4.3.8焊接结构设计 4.3.8焊接结构设计 过程设备设计 二、坡口形式 I形 :焊接坡口一 V型 为保证全熔透和焊 基本坡口形状 单边V形 :接质量,减少焊接 U形 变形,施焊前,一 :般将焊件连接处预 坡口形状 J形 先加工成各种形状。 不同的焊接坡口, 组合形状 适用于不同的焊接 方法和焊件厚度。 8
焊接坡口—— 为保证全熔透和焊 接质量,减少焊接 变形,施焊前,一 二、坡口形式 Ⅰ形 V型 单边V形 U形 J形 基本坡口形状 坡口形状 4.3.8 焊接结构设计 过程设备设计 4.3.8 焊接结构设计 8 般将焊件连接处预 先加工成各种形状。 不同的焊接坡口, 适用于不同的焊接 方法和焊件厚度。 J形 组合形状 坡口形状
4.3.8焊接结构设计 4.3.8焊接结构设计 过程设备设计 型 V型 单边V型 U型 J型 图4-48 坡口的基本形式 特例:一般接头应开设坡口,而搭接接头无需开坡口即可焊接
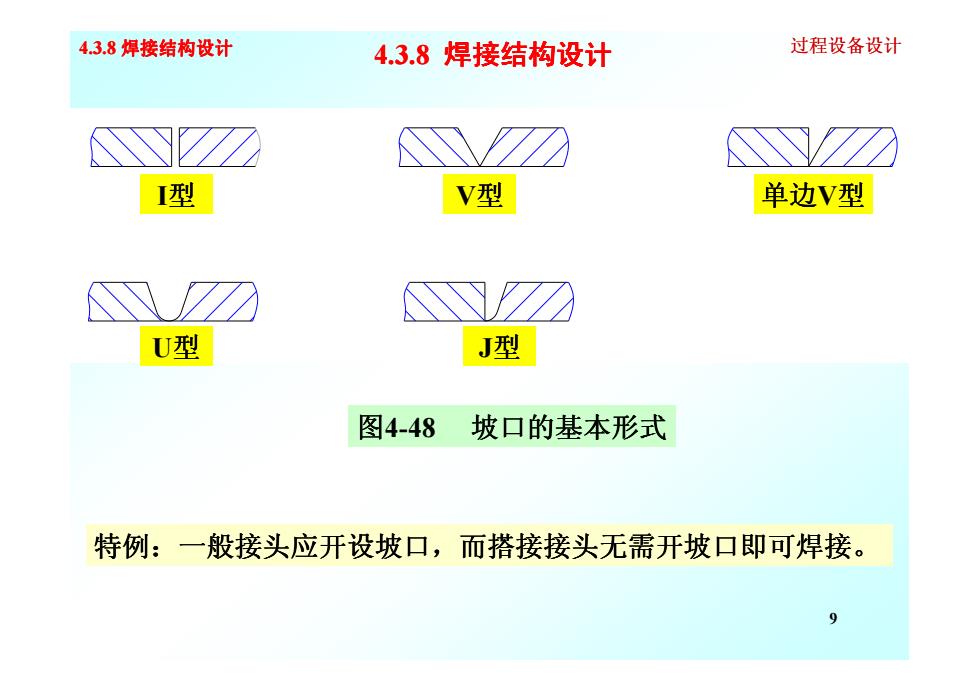
4.3.8 焊接结构设计 过程设备设计 U型 J型 I型 V型 单边V型 4.3.8 焊接结构设计 9 图4-48 坡口的基本形式 特例:一般接头应开设坡口 :一般接头应开设坡口,而搭接接头无需开坡口即可焊接 ,而搭接接头无需开坡口即可焊接。 U型 J型
43.8焊接结构设计 4.3.8焊接结构设计 过程设备设计 图4-49双V形坡口 双V形坡口由两个V形坡口和一个I形坡口组合而成10
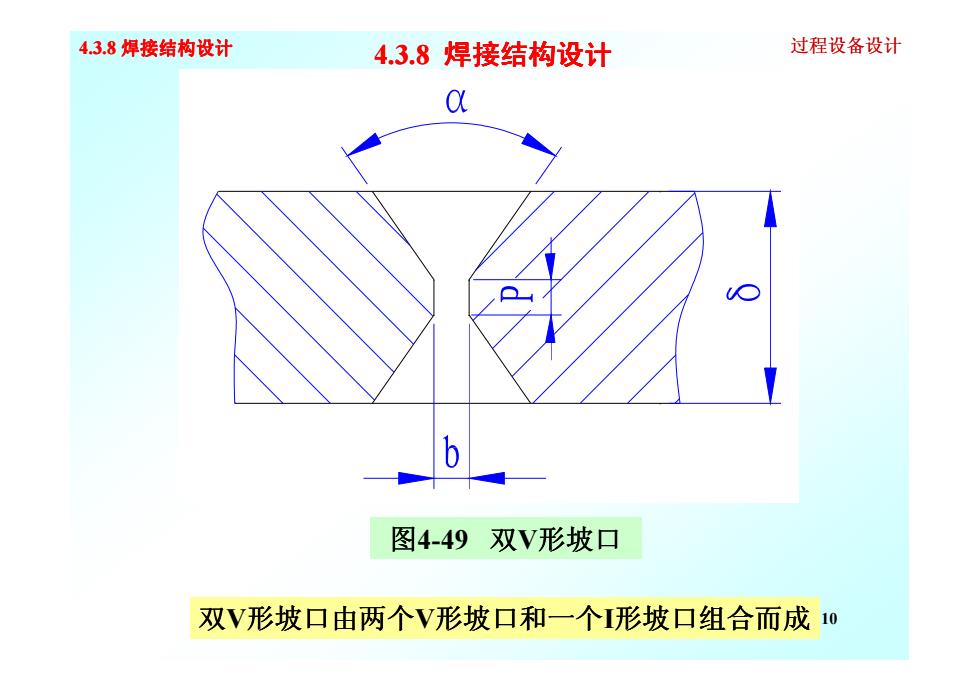
4.3.8 焊接结构设计 过程设备设计 4.3.8 焊接结构设计 双V形坡口由两个V形坡口和一个I形坡口组合而成 10 图4-49 双V形坡口
4.3.8焊接结构设计 4.3.8焊接结构设计 过程设备设计 三、压力容器焊接接头分类 目的: 为对口错边量、热处理、无损检测、焊缝尺寸等方面 有针对性地提出不同的要求,GB150根据位置,根据 该接头所连接两元件的结构类型以及应力水平,把接 头分成A、B、C、D四类,如图4-50。 11
三、压力容器焊接接头分类 、压力容器焊接接头分类 压力容器焊接接头分类 压力容器焊接接头分类 目的: 为对口错边量、热处理、无损检测、焊缝尺寸等方面 、焊缝尺寸等方面 有针对性地提出不同的要求,GB150根据位置,根据 该接头所连接两元件的结构类型 以及应力水平,把接 头分成A、B、C、D四类,如图4-50。 为对口错边量、热处理、无损检测、焊缝尺寸等方面 、焊缝尺寸等方面 有针对性地提出不同的要求,GB150根据位置,根据 该接头所连接两元件的结构类型 以及应力水平,把接 头分成A、B、C、D四类,如图4-50。 4.3.8 焊接结构设计 过程设备设计 4.3.8 焊接结构设计 11
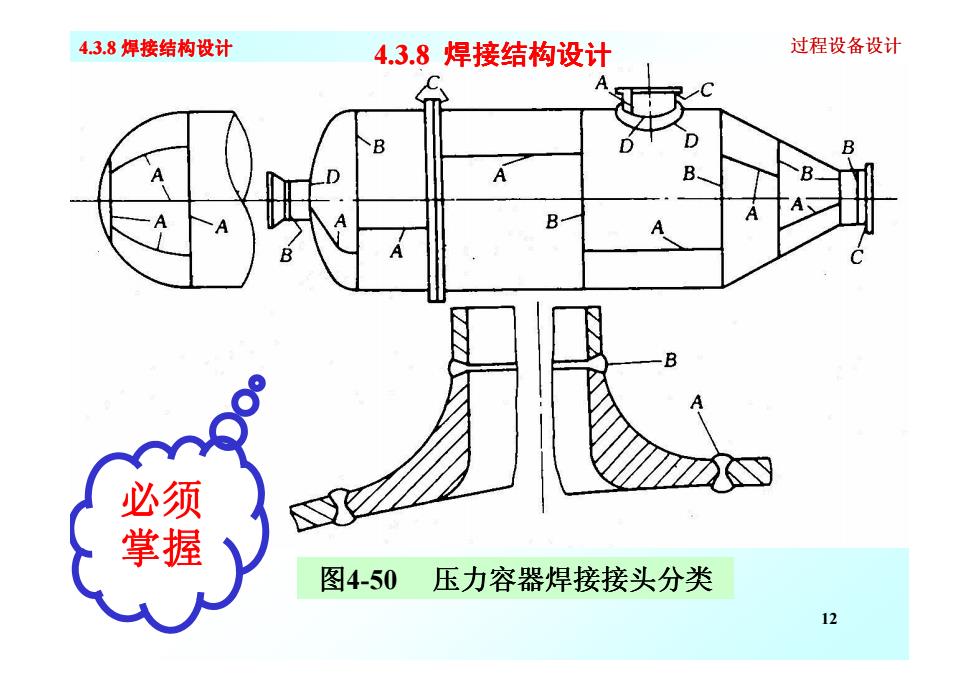
4.3.8焊接结构设计 4.3.8焊接结构设计 过程设备设计 B 必须 掌握 图4-50 压力容器焊接接头分类 12
4.3.8 焊接结构设计 过程设备设计 4.3.8 焊接结构设计 12 图4-50 压力容器焊接接头分类 必须 掌握