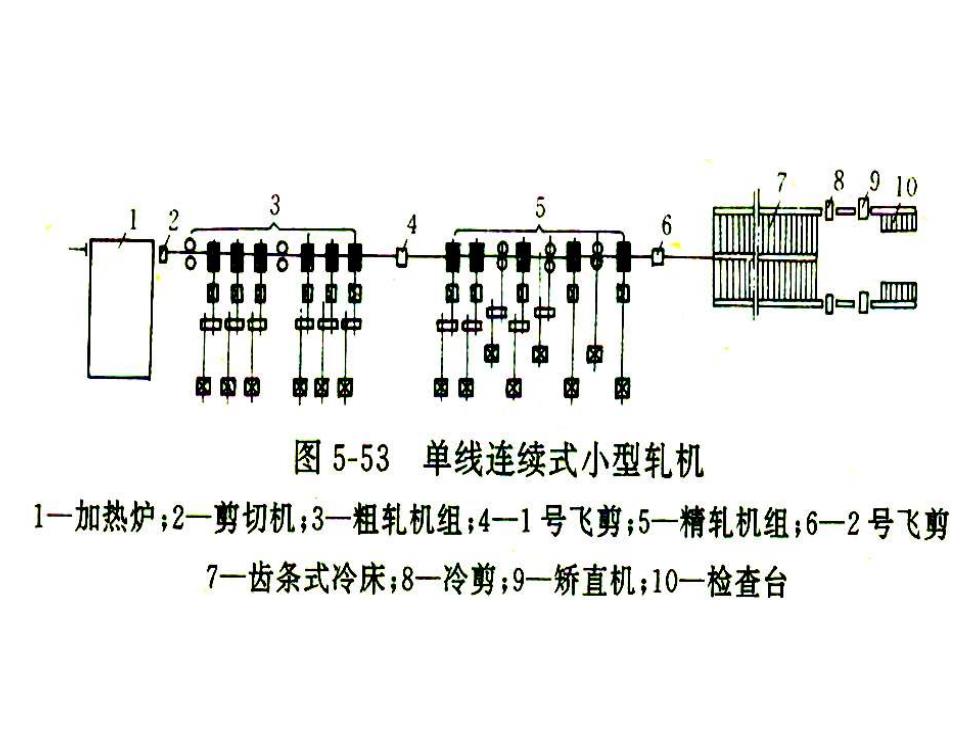
8910 3 5 -心窳 &8t8W 中中中 中中中 钟中中 中中 南中的 中鸣率 串申 图5-53 单线连续式小型轧机 1一加热炉;2一剪切机;3一粗轧机组;4一1号飞剪;5一精轧机组;6一2号飞剪 7一-齿条式冷床;8一冷剪;9一矫直机;10一检查台

3 - 2a科 母 2 3 图5-54 双线连续式小型轧机 1一粗轧机组;2一飞剪;3一精轧机型;4一飞剪

小型型钢的轧制工艺 生产小型钢材在工艺与设备上有以下主要特点 1)坯料选择及加热:在设备确定时,坯重的选 择主要决定于轧制总延续时间的长短。坯重增 大,产量高,但轧制总延续时间增加,致使轧 制中轧件温降大和头尾温差大,影响产品质量。 因此小型钢材生产中,坯料重量的确定: 在不延长总延续时间的条件下,增加坯重,这 样既提高产量又确保质量
小型型钢的轧制工艺 生产小型钢材在工艺与设备上有以下主要特点 1)坯料选择及加热:在设备确定时,坯重的选 择主要决定于轧制总延续时间的长短。坯重增 大,产量高,但轧制总延续时间增加,致使轧 制中轧件温降大和头尾温差大,影响产品质量。 因此小型钢材生产中,坯料重量的确定: 在不延长总延续时间的条件下,增加坯重,这 样既提高产量又确保质量

具体情况如下: ·在横列式轧机上,因轧制速度低,轧制周期长, 轧件头尾温差大,为保证产品质量,往往选用 断面尺寸及长度较小的坯料。 ·在连续式或半连续式轧机上,由于轧制速度高, 轧制周期短,温降小,头尾温差小,则宜采用 大断面,长度大的坯料。 较现代化轧机上安装有飞剪,坯料不受冷床长 度的限制,所以,其单重可达1吨以上
• 在横列式轧机上,因轧制速度低,轧制周期长, 轧件头尾温差大,为保证产品质量,往往选用 断面尺寸及长度较小的坯料。 • 在连续式或半连续式轧机上,由于轧制速度高, 轧制周期短,温降小,头尾温差小,则宜采用 大断面,长度大的坯料。 • 较现代化轧机上安装有飞剪,坯料不受冷床长 度的限制,所以,其单重可达1吨以上。 具体情况如下:
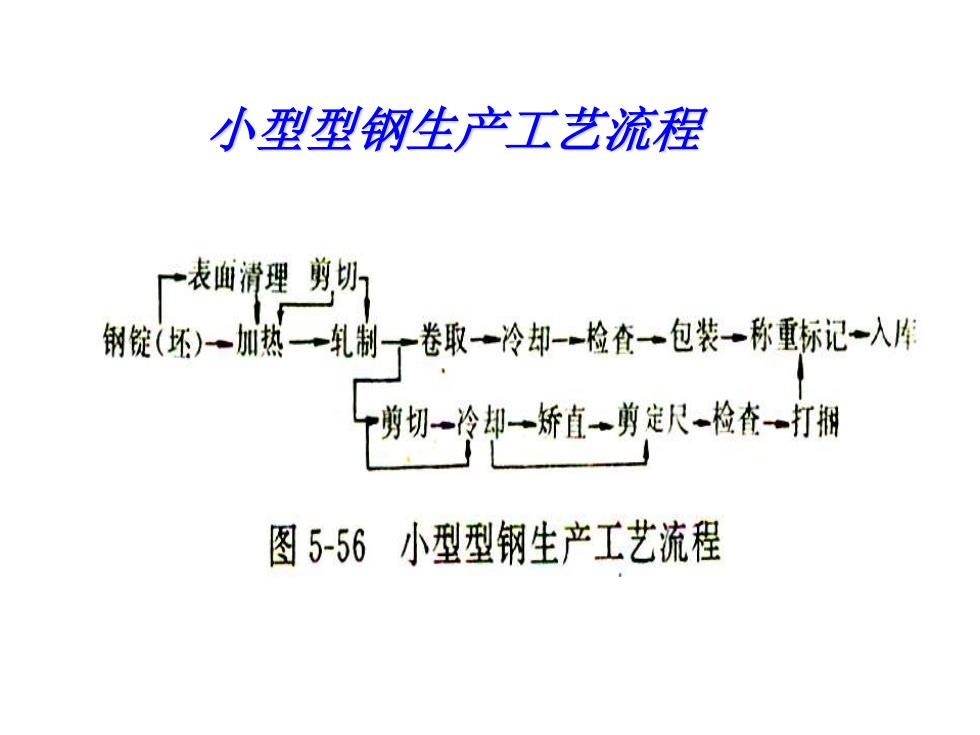
小型型钢生产工艺流程 广表血清理剪切 钢锭(坯)一加热→轧制一卷取一冷却-一检查一包装·称重标记一入 剪切-冷却→矫直一剪定尺一检在一打瓶 图5-56小型型钢生产工艺流程
小型型钢生产工艺流程