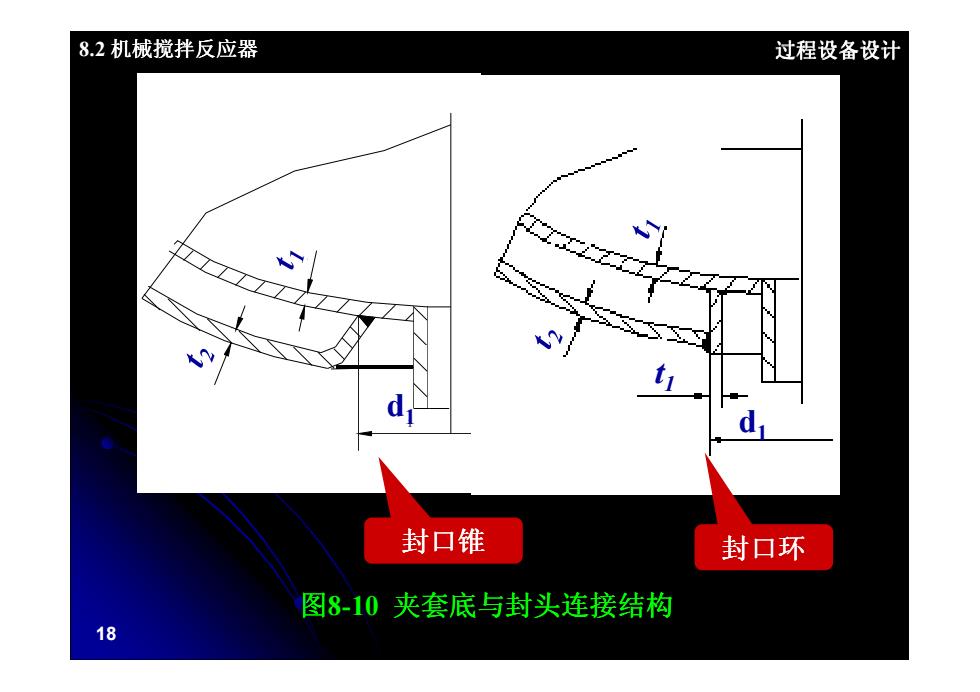
8.2机械搅拌反应器 过程设备设计 封口锥 封口环 图8-10夹套底与封头连接结构 18
t1 t2 8.2 机械搅拌反应器 过程设备设计 18 d1 t2 t1 d1 d1 封口环 图8-10 夹套底与封头连接结构 封口锥
8.2机械搅拌反应器 过程设备设计 介质流通特点 载热介质流经夹套与筒体的环形面积,流道面积大、 流速低、传热性能差。 提高传热效率的措施: ①在筒体上焊接螺旋导流板,减小流道截面积, 增加冷却水流速,见图8一7; ②进口处安装扰流喷嘴,使冷却水呈湍流状态, 提高传热系数; ③®夹套的不同高度处安装切向进口,提高冷却 水流速,增加传热系数。 19
8.2 机械搅拌反应器 过程设备设计 介质流通特点 载热介质流经夹套与筒体的环形面积,流道面积大、 流速低、传热性能差。 提高传热效率的措施: 19 ① 在筒体上焊接螺旋导流板 ① 在筒体上焊接螺旋导流板,减小流道截面积 ,减小流道截面积, 增加冷却水流速,见图8-7; ② 进口处安装扰流喷嘴 ② 进口处安装扰流喷嘴,使冷却水呈湍流状态 ,使冷却水呈湍流状态, 提高传热系数; ③ 夹套的不同高度处安装切向进口 ③ 夹套的不同高度处安装切向进口,提高冷却 水流速,增加传热系数 ,增加传热系数
8.2机械搅拌反应器 过程设备设计 2.型钢夹套 构成 角钢与筒体焊接组成,见图8一11。 沿筒体外壁轴向布置 型钢的刚度大, 结构 弯曲成螺旋形 沿筒体外壁螺旋布置 时加工难度大 20
8.2 机械搅拌反应器 过程设备设计 2.型钢夹套 构成——角钢与筒体焊接组成,见图8—11。 沿筒体外壁轴向布置 型钢的刚度大, 20 结构 沿筒体外壁螺旋布置 型钢的刚度大, 弯曲成螺旋形 时加工难度大
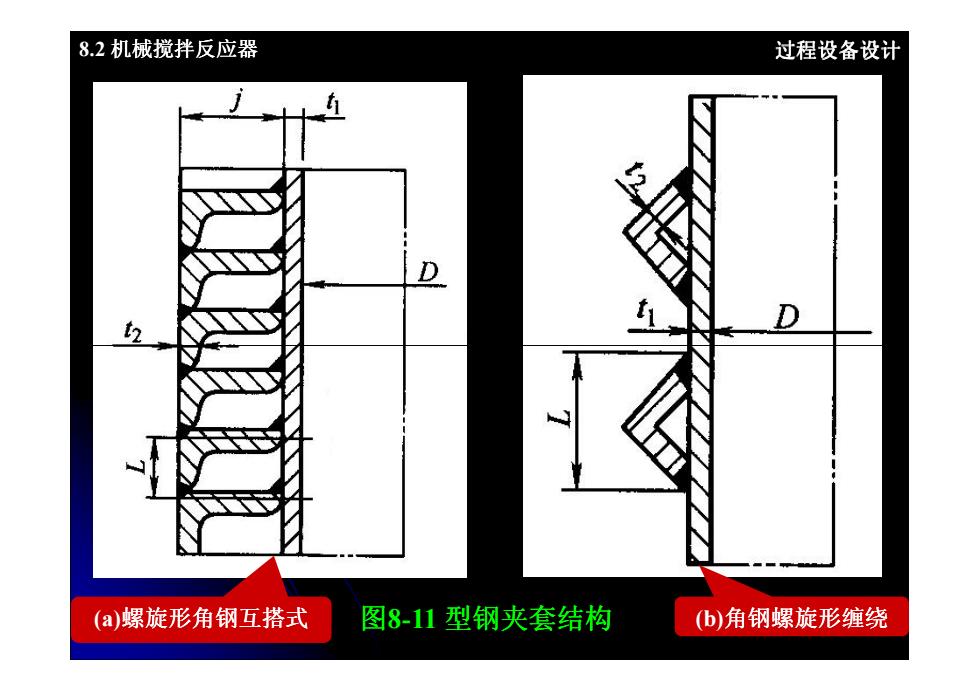
8.2机械搅拌反应器 过程设备设计 (a)螺旋形角钢互搭式 图8-11型钢夹套结构 (b)角钢螺旋形缠绕
8.2 机械搅拌反应器 过程设备设计 (a) 21 螺旋形角钢互搭式 图8-11 型钢夹套结构 (b)角钢螺旋形缠绕
8.2机械搅拌反应器 过程设备设计 3.半圆管夹套 特性 半圆管或弓形管由带材压制而成,加工方便。 当载热介质流量小时宜采用弓形管。 缺点:焊缝多,焊接工作量大, 筒体较薄时易造成焊接 变形。见图8一12。 螺旋形缠绕在简体外侧 结构 沿筒体轴向平行焊在筒体外侧 沿筒体圆周方向平行焊接在筒体外侧 图8-13 22
8.2 机械搅拌反应器 过程设备设计 3.半圆管夹套 特性—— 半圆管或弓形管由带材压制而成,加工方便。 当载热介质流量小时宜采用弓形管。 缺点:焊缝多,焊接工作量大 ,焊接工作量大, 筒体较薄时易造成焊接 22 变形。见图8—12。 结构 螺旋形缠绕在筒体外侧 沿筒体轴向平行焊在筒体外侧 沿筒体圆周方向平行焊接在筒体外侧 图8-13