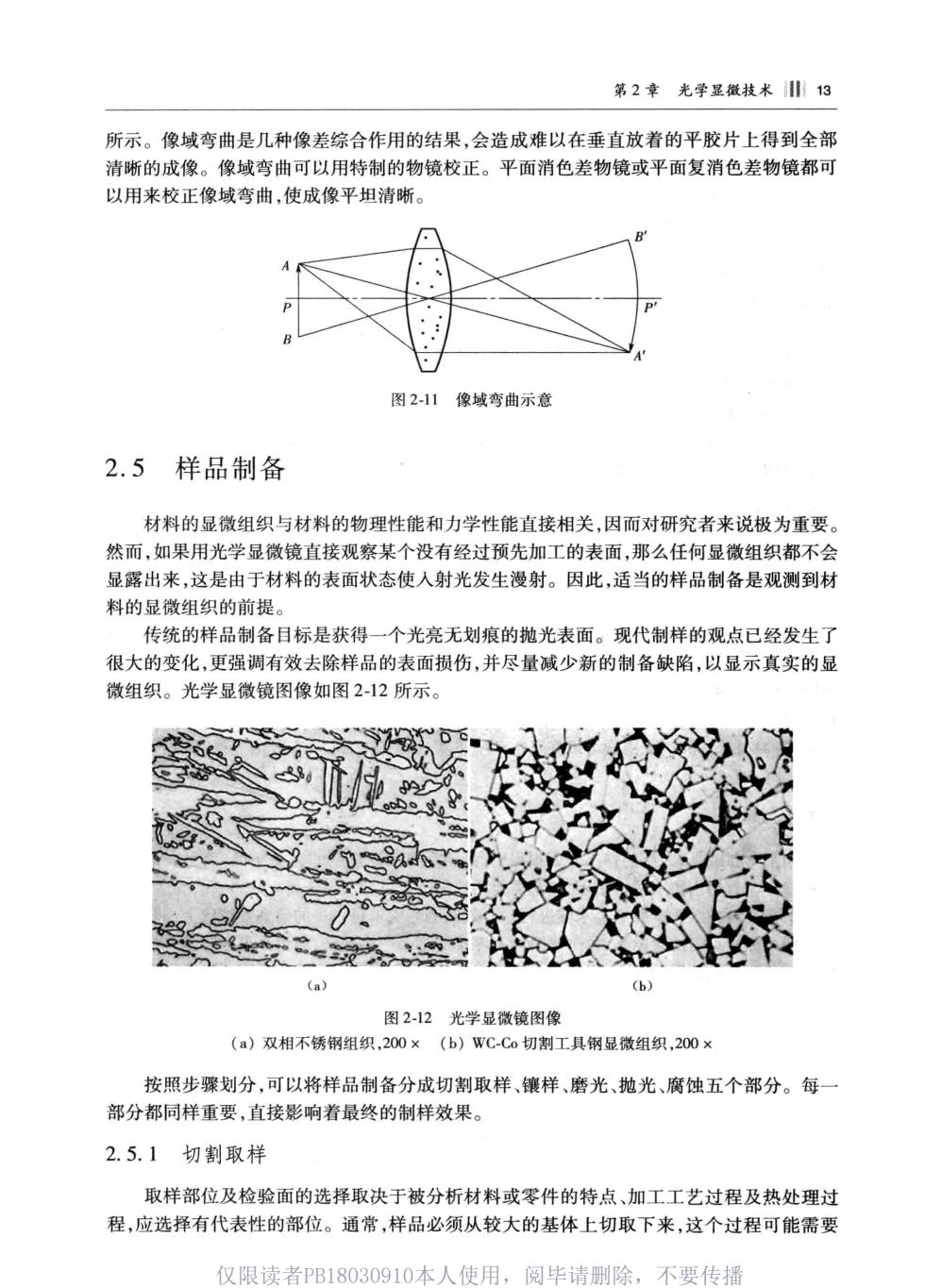
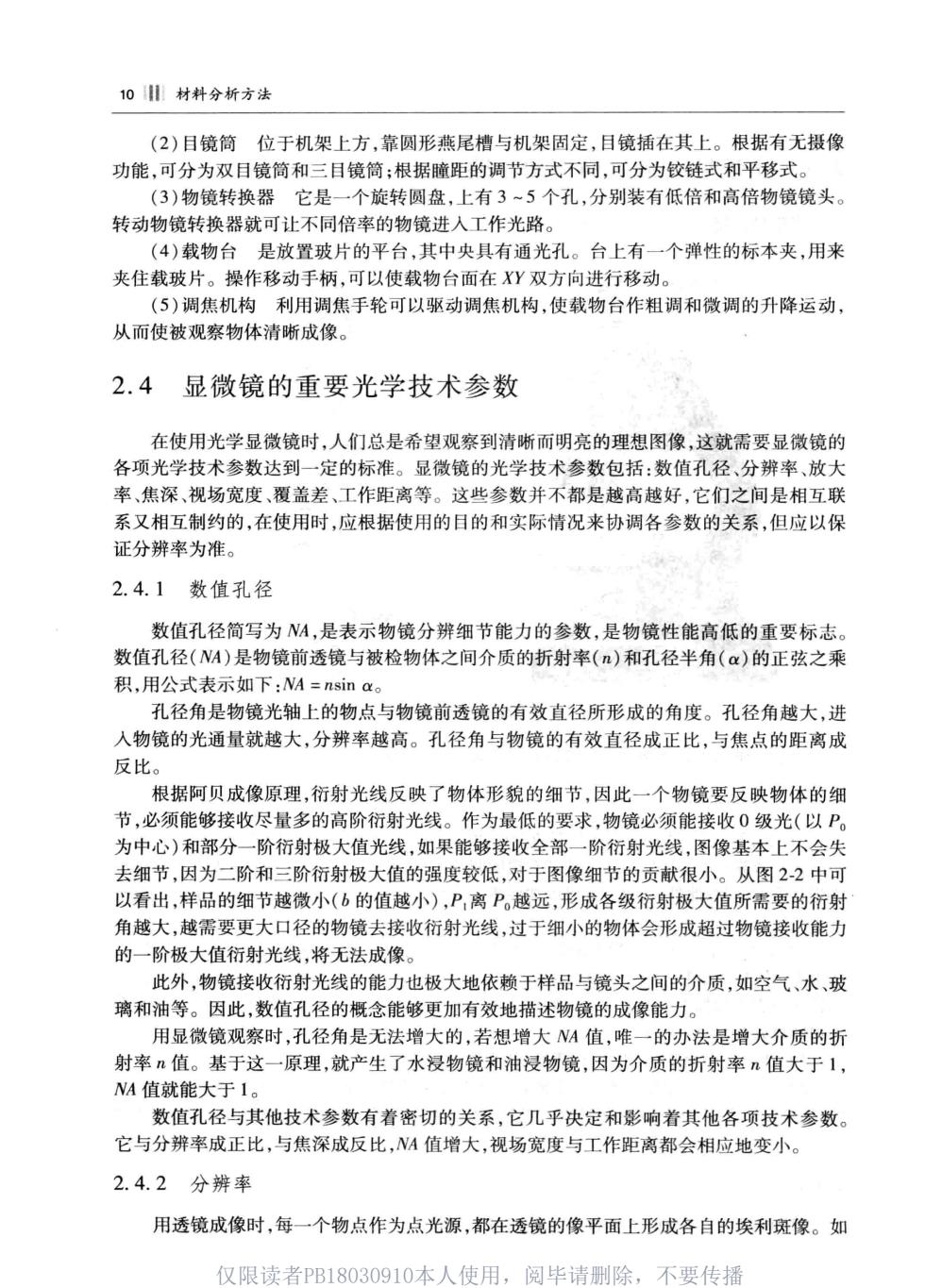
第2章光学显微技术13 所示。像域弯曲是几种像差综合作用的结果,会造成难以在垂直放着的平胶片上得到全部 清晰的成像。像域弯曲可以用特制的物镜校正。平面消色差物镜或平面复消色差物镜都可 以用来校正像域弯曲,使成像平坦清晰。 图2-11像域弯曲示意 2.5样品制备 材料的显微组织与材料的物理性能和力学性能直接相关,因而对研究者来说极为重要。 然而,如果用光学显微镜直接观察某个没有经过预先加工的表面,那么任何显微组织都不会 显露出来,这是由于材料的表面状态使入射光发生漫射。因此,适当的样品制备是观测到材 料的显微组织的前提 传统的样品制备目标是获得一个光亮无划痕的抛光表面。现代制样的观点已经发生了 很大的变化,更强调有效去除样品的表面损伤,并尽量减少新的制备缺陷,以显示真实的显 微组织。光学显微镜图像如图2-12所示 h 图2-12光学显微镜图像 (a)双相不锈钢组织,200×(b)WC-Co切割工具钢显微组织,200× 按照步骤划分,可以将样品制备分成切割取样、镶样、磨光、抛光、腐蚀五个部分。每 部分都同样重要,直接影响着最终的制样效果。 2.5.1切割取样 取样部位及检验面的选择取决于被分析材料或零件的特点、加工工艺过程及热处理过 程,应选择有代表性的部位。通常,样品必须从较大的基体上切取下来,这个过程可能需要 仅限读者PB18030910本人使用,阅毕请删除,不要传播
仅限读者PB18030910本人使用,阅毕请删除,不要传播
14材料分析方法 一种或几种样品切取方法。例如工厂的棒料,样品可能首先用锯床切取或无冷却剂冷却的 砂轮切割机切取,然后送到实验室用带冷却的砂轮切割机切到更小的尺寸以便制备。 事实上所有的切割方法都会对样品造成损伤,有些方法如火焰切割或无冷却剂冷却的 砂轮切割会对样品造成极大的损伤,以至于在后续工序中无法轻易去除。因此,切割这一步 骤的目的不仅仅是切出一块样品,而是使样品留下的残余损伤最少。正确的切割应遵循 “最小接触面积”原则,即使切割轮和样品之间的接触面积最小。这就意味着要对切割轮的 类型和厚度、切割动作及润滑剂等参数进行优化。 切割用的砂轮片可分为磨耗型和非磨耗型两种。传统的切割砂轮片为磨耗型,主要有 两种磨料:适用于切割铁基合金的氧化铝颗粒和适用于切割非铁基合金的碳化硅颗粒。新 型的非磨耗型切割片是在切割片边缘黏结不同粒度和浓度的金刚石或立方氮化硼磨料,分 别用于切割硬脆性和延性材料,使用寿命很长。 此外,现代技术的发展也逐步改进了切割方式和切割片的运动轨迹。新型的自动轨道 式砂轮切割机和精密切割机可以实现低损伤的快速切割。 2.5.2镶样 如果样品大小合适且便于把持,有时可不镶样,直接进行后续的步骤。但在样品尺寸过 小或形状极不规则,样品易碎需要保护或进行自动化样品制备的情况下,就需要进行样品的 镶嵌 镶样可分为两大类。①采用专门的镶样机和树脂粉末,在合适的加热温度和压力下,将 试样镶嵌在固化的树脂中。这一方法称为热压镶嵌,也称热镶嵌。②在室温下将混合好的 树脂液体(由树脂和固化剂按一定比例配成)浇入不同尺寸的样品杯中,通过放热反应使树 脂固化。这一方法称为室温可浇注镶嵌,也称冷镶嵌。冷镶嵌温度较低,适用于对压力和热 量敏感的材料。同时,冷镶嵌可以在真空环境下实现树脂的渗透,有效填充样品中的裂纹 孔隙等。 2.5.3磨光 切割(和禳嵌)之后的样品表面很粗糙,是一个布满划痕的非完美平面,而且表面以下 的材料存在着切割留下的损伤层,这都需要后续的磨光过程加以改善。 磨光通常在碳化硅砂纸上水湿进行。有效的磨光要求每一步的研磨颗粒比上一步的小 一或两个标号。需注意的是,每一步磨光工序木身都会产生损伤,但也都可去除上一步的拐 伤。随研磨颗粒粒度的减小,损伤的深度将减小,金属去除速率也随之下降。最后一道磨光 工序产生的损伤层应非常浅,以保证能在以后的抛光过程中去除。手工磨光时,相邻工序间 的磨痕应互相垂直,这是为了将上一工序的磨痕全部去除,同时使样品的磨面保持平整并平 行于原来的磨面。 手工磨光效率较低,制样效果强烈地依赖于技术人员的经验,重复性差。先进的半自动 或自动制样设备可以有效解决这些问题。这类设备的磨盘转速和转向可调,自动给水,工作 头配有可夹持多个样品的夹持器,工作头的转速和加载力也可根据需要精确设定。技术人 员只需更换不同标号的砂纸,就可以实现样品的批量制备,且样品制备的 一致性和质量均得 到提高。 仅限读者 18030910本人使用 阅毕请删除 不要传播
仅限读者PB18030910本人使用,阅毕请删除,不要传播