系统中。 所谓顺序控制是使生产机械或生产过程按预先规定的时序(或现场输入条件等)而顺序动作 的自动控制系统。目前这类系统中多采用微处理器构成的可编程序控制器(PC或PLC)。可编程 序控制器使用方便,可靠性高,应用广泛。 所谓数字程序控制系统是指能根据输入的指令和数据,控制生产机械按规定的工作顺序、运 动嘞迹、运动距离和运动速度等规律而自动完成工作的自动控制系统。数字程序控制系统(通常 简称数控)一般用于机床控制系统中,这类机床被称为数控机床。 目前数控系统多采用16位或32位工业控制微机系统或多微处理机系统控制。它按运动轨迹 可以分为点位控制系统和轮廓(轨迹)控制系统。点位控制系统中,被控机构(如刀具)在移动 中不进行加工,对运动轨迹没有具体要求,只要能准确定位即可,它适用于数控钻床、冲床等类 机床的控制。轮廓控制系统中,被控机构按加工件的设计轮廓曲线连续地移动,并在移动中进行 加工,最终将工件加工成所需的形状,它适用于数控铣床、车床、线切割机、绣花机等机床和生 产机械的控制。 在图5-9中表示出一个在线、开环、实时的简单机床数字程序控制系统的构成框图。根据所 使用的软件,该系统既可以设计成平面点位控制系统,又可设计成平面轮廓控制系统。图中微型 计算机是系统的核心部件,它完成程序和数据的输入、存储、加工轨迹计算和步进电动机控制程 序、显示程序、故障诊断程序等控制程序的执行等。 控制台 图59简单机床数字程序控制系统构成框图 4、工业机器人 工业机器人是一种应用计算机进行控制的替代人进行工作的高度自动化系统,它主要由控制 器、驱动器、夹持器、手臂和各种传感器组成。工业机器人计算机系统能够对力觉、触觉、视觉 等外部反馈信息讲行感知、理解、决第,并及时按要求驱动云动装置、语音系统完成相应任条。 图5-10给出了智能机器人的一般结构,它是一个多级的计算机控制系统。可以这样说:没有计 机,就没有现代的工业机器人。 象 处 扬声器 示松 知识库 6
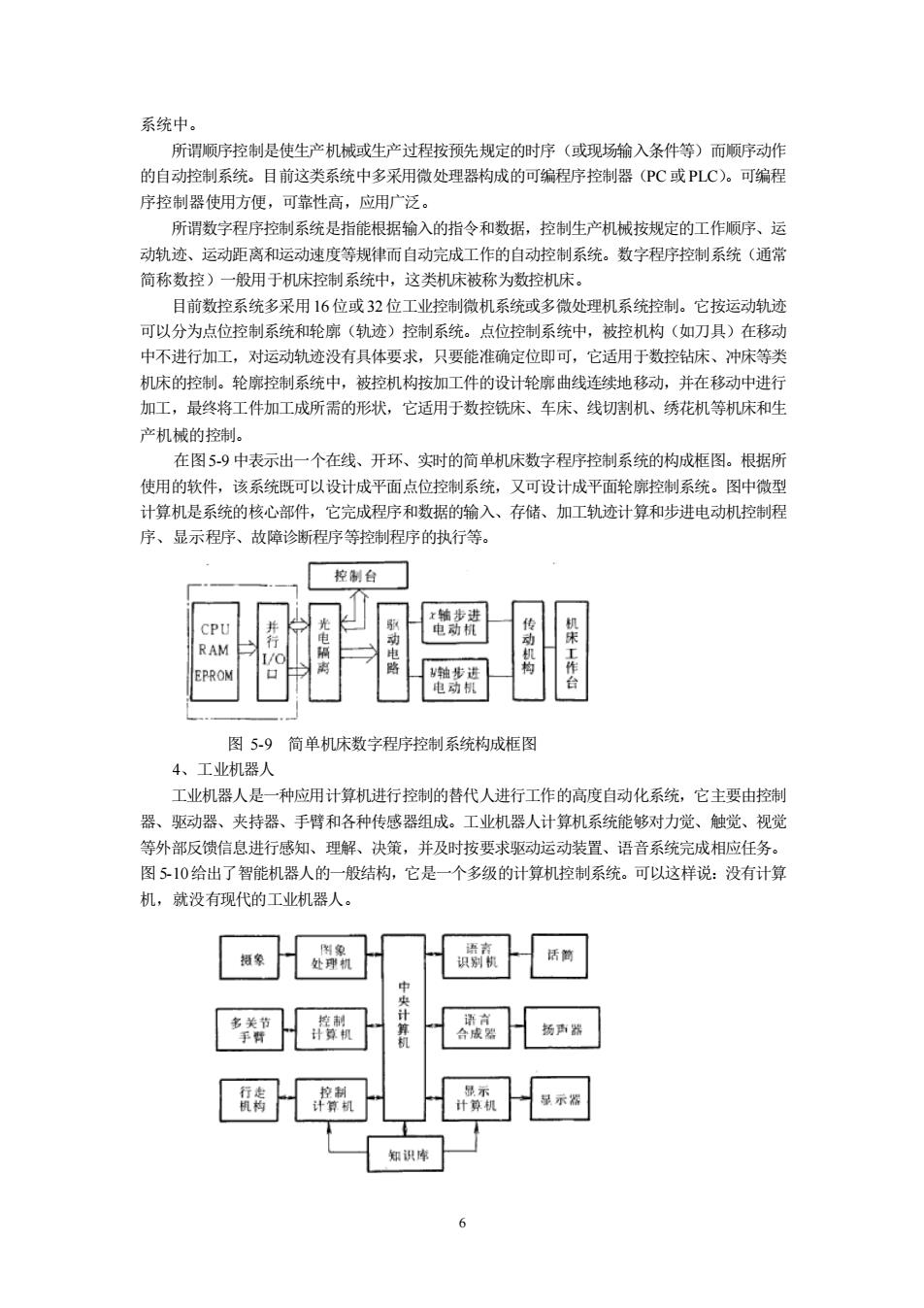
6 系统中。 所谓顺序控制是使生产机械或生产过程按预先规定的时序(或现场输入条件等)而顺序动作 的自动控制系统。目前这类系统中多采用微处理器构成的可编程序控制器(PC 或PLC)。可编程 序控制器使用方便,可靠性高,应用广泛。 所谓数字程序控制系统是指能根据输入的指令和数据,控制生产机械按规定的工作顺序、运 动轨迹、运动距离和运动速度等规律而自动完成工作的自动控制系统。数字程序控制系统(通常 简称数控)一般用于机床控制系统中,这类机床被称为数控机床。 目前数控系统多采用16位或32位工业控制微机系统或多微处理机系统控制。它按运动轨迹 可以分为点位控制系统和轮廓(轨迹)控制系统。点位控制系统中,被控机构(如刀具)在移动 中不进行加工,对运动轨迹没有具体要求,只要能准确定位即可,它适用于数控钻床、冲床等类 机床的控制。轮廓控制系统中,被控机构按加工件的设计轮廓曲线连续地移动,并在移动中进行 加工,最终将工件加工成所需的形状,它适用于数控铣床、车床、线切割机、绣花机等机床和生 产机械的控制。 在图5-9 中表示出一个在线、开环、实时的简单机床数字程序控制系统的构成框图。根据所 使用的软件,该系统既可以设计成平面点位控制系统,又可设计成平面轮廓控制系统。图中微型 计算机是系统的核心部件,它完成程序和数据的输入、存储、加工轨迹计算和步进电动机控制程 序、显示程序、故障诊断程序等控制程序的执行等。 图 5-9 简单机床数字程序控制系统构成框图 4、工业机器人 工业机器人是一种应用计算机进行控制的替代人进行工作的高度自动化系统,它主要由控制 器、驱动器、夹持器、手臂和各种传感器组成。工业机器人计算机系统能够对力觉、触觉、视觉 等外部反馈信息进行感知、理解、决策,并及时按要求驱动运动装置、语音系统完成相应任务。 图 5-10给出了智能机器人的一般结构,它是一个多级的计算机控制系统。可以这样说:没有计算 机,就没有现代的工业机器人
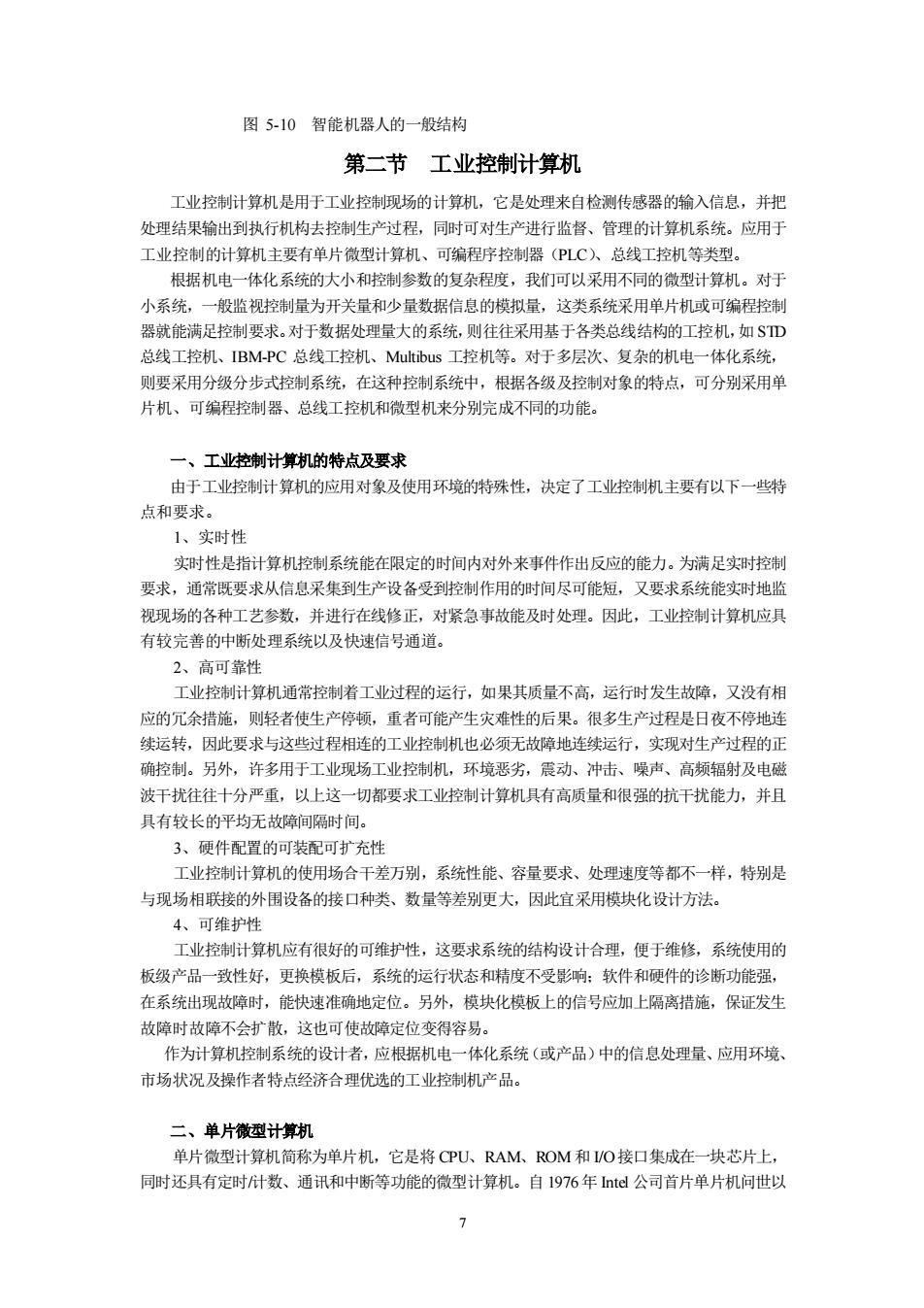
图5-10智能机器人的一般结构 第二节工业控制计算机 工业控制计算机是用于工业控制现场的计算机,它是处理来自检测传感器的输入信息,并把 处理结果输出到执行机构去控制生产过程,同时可对生产进行监督、管理的计算机系统。应用于 工业控制的计算机主要有单片微型计算机、可编程序控制器(PLC入总线工控机等类型。 根据机电一体化系统的大小和控制参数的复杂程度,我们可以采用不同的微型计算机。对于 小系统 般监视控制量为开关量和少量数据信息的模拟量,这类系统采用单片机或可编程控 器就能满足控制要求。对于数据处理量大的系统,则往往采用基于各类总线结构的工控机,如STD 总线工控机、IBM-PC总线工控机、Multibus工控机等。对于多层次、复杂的机电一体化系统, 则要采用分级分步式控制系统,在这种控制系统中,根据各级及控制对象的特点,可分别采用单 片机、可编程控制器、总线工控机和微型机来分别完成不同的功能。 、工业控制计算机的特点及要求 由于工业控制计算机的应用对象及使用环境的特殊性,决定了工业控制机主要有以下一些特 点和要求。 1、实时性 实时性是指计算机控制系统能在限定的时间内对外来事件作出反应的能力。为满足实时控制 要求,通常慨要求从信息采集到生产设备受到控制作用的时间尽可能短,又要求系统能实时地监 视现场的各种工艺参数,并进行在线修正,对紧急事故能及时处理。因此,工业控制计算机应具 有较完善的中惭处理系统以及快速信号通道。 2、高可靠性 工业控制计算机通常控制者工业过程的运行,如果其质量不高,运行时发生故障,又没有相 应的冗余措施,则轻者使生产停顿,重者可能产生灾难性的后果。很多生产过程是日夜不停地连 续运转,因此要求与这些过程相连的工业控制机也必须无故障地连续运行,实现对生产过程的正 确控制。另外,许多用于工业现场工业控制机,环墙恶劣,需动、冲击、噪声、高领细射及电磁 波干扰往往十分严重,以上这一切都要求工业控制计算机具有高质量和很强的抗干扰能力,并且 具有较长的平均无故障间隔时间。 3、硬件配置的可装配可扩充性 工业控制计算机的使用场合干差万别,系统性能、容量要求、处理速度等都不一样,特别是 与现场相联接的外围设备的接口种类、数量等差别更大,因此宜采用模块化设计方法。 4、可维护性 工业控制计算机应有很好的可维护性,这要求系统的结构设计合理,便于维修,系统使用的 板级产品一致性好,更换模板后,系统的运行状态和精度不受影响:软件和硬件的诊断功能强, 在系统出现故障时,能快速准确地定位。另外,模块化模板上的信号应加上隔离措施,保证发生 故障时故障不会扩散,这也可使故障定位变得容易, 作为计算机控制系统的设计者,应根据机电一体化系统(或产品)中的信总处理量、应用环境, 市场状况及操作老特占经济合理代洗的工业控制机产品。 二、单片微型计算机 单片微型计算机简称为单片机,它是将©PU、RAM、OM和/O接口集成在块芯片上 同时还具有定时计数、通讯和中断等功能的微型计算机。自1976年nt公司首片单片机问世
7 图 5-10 智能机器人的一般结构 第二节 工业控制计算机 工业控制计算机是用于工业控制现场的计算机,它是处理来自检测传感器的输入信息,并把 处理结果输出到执行机构去控制生产过程,同时可对生产进行监督、管理的计算机系统。应用于 工业控制的计算机主要有单片微型计算机、可编程序控制器(PLC)、总线工控机等类型。 根据机电一体化系统的大小和控制参数的复杂程度,我们可以采用不同的微型计算机。对于 小系统,一般监视控制量为开关量和少量数据信息的模拟量,这类系统采用单片机或可编程控制 器就能满足控制要求。对于数据处理量大的系统,则往往采用基于各类总线结构的工控机,如 STD 总线工控机、IBM-PC 总线工控机、Multibus 工控机等。对于多层次、复杂的机电一体化系统, 则要采用分级分步式控制系统,在这种控制系统中,根据各级及控制对象的特点,可分别采用单 片机、可编程控制器、总线工控机和微型机来分别完成不同的功能。 一、工业控制计算机的特点及要求 由于工业控制计算机的应用对象及使用环境的特殊性,决定了工业控制机主要有以下一些特 点和要求。 1、实时性 实时性是指计算机控制系统能在限定的时间内对外来事件作出反应的能力。为满足实时控制 要求,通常既要求从信息采集到生产设备受到控制作用的时间尽可能短,又要求系统能实时地监 视现场的各种工艺参数,并进行在线修正,对紧急事故能及时处理。因此,工业控制计算机应具 有较完善的中断处理系统以及快速信号通道。 2、高可靠性 工业控制计算机通常控制着工业过程的运行,如果其质量不高,运行时发生故障,又没有相 应的冗余措施,则轻者使生产停顿,重者可能产生灾难性的后果。很多生产过程是日夜不停地连 续运转,因此要求与这些过程相连的工业控制机也必须无故障地连续运行,实现对生产过程的正 确控制。另外,许多用于工业现场工业控制机,环境恶劣,震动、冲击、噪声、高频辐射及电磁 波干扰往往十分严重,以上这一切都要求工业控制计算机具有高质量和很强的抗干扰能力,并且 具有较长的平均无故障间隔时间。 3、硬件配置的可装配可扩充性 工业控制计算机的使用场合干差万别,系统性能、容量要求、处理速度等都不一样,特别是 与现场相联接的外围设备的接口种类、数量等差别更大,因此宜采用模块化设计方法。 4、可维护性 工业控制计算机应有很好的可维护性,这要求系统的结构设计合理,便于维修,系统使用的 板级产品一致性好,更换模板后,系统的运行状态和精度不受影响;软件和硬件的诊断功能强, 在系统出现故障时,能快速准确地定位。另外,模块化模板上的信号应加上隔离措施,保证发生 故障时故障不会扩散,这也可使故障定位变得容易。 作为计算机控制系统的设计者,应根据机电一体化系统(或产品)中的信息处理量、应用环境、 市场状况及操作者特点经济合理优选的工业控制机产品。 二、单片微型计算机 单片微型计算机简称为单片机,它是将 CPU、RAM、ROM 和 I/O接口集成在一块芯片上, 同时还具有定时/计数、通讯和中断等功能的微型计算机。自 1976年 Intel 公司首片单片机问世以
来,随着集成电路制造技术的发展,单片机的PU依次出现了8位和16位机型,并使运行速度、 存储器容量和集成度不断提高。现在比较常用的单片机一般具有数十K的闪存、16位的WD及 看门狗等功能,而各种满足专门需要的单片机也可由生产厂家定做。 单片机以其体积小、功能齐全、价格低等优点,越来越被广泛地应用在机电一体化产品中, 特别是在数字通信产品、智能化家用电器和智能仪器领域,单片机以其几元到几十元人民币的价 格优势独霸天下。由于单片机的数据处理能力和接口限制,在大型工业控制系统中,它一般只能 辅助中央计算机系统测试一些信号的数据信息和完成单一量控制。 单片机的生产厂家和种类很多,如:美国Intel公司的MCS系列、og公司的SUPER系列 Motolora公司的6801和6805系列,日本National公司的MN6800系列、HⅢTA☑HI公司的HD630, 系列等,其中Itl公司的MCS单片机产品在国际市场上占有最大的份额,在我国也获得最广泛 的应用。下面以MCS系列单片机为例,来介绍单片机的结构、性能及使用上的特点。 1、 MCS- 48单片机系列 MCS一48系列是8位的单片机,根据存储器的配置不同,该系列包括有8048、8049、8021、 8035等多种机型,由于价格低廉,目前仍有简单的控制场合在使用。其主要特点是: (1)8位CPU,工作频率16Mz (2)64字节RAM数据存储器,1K字节程序存储器 (3)5V电源,40引陆脚双列直插式封装 (4)6NM工作频率时机器周期为25 ,所有指令为12个机器周期: (5)有96条指令,其中大部分为单字节指令: (6)8字节堆栈,单级中断,2个中断源 (7)两个工作存器 (8)一个8位定时/计数器 2、MCS一51单片机系列 MCS一51系列比48系列要先进得多,也是市场上应用最普遍的机型。它具有更大的存储器 扩展能力、更丰富的指令系统和配置了更多的实用功能。MCS一51单片机也是8位的单片机,该 系列包括有8031、8051、8751、2051、89C51等多种机型。其主要特点是: (1)8位CPU,工作频率1~I2M (2)128字节RAM数据存储器,4K字节ROM程序存储器 (3)5V电源,40引脚双列直插式封装 (4)12M工作频率时机器周期为1s,所有指令为14个机器周期 (5)外部可分别扩展64K数据存储器和程序存储器: (6)2级中断,5个中断源 (7)21个专用寄存器,有位寻址功能 (8)2个16位定时计数器,1个全双工串行通讯口 (9)4组8位/O口 3、 MCS 96单片机系列 MCS96系列是16位单片机,适用于高速的控制和复杂数据处理系统中,硬件和指令系统 的设计上较8位机有很多不同之处。MCS一96单片机系列主要有8096、8094、8396、8394、8796 等多种机型。其主要特点是: (1)16位CPU,工作烦率6-12MHz (2)232字节RAM数据存储器,8K字节ROM程序存储器 (3)48和68两种引脚,多种封装形式 8
8 来,随着集成电路制造技术的发展,单片机的 CPU 依次出现了 8位和 16位机型,并使运行速度、 存储器容量和集成度不断提高。现在比较常用的单片机一般具有数十 K 的闪存、16 位的 A/D 及 看门狗等功能,而各种满足专门需要的单片机也可由生产厂家定做。 单片机以其体积小、功能齐全、价格低等优点,越来越被广泛地应用在机电一体化产品中, 特别是在数字通信产品、智能化家用电器和智能仪器领域,单片机以其几元到几十元人民币的价 格优势独霸天下。由于单片机的数据处理能力和接口限制,在大型工业控制系统中,它一般只能 辅助中央计算机系统测试一些信号的数据信息和完成单一量控制。 单片机的生产厂家和种类很多,如:美国Intel公司的 MCS系列、Zilog公司的 SUPER系列、 Motolora公司的 6801和 6805系列,日本 National公司的 MN6800系列、HITACHI 公司的HD6301 系列等,其中Intel公司的 MCS单片机产品在国际市场上占有最大的份额,在我国也获得最广泛 的应用。下面以 MCS系列单片机为例,来介绍单片机的结构、性能及使用上的特点。 1、 MCS—48 单片机系列 MCS—48系列是 8位的单片机,根据存储器的配置不同,该系列包括有8048、8049、8021、 8035 等多种机型,由于价格低廉,目前仍有简单的控制场合在使用。其主要特点是: (1)8 位 CPU,工作频率 1~6MHz (2)64 字节RAM 数据存储器,1K 字节程序存储器 (3)5V 电源,40 引脚双列直插式封装 (4)6MHz 工作频率时机器周期为 2.5µs,所有指令为1~2 个机器周期: (5)有 96 条指令,其中大部分为单字节指令; (6)8 字节堆栈,单级中断,2 个中断源 (7)两个工作寄存器区 (8)一个 8 位定时/计数器 2、 MCS—51 单片机系列 MCS—51 系列比 48 系列要先进得多,也是市场上应用最普遍的机型。它具有更大的存储器 扩展能力、更丰富的指令系统和配置了更多的实用功能。MCS—51单片机也是 8位的单片机,该 系列包括有8031、8051、8751、2051、89C51 等多种机型。其主要特点是: (1)8 位 CPU,工作频率 1~12MHz (2)128 字节 RAM 数据存储器,4K 字节ROM 程序存储器 (3)5V 电源,40 引脚双列直插式封装 (4)12MHz 工作频率时机器周期为1µs,所有指令为1~4 个机器周期: (5)外部可分别扩展 64K 数据存储器和程序存储器; (6)2 级中断,5 个中断源 (7)21 个专用寄存器,有位寻址功能 (8)2 个 16 位定时/计数器,1 个全双工串行通讯口 (9)4 组 8 位 I/O 口 3、 MCS—96 单片机系列 MCS—96 系列是 16 位单片机,适用于高速的控制和复杂数据处理系统中,硬件和指令系统 的设计上较 8位机有很多不同之处。MCS—96单片机系列主要有 8096、8094、8396、8394、8796 等多种机型。其主要特点是: (1)16 位 CPU,工作频率6~12MHz (2)232 字节 RAM 数据存储器,8K 字节ROM 程序存储器 (3)48 和 68两种引脚,多种封装形式
(4)高速VO接口,能测量和产生高分辨率的脉冲(12MHz时是2μs),6条专用IO,2条 可编程VO: (5)外部可分别扩展64K数据存储器和程序存储器: (6)可综程8级优先中断,21个中断源 (7)脉宽调制输出,提供一组能变脉宽的可编程脉宽信号 (8)2个16位定时计数器,4个16位软件定时器 (9)5组8位/O口 (10)10位WD转换器,可接受4路或8路的模拟量输入 (11)6.25us的16位乘16位和32位除16位指令 (I2)运行时可对EPROM编程,ROM/EPROM的内容可加密 (13)全双工串行通讯口及专门的波特率发生器 另外一种16位的单片机是8098单片机,其内部结构和性能与8096完全一样,但外部数据总 线却只有8位,因此是准16位单片机。由于808减少了0线,其外形结构简化,芯片的制造 成本降低,因此应用非常广泛。MCS98单片机系列主要有8398、8798等几种机型。 三、可编程序控削器(PC) 在制造业的自动化生产线上,各道工序都是按预定的时间和条件顺序执行的,对这种自动化 生产线进行控制的装置称为顺序控制器。以往顺序控制器主要是由继电器组成,改变生产线工序。 执行次序或条件需改变硬件连线。随着大规模集成电路和微处理器在顺序控制器中的应用,顺序 控制器开始采用类似微型计算机的通用结构,把程序存储于存储器中,用软件实现开关量的逻辑 运算、延时等过去用继电器完成的功能,形成了可编程序逻辑控制器PLC(Programable Log( Controller)。现在它己经发展成了除了可用于顺序控制,还具有数据处理、故障自诊断、PID运算 联网等能力的多功能控制器。因此,现已把它们统称为可编程序控制器PC(Programable Controller)。 图5-11是PLC应用于逻辑控制的简单事例。输入信号由按扭开关、限位开关、继电器触点 等提供各种开关信号,并通过接口进入PC,经PC处理后产生控制信号,通过输出接口送给线圈、 继电器、指示灯、电动机等输出装置, 控制电班电压 限位开关 图511PLC逻辑控制电路 目前,世界上生这C的工厂有上百家,总产量己法千万台的量级,其中通用申气、德法 萨斯仪器、Honey-well、.西门子、 三菱、富士、东芝等公司的产品最为著名,这些公司为开拓时 场,竞争十分激烈,竞相发展新的机型系列。而我国在PC技术上,不论是PC的制造水平,还是 使用PC的广度与深度,与发达国家相比养距仍出较大。 1、PC的组成原理
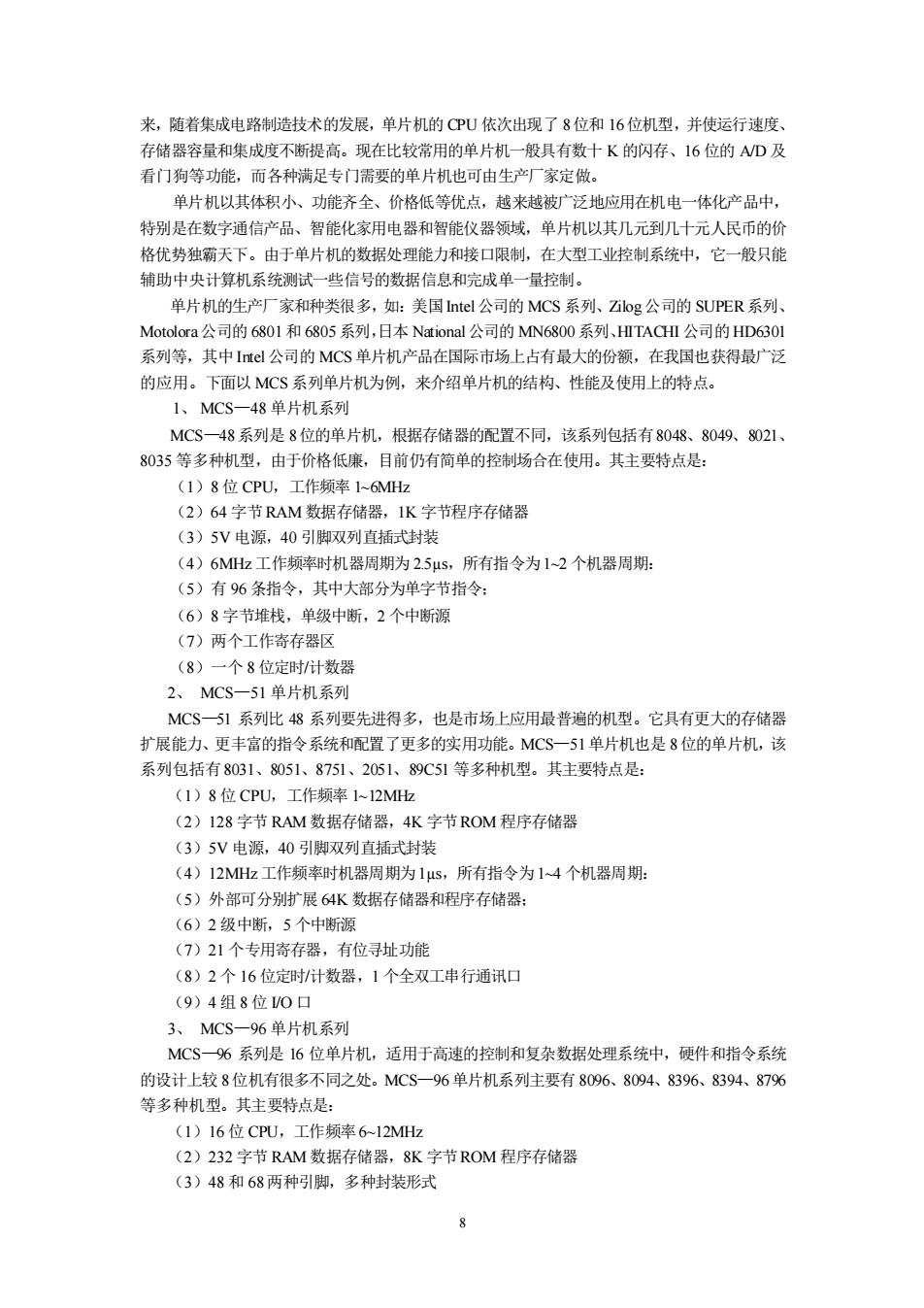
9 (4)高速 I/O接口,能测量和产生高分辨率的脉冲(12MHz时是 2µs),6条专用I/O, 2条 可编程 I/O; (5)外部可分别扩展 64K 数据存储器和程序存储器; (6)可编程 8 级优先中断,21个中断源 (7)脉宽调制输出,提供一组能改变脉宽的可编程脉宽信号 (8)2 个 16 位定时/计数器,4 个16 位软件定时器 (9)5 组 8 位 I/O 口 (10)10 位 A/D 转换器,可接受 4路或8 路的模拟量输入 (11)6.25µs 的16 位乘 16 位和 32 位除16 位指令 (12)运行时可对 EPROM 编程,ROM/EPROM 的内容可加密 (13)全双工串行通讯口及专门的波特率发生器 另外一种 16位的单片机是 8098单片机,其内部结构和性能与 8096完全一样,但外部数据总 线却只有 8 位,因此是准 16 位单片机。由于 8098 减少了 I/O 线,其外形结构简化,芯片的制造 成本降低,因此应用非常广泛。MCS—98 单片机系列主要有 8398、8798 等几种机型。 三、可编程序控制器(PC) 在制造业的自动化生产线上,各道工序都是按预定的时间和条件顺序执行的,对这种自动化 生产线进行控制的装置称为顺序控制器。以往顺序控制器主要是由继电器组成,改变生产线工序、 执行次序或条件需改变硬件连线。随着大规模集成电路和微处理器在顺序控制器中的应用,顺序 控制器开始采用类似微型计算机的通用结构,把程序存储于存储器中,用软件实现开关量的逻辑 运算、延时等过去用继电器完成的功能,形成了可编程序逻辑控制器 PLC(Programable Logic Controller)。现在它已经发展成了除了可用于顺序控制,还具有数据处理、故障自诊断、PID 运算、 联网等能力的多功能控制器。因此,现已把它们统称为可编程序控制器 PC(Programable Controller)。 图 5-11 是 PLC 应用于逻辑控制的简单事例。输入信号由按扭开关、限位开关、继电器触点 等提供各种开关信号,并通过接口进入PC,经 PC处理后产生控制信号,通过输出接口送给线圈、 继电器、指示灯、电动机等输出装置。 目前,世界上生产 PC 的工厂有上百家,总产量已达千万台的数量级,其中通用电气、德克 萨斯仪器、Honey-well、西门子、三菱、富士、东芝等公司的产品最为著名,这些公司为开拓市 场,竞争十分激烈,竞相发展新的机型系列。而我国在 PC技术上,不论是 PC的制造水平,还是 使用 PC 的广度与深度,与发达国家相比差距仍比较大。 1、PC 的组成原理 图 5-11 PLC 逻辑控制电路
PC实际上是一个专用计算机,它的结构组成与通用微机基本相同,主要包括:CPU、存储器、 接口模块、外部设备、编程器等。下面介绍C的各主要部分。 (1)CPU与通用微机CPU一样,它按PC的系统程序的要求,接收并存储从编程器键入 的用户程序和数据:用扫描的方式接收现场输入装置的状态和数据,并存入输入状态表或数据寄 存器中:诊断电源、内部电路的故障和编程过程中的语法错误等。P℃进入运行状态后,从存储器 逐条读入用户程序,经过命令解释后按指令规定的任务产生相应的控制输出,去启动有关的控制 门电路,分时、分渠道地执行数据的存取、传送、组合、比较和变换等工作:完成用户程序规定 的逻辑和算术运算等任务:根据运算结果更新有关标志位的状态和输出状态寄存器的内容,再由 输出状态表的位状态和数据寄存器的有关内容,实现输出控制、制表打印和数据通信等内容。 PC的运行方式是采取扫描工作机制,这是和微处理器的本质区别。扫描工作机制就是按照定 义和设计的要求连续和重复地检测系统输入,求解目前的控制逻辑,以及修正系统输出。在PC 的典型扫描机制中,O服务处于扫描周期的末尾,并且为扫描计时的组成部分。这种典型的扫 描称为同步扫描。扫描循环一周所花费的时间为扫描周期。根据不同的PC扫描周期一般为 10-100m5在多数PC中,都设有一个“看门狗”计时器,测量每一次扫描循环的长度,如果扫 描时间超过预设的长度(例如150-200ms),系统将激发临界警报。参考图512,在同步扫描周 期内,除V0扫描之外,还有服务程序,通信窗口,内部执行程序等。 (启动 原务程序 ,信窗口 内部执行 程序(自途断) L/O扫罐 图5-12PLC的扫描工作机制 (2)存储器存储器分为系统程序存储器和明户程序存储器。 系统程序存储器的作用是存放监控程序、命令解释、功能子程序、调用管理程序和各种系统 参数等。系统程序是由PC生产厂家提供的,并固化在存储器中。 用户存储器的作用是存储用户编写的梯形逻辑图等程序。用户程序是使用者根据现场的生产 过程和工艺要求编写的控制程序。P℃产品说明中提供的存储器型号和容量一般指的是用户程序存 储器。 (3)接口模块它是CPU与现场1/O装置和其他外部设备之间的连接部件。PC是通过接口 0
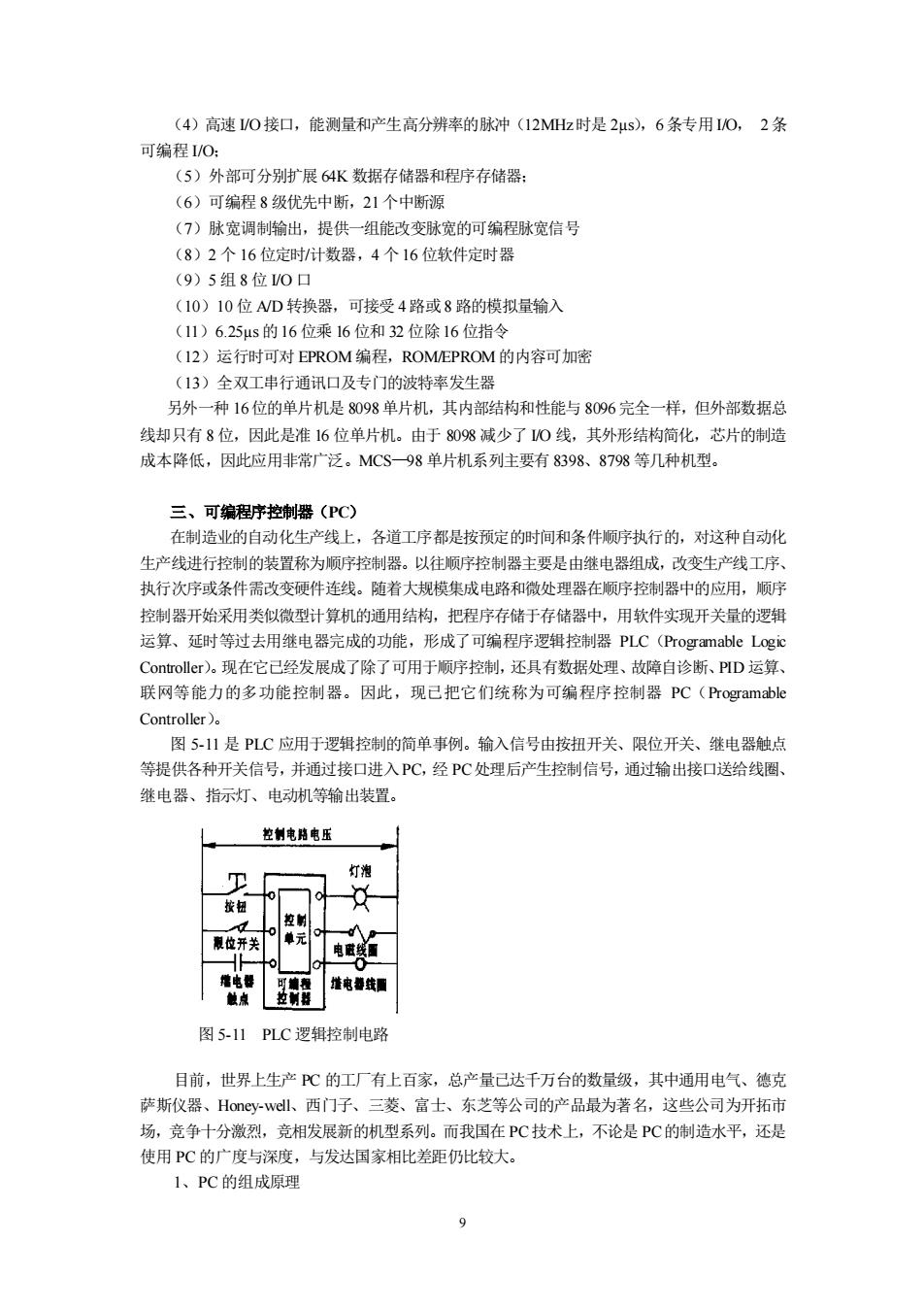
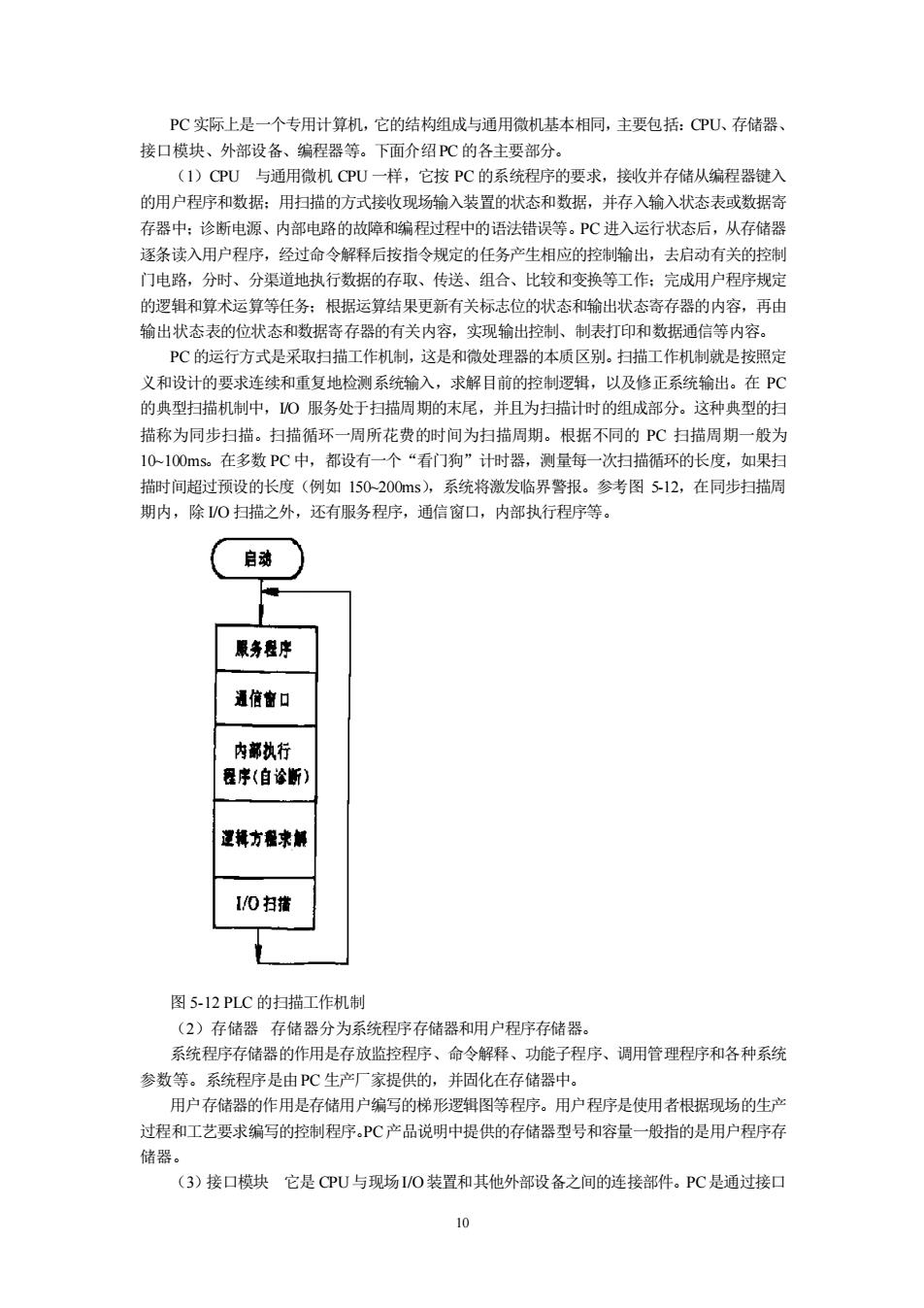
10 PC 实际上是一个专用计算机,它的结构组成与通用微机基本相同,主要包括:CPU、存储器、 接口模块、外部设备、编程器等。下面介绍PC 的各主要部分。 (1)CPU 与通用微机 CPU 一样,它按 PC 的系统程序的要求,接收并存储从编程器键入 的用户程序和数据;用扫描的方式接收现场输入装置的状态和数据,并存入输入状态表或数据寄 存器中;诊断电源、内部电路的故障和编程过程中的语法错误等。PC 进入运行状态后,从存储器 逐条读入用户程序,经过命令解释后按指令规定的任务产生相应的控制输出,去启动有关的控制 门电路,分时、分渠道地执行数据的存取、传送、组合、比较和变换等工作;完成用户程序规定 的逻辑和算术运算等任务;根据运算结果更新有关标志位的状态和输出状态寄存器的内容,再由 输出状态表的位状态和数据寄存器的有关内容,实现输出控制、制表打印和数据通信等内容。 PC 的运行方式是采取扫描工作机制,这是和微处理器的本质区别。扫描工作机制就是按照定 义和设计的要求连续和重复地检测系统输入,求解目前的控制逻辑,以及修正系统输出。在 PC 的典型扫描机制中,I/O 服务处于扫描周期的末尾,并且为扫描计时的组成部分。这种典型的扫 描称为同步扫描。扫描循环一周所花费的时间为扫描周期。根据不同的 PC 扫描周期一般为 10~100ms。在多数 PC 中,都设有一个“看门狗”计时器,测量每一次扫描循环的长度,如果扫 描时间超过预设的长度(例如 150~200ms),系统将激发临界警报。参考图 5-12,在同步扫描周 期内,除 I/O 扫描之外,还有服务程序,通信窗口,内部执行程序等。 图 5-12 PLC 的扫描工作机制 (2)存储器 存储器分为系统程序存储器和用户程序存储器。 系统程序存储器的作用是存放监控程序、命令解释、功能子程序、调用管理程序和各种系统 参数等。系统程序是由PC 生产厂家提供的,并固化在存储器中。 用户存储器的作用是存储用户编写的梯形逻辑图等程序。用户程序是使用者根据现场的生产 过程和工艺要求编写的控制程序。PC产品说明中提供的存储器型号和容量一般指的是用户程序存 储器。 (3)接口模块 它是 CPU与现场I/O装置和其他外部设备之间的连接部件。PC是通过接口