05/n 6×φ20 主 EE--I 钻-扩锪复合步视为1工步 6工步视持工步 端面、钻中心孔2工位 3、工位position:在一次装夹后,工件在机床上占据的每一 个位置所完成的工序内容。 4、 不 5、 量太 铣端面钻中心孔机床 人三利萄机
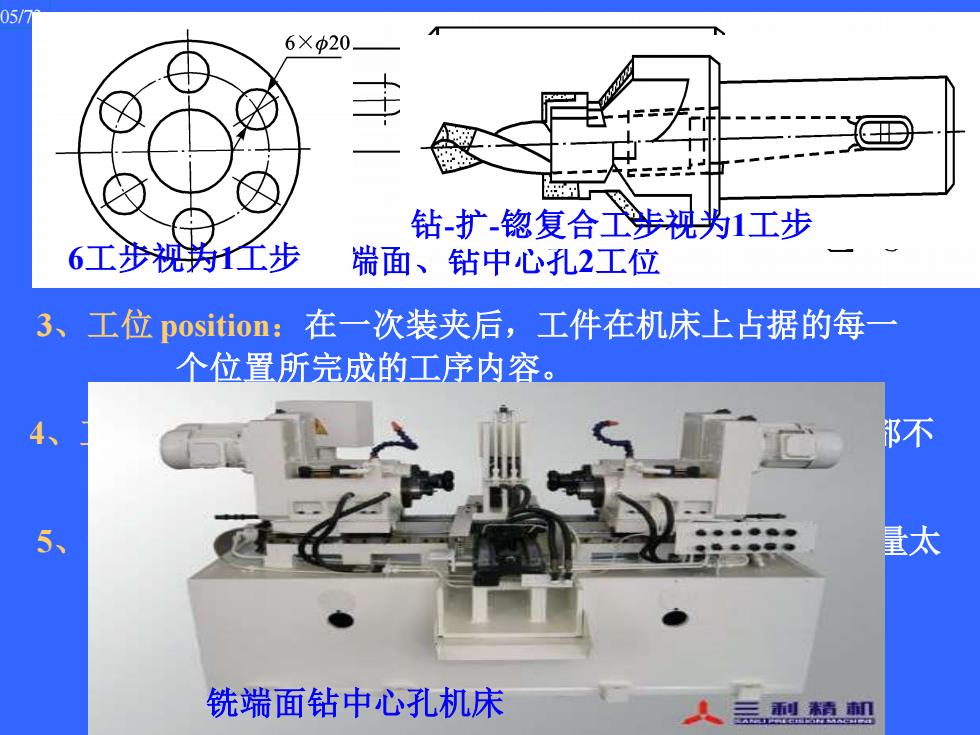
05/73 第一节 基本概念 2、安装 setup:工件在一次装夹后所完成的那部分工序。 如何确 定安装 次数? 3、工位 position:在一次装夹后,工件在机床上占据的每一 个位置所完成的工序内容。 4、工步 step:在加工表面、加工刀具、切削速度和进给量都不 变的条件下,所连续完成的那部分工作。 5、走刀:在一个工步(或工序、工位)中,有时因加工余量太 大而需分几次切除,每切去一层余量称为一次走刀。 工序、安装、工位、工步与走刀之间的关系? 1、工序 operation:一个(或一组)工人在一个工作地点对一个 或一组工件所连续完成的那一部分工艺过程。 二、机加工工艺过程的组成 6工步视为1工步 铣端面、钻中心孔2工位 钻-扩-锪复合工步视为1工步 铣端面钻中心孔机床

06/73 第一节基本橛念 三、生产类型 冬生产类型types of production 生产类型是指企业生产专业化程度的分类。根据产品零 件的大小和生产纲领production program(即年产量)的不 同,一般分为单件生产、成批生产和大量生产三种类型。其 中,成批生产又分为小批生产、中批生产、大批生产。 零件的年生产纲领(件年) 生产类型 重型零件 中型零件 小型零件 单件生产 ≤5 ≤20 ≤100 小批生产 >5~100 >20~200 >100~500 中批生产 >100≈300 >200~500 >500~5000 大批生产 >3001000 >500~5000 >5000~50000 大量生产 >1000 >5000 >50000
第一节 基本概念 三、生产类型 ❖ 生产类型 types of production 生产类型是指企业生产专业化程度的分类。根据产品零 件的大小和生产纲领production program(即年产量)的不 同,一般分为单件生产、成批生产和大量生产三种类型。其 中,成批生产又分为小批生产、中批生产、大批生产。 生产类型 零件的年生产纲领(件/年) 重型零件 中型零件 小型零件 单件生产 ≤5 ≤20 ≤100 小批生产 >5~100 >20~200 >100~500 中批生产 >100~300 >200~500 >500~5000 大批生产 >300~1000 >500~5000 >5000~50000 大量生产 >1000 >5000 >50000 06/73

07/73 第一节基本概念 冬各种生产类型的传统工艺特征 生产类型 工艺特征 单件小批 中批 大批大量 加工对象 经常变化 周期性变化 固定不变 木模砂型铸件 部分采用金属模铸件 毛坯 广泛采用机器造型、压铸、 和自由锻件 和模锻件 精铸,模锻、滚锻等 机床设备 通用机床 通用和部分专用机床 高效专用机床及自动机床 工艺装备 大多使用通用夹具、 广泛使用专用夹具,较 广泛使用高效专用夹具、 通用刀具和量具 多使用专用刀具和量具 刀具和量具 对工人的 技术熟练 技术比较熟练 调整工技术熟练,操作工 技术要求 要求熟练程度较低 生产率 低 一般 高 成本 高 一般 低 柔性制造系统(FMS:Flexible Manufacture System):柔性 制造系统是至少由两台数控机床,一套物料运输系统和一套 计算机控制系统所组成的制造系统,它只改变软件即能实现 不同工件的制造
❖ 各种生产类型的传统工艺特征 第一节 基本概念 工艺特征 生产类型 单件小批 中批 大批大量 加工对象 经常变化 周期性变化 固定不变 毛坯 木模砂型铸件 和自由锻件 部分采用金属模铸件 和模锻件 广泛采用机器造型、压铸、 精铸,模锻、滚锻等 机床设备 通用机床 通用和部分专用机床 高效专用机床及自动机床 工艺装备 大多使用通用夹具、 通用刀具和量具 广泛使用专用夹具,较 多使用专用刀具和量具 广泛使用高效专用夹具、 刀具和量具 对工人的 技术要求 技术熟练 技术比较熟练 调整工技术熟练,操作工 要求熟练程度较低 生产率 低 一般 高 成本 高 一般 低 ❖ 柔性制造系统(FMS:Flexible Manufacture System ):柔性 制造系统是至少由两台数控机床,一套物料运输系统和一套 计算机控制系统所组成的制造系统,它只改变软件即能实现 不同工件的制造。 07/73
08/73 第一节基本概念 四、工艺规程的格式 l、工艺过程卡片procedure sheet 以工序为单位,列出工艺路线和工序内容的概况。多作为 生产管理使用,单件小批生产中也用来指导生产。 2、工艺卡片process sheet 以工序为单位,除工艺路线及工序内容外,还具体表示各 安装、工步的顺序和内容及切削用量。广泛用于中批生产。 3、工序卡片operation sheet 根据工艺卡片中每一道工序所编制的一种工艺文件。除 工艺卡片上所有的基本项目外,还需画出工序加工简图,在图 上标明被加工表面、标出定位基准和装夹位置、列出工序尺寸 及公差、写明工时定额等。它用于具体指导工人操作,是大批 大量生产和中批复杂或重要零件生产的必备工艺文件
第一节 基本概念 四、工艺规程的格式 1、工艺过程卡片procedure sheet 以工序为单位,列出工艺路线和工序内容的概况。多作为 生产管理使用,单件小批生产中也用来指导生产。 2、工艺卡片 process sheet 以工序为单位,除工艺路线及工序内容外,还具体表示各 安装、工步的顺序和内容及切削用量。广泛用于中批生产。 3、工序卡片 operation sheet 根据工艺卡片中每一道工序所编制的一种工艺文件。除 工艺卡片上所有的基本项目外,还需画出工序加工简图,在图 上标明被加工表面、标出定位基准和装夹位置、列出工序尺寸 及公差、写明工时定额等。它用于具体指导工人操作,是大批 大量生产和中批复杂或重要零件生产的必备工艺文件。 08/73

09/73 第一节 基本概念 机械加工工艺过程卡片 产品型号 零()作图号 第1页 产品名称 连杆 零(都)件名称连杆化零仟图共1页 材料牌号 45 毛还卖 毛还外型尺可 婚毛 每名 制件数 件数 备注 时 工 序 内 容 车间 工 备 工艺装备 单件 铸造 铸造 2 热处理 调质热处理 钻Φ18的孔 Z535 专用夹具 扩Φ18的孔 鏜中18的子 T740 铣20的平面 X63 专用夹具 精铣55的上表面 X63 清铣38的前后表面 X63 钻2-Φ10.2的孔 威轴钻 0. 镗2-Φ10.2的孔 T740 b. ■ 磨55上表面 磨38的前后表面 粗铣φ70的半圆 X63 10 铣 精铣Φ70的半圆 X63 底回号 设计(日期)核(日期)标湛化(日判会签(日期)
表7-5 机械加工工艺过程卡片 第一节 基本概念 工 厂 名 机械 加工 工艺 过程 卡片 产品名称及型号 零件名称 零件图号 材 料 名称 毛 坯 种类 零件重量 (kg) 毛重 第 页 牌号 尺寸 净重 共 页 性能 每料件数 每台件数 每批件数 工 序 号 工序内容 加工 车间 设备名称 及编号 工艺装备名称及编号 技术 等级 时间定额(min) 夹具 刀具 量具 单 件 准备—终结 更 改 内 容 编制 抄写 校对 审核 批准 09/73