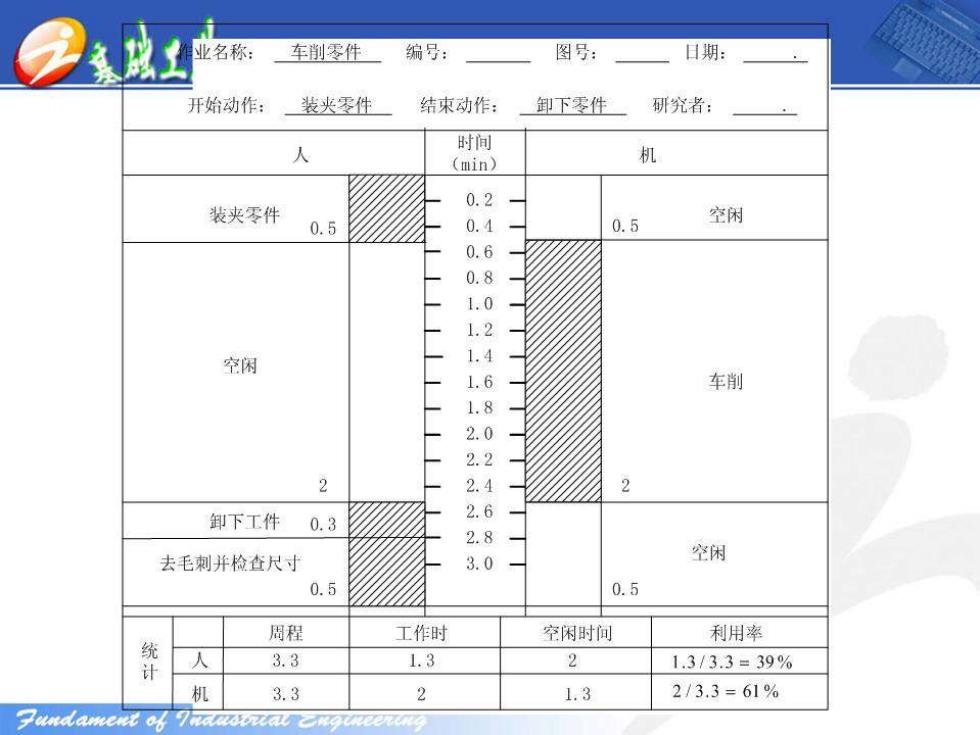
业名称: 车削零件 编号: 图号: 日期: 开始动作: 装夹零件结束动作: 卸下零件 研究者: 人 时间 (min) 机 0.2 装夹零件 0.5 0.4 0.5 空闲 0.6 0.8 1.0 空闲 车削 1.8 2.0 2.2 2 2.4 2 卸下工件 0.3 2.6 2.8 去毛刺并检查尺寸 3.0 空闲 0.5 0.5 周程 工作时 空闲时间 利用率 统 人 3.3 1.3 2 1.3/3.3=39% 机 3.3 2 1.3 2/3.3=61% ☑eeda%ent of Tnaustrial乙9aen阿
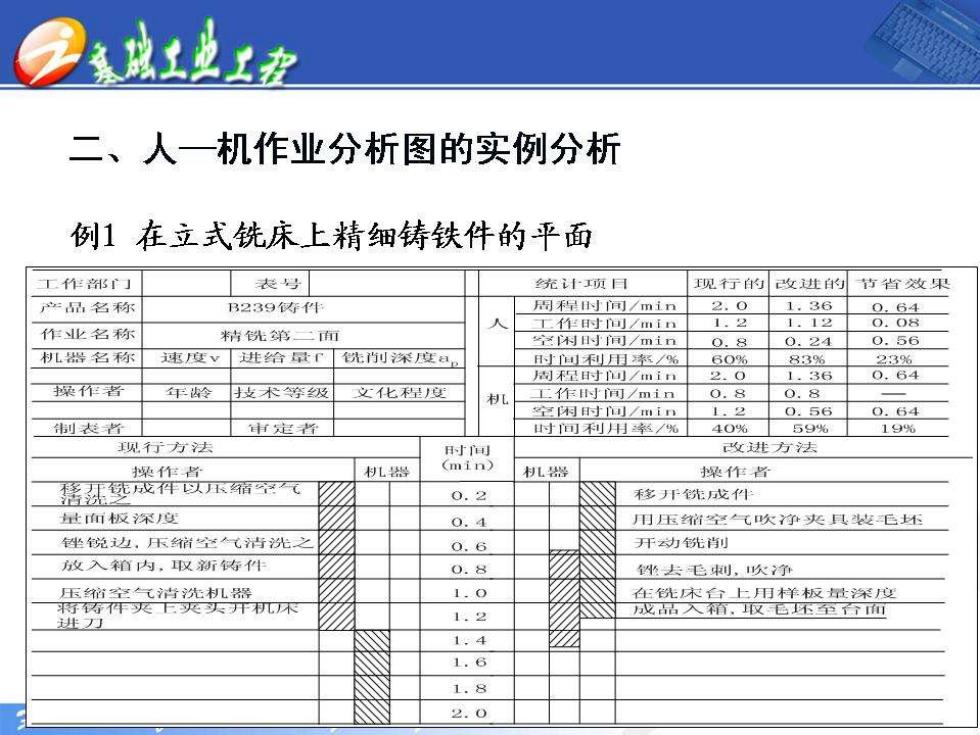
二、人一机作业分析图的实例分析 例1在立式铣床上精细铸铁件的平面 工作B个门 表号 统页日 现行的女进对 节省效果 品名际 B239寿件 周不早时间/min 2.0 1.36 0.64 作时)/min 12 1.12 0) 作业名称 特先第二氧 利日时间/min 0.8 0.24 0.56 村儿器名你率度进合量下洗竹到深度 寸利甲盔/% 60% 839% 239% 周星日寸间/mi口 20 1.36 0.64 架作署 年冷 支术等级 文化程度 村元 正作寸间/min 0.8 0.8 空羽时可/i 1.2 O.56 0.64 伟制超者 审定指 时司不利月/%4O% 59% 19% 现行方法 寸司 收进方法 操作指 村L器 (min) 村L格 梁作省 嘉瑟梦成件以压霜气 0.2 多杆跳成件 量面版深逻 0.4 用王玉省气次净夹具麦色不 坐说边,乐消爸气清先之 0.6 开动先肖到 放入箱内,取新特件 0.8 坐去色束,吹争 玉宿空气清先机器 1.0 在洗木和合上用洋版量深迪 舒寿件火干儿不闷 进门 1.2 成石入箱,仅色不至面 1.4 1.6 1.8 2.0
例2打光发动机螺栓 因为这些螺栓用于飞机上,因此加工后必须去掉毛刺。 原方法是:操作者从工作台上的贮藏箱中拿起一个螺栓, 用手握住螺栓的-一端靠近布轮(布轮旋转着),用手旋转 去掉毛刺,然后再换螺栓的另一头去掉毛刺。打光的螺栓 被扔到放在桌上右边贮藏盒内,试绘制人机作业图并进行 改进。 解: 1.首先绘出原方法的人机作业图 undament of udustrial Eugineering
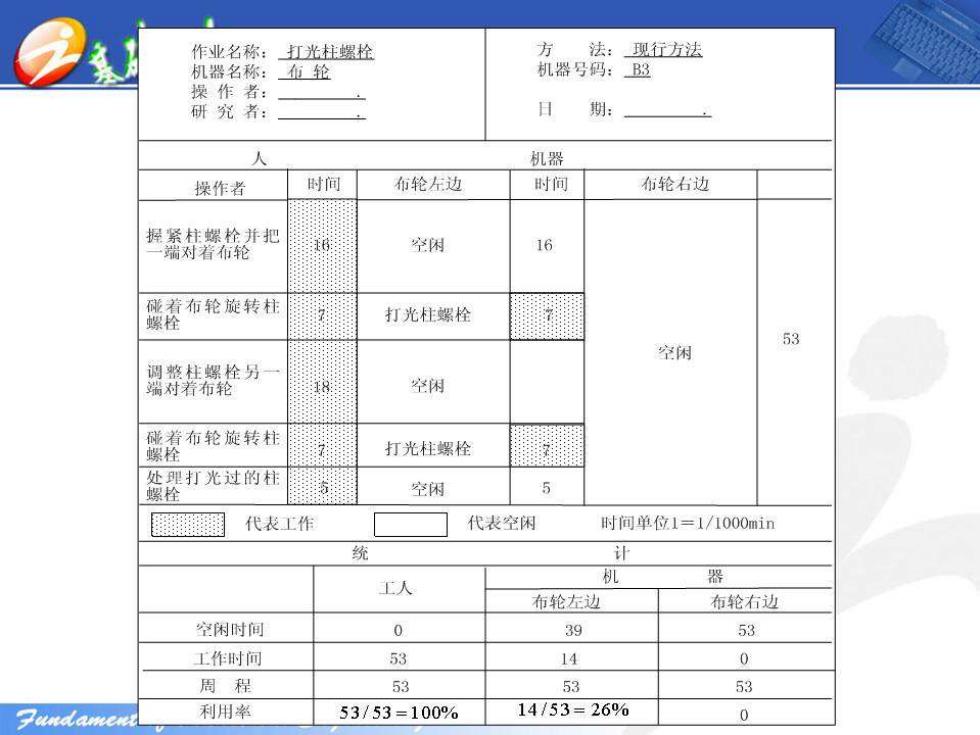
作业名称:打光柱螺栓 方法:现行方法 机器名称:布轮 机器号码:B3 操作者: 4 研究者: 日 期 机器 操作者 时间 布轮左边 时间 布轮右边 握紧柱螺栓并把 一瑞对着布轮 空闲 16 碰着布轮旋转柱 螺栓 打光柱螺栓 53 空闲 调整柱螺栓另 端对着布轮 空闲 碰着布轮旋转柱 螺栓 打光柱螺栓 处理打光过的柱 螺栓 空闲 有 代表工作 代表空闲 时间单位1=1/1000min 统 计 工人 机 器 布轮左边 布轮右边 空闲时间 0 39 53 工作时问 53 14 0 周程 53 53 53 ☑ndamem 利用率 53/53=100% 14/53=26% 0
分析和改进: 从上图中可以看到: (1)布轮的右边完全没有被利用 (2)布轮的左边利用率仅为26% 采用提问技术: 问:为什么布轮右边完全没有被利用? 答:因为操作者一次只能用手握-一只螺栓打光毛刺,只需 用-一边。 问:为什么布轮的左边有那么多的空闲时间? 答:由记录图上可以看到,空闲的原因是因为工人要用手 去握紧螺栓,然后把一端对着布轮,及调换螺栓的另一端 ,并把另一端对着布轮,以及处理打光的螺栓,此三次动 作时,机器空闲着。 undament of udustrial Eugineering