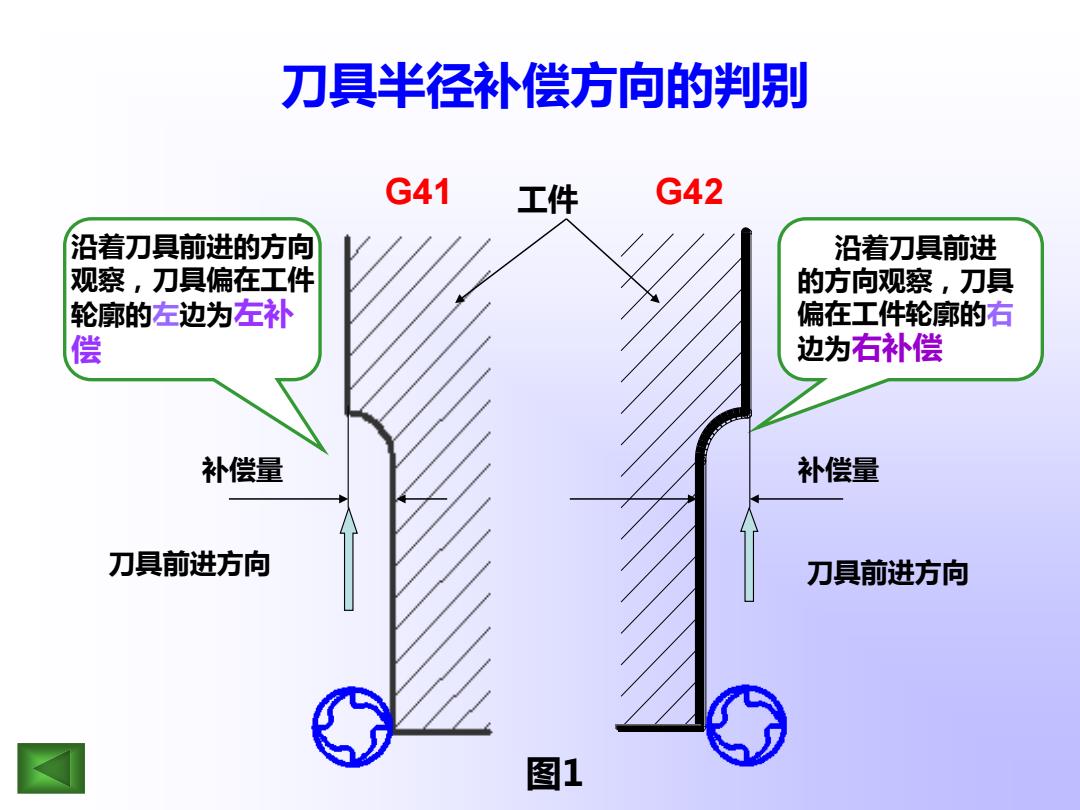
刀具半径补偿方向的判别 G41 工件 G42 沿着刀具前进的方向 沿着刀具前进 观察,刀具偏在工件 的方向观察,刀具 轮廓的左边为左补 偏在工件轮廓的右 偿 边为右补偿 补偿量 补偿量 刀具前进方向 刀具前进方向 ☒ 图1
刀具前进方向 刀具前进方向 G41 G42 图1 补偿量 补偿量 沿着刀具前进的方向 观察,刀具偏在工件 轮廓的左边为左补 偿 沿着刀具前进 的方向观察,刀具 偏在工件轮廓的右 边为右补偿 工件 刀具半径补偿方向的判别
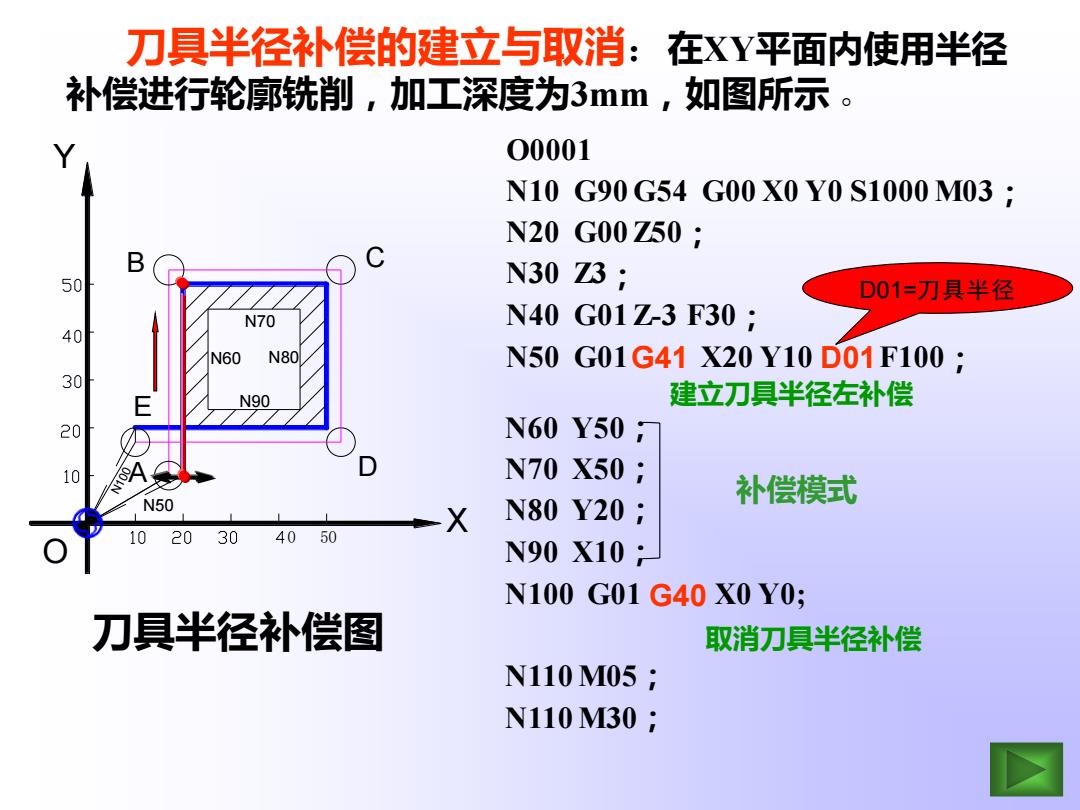
刀具半径补偿的建立与取消:在XY平面内使用半径 补偿进行轮廓铣削,加工深度为3mm,如图所示 00001 N10G90G54G00X0Y0S1000M03: N20 G00Z50: B 50 N30 Z3: D01=刀具半径 N70 N40 G01Z-3F30: 40 N60 N80 N50G01G41X20Y10D01F100: 30 N90 建立刀具半径左补偿 20 N60Y50, 10 N70X50: 补偿模式 N50 X N80Y20: 10 2030 4050 N90X10: N100G01G40X0Y0; 刀具半径补偿图 取消刀具半径补偿 N110M05; N110M30:
刀具半径补偿的建立与取消:在XY平面内使用半径 补偿进行轮廓铣削,加工深度为3mm,如图所示 。 O0001 N10 G90 G54 G00 X0 Y0 S1000 M03; N20 G00 Z50; N30 Z3; N40 G01 Z-3 F30; N50 G01 X20 Y10 F100; N60 Y50; N70 X50; N80 Y20; N90 X10; N100 G01 X0 Y0; N110 M05; N110 M30; 刀具半径补偿图 补偿模式 G41 D01 0 50 Y X A B C N50 N100 N60 N70 N80 N90 D E O G40 建立刀具半径左补偿 取消刀具半径补偿 D01=刀具半径

使用刀具半径补偿的产注意事顶 1、一般在直线插补模式下。 格式,c041(G42)XVD}F- G40X Y_; G00G41(G42)XYD: G40X Y_; 2、补偿应在切入工件之前完成,取消补偿应在切出工件 之后完成。 3、 必须有补偿平面内不为零的直线移动。 若上述例题程序改为: 4、G41/G42必须与G40成对使用。 5、G41/G42与G40之间的程序段不得出现任何转移加工, 如镜像、子程序加工等
3、必须有补偿平面内不为零的直线移动。 若上述例题程序改为: 使用刀具半径补偿的注意事项: 2、补偿应在切入工件之前完成,取消补偿应在切出工件 之后完成。 4、G41/G42必须与G40成对使用。 5、G41/G42与G40之间的程序段不得出现任何转移加工, 如镜像、子程序加工等。 1、一般在直线插补模式下。 格式:G01 G41(G42)X__ Y__ D__ F__; G40 X__ Y__; G00 G41(G42)X__ Y__ D__ ; G40 X__ Y__;