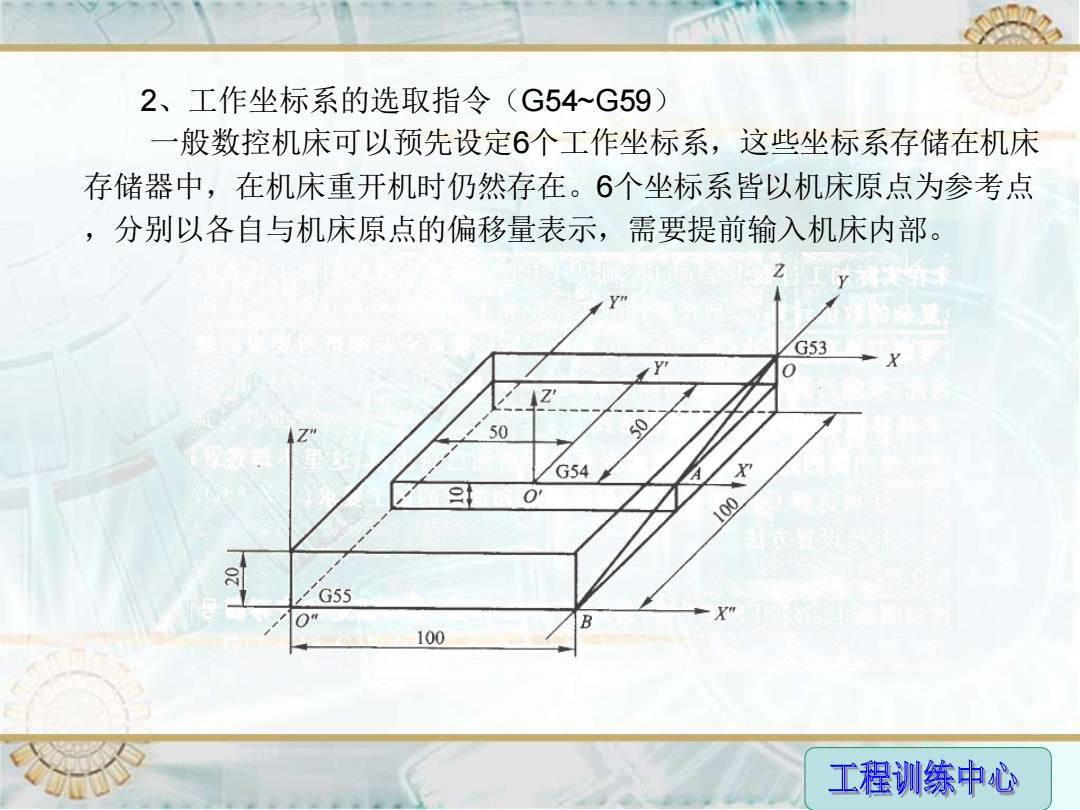
2、工作坐标系的选取指令(G54~G59) 一 般数控机床可以预先设定6个工作坐标系,这些坐标系存储在机床 存储器中,在机床重开机时仍然存在。6个坐标系皆以机床原点为参考点 ,分别以各自与机床原点的偏移量表示,需要提前输入机床内部。 G53 X 50 G54 0 100 G55 100 工程训练中心
2、工作坐标系的选取指令(G54~G59) 一般数控机床可以预先设定6个工作坐标系,这些坐标系存储在机床 存储器中,在机床重开机时仍然存在。6个坐标系皆以机床原点为参考点 ,分别以各自与机床原点的偏移量表示,需要提前输入机床内部
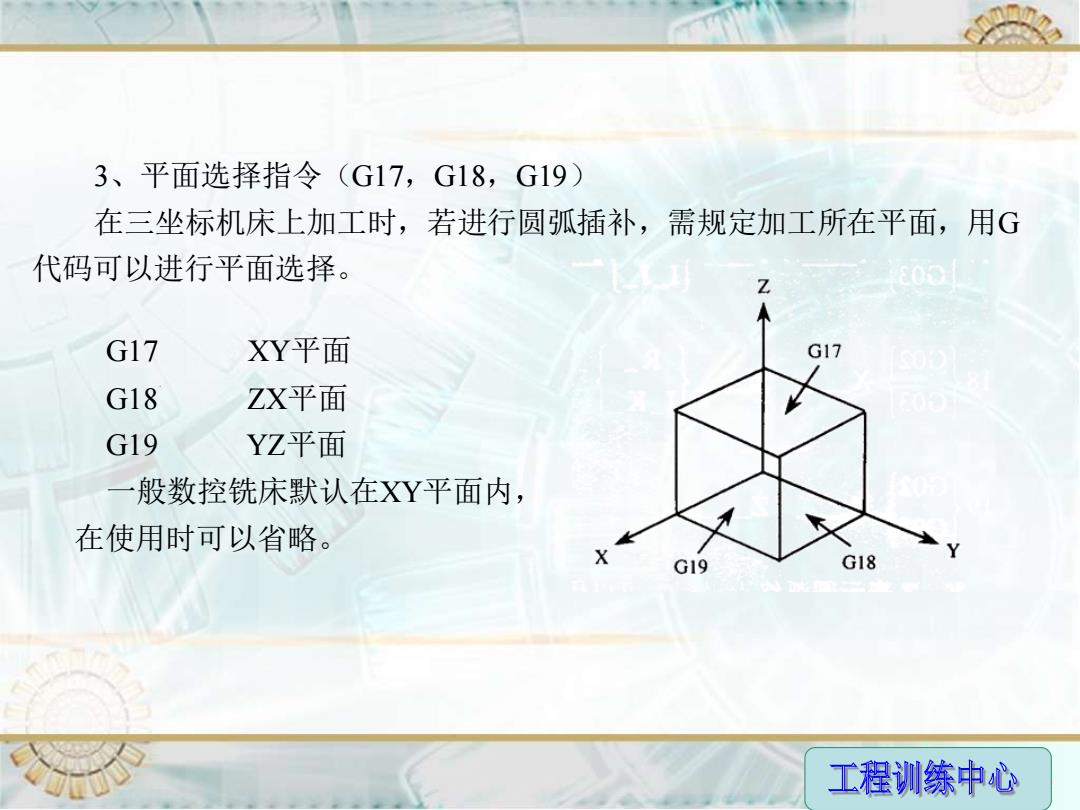
3、平面选择指令(G17,G18,G19) 在三坐标机床上加工时,若进行圆弧插补,需规定加工所在平面,用G 代码可以进行平面选择。 30 G17 XY平面 G17 G18 ZX平面 G19 YZ平面 一般数控铣床默认在XY平面内, 在使用时可以省略。 X G19 G18 工程训练中心
3、平面选择指令(G17,G18,G19) 在三坐标机床上加工时,若进行圆弧插补,需规定加工所在平面,用G 代码可以进行平面选择。 G17 XY平面 G18 ZX平面 G19 YZ平面 一般数控铣床默认在XY平面内, 在使用时可以省略
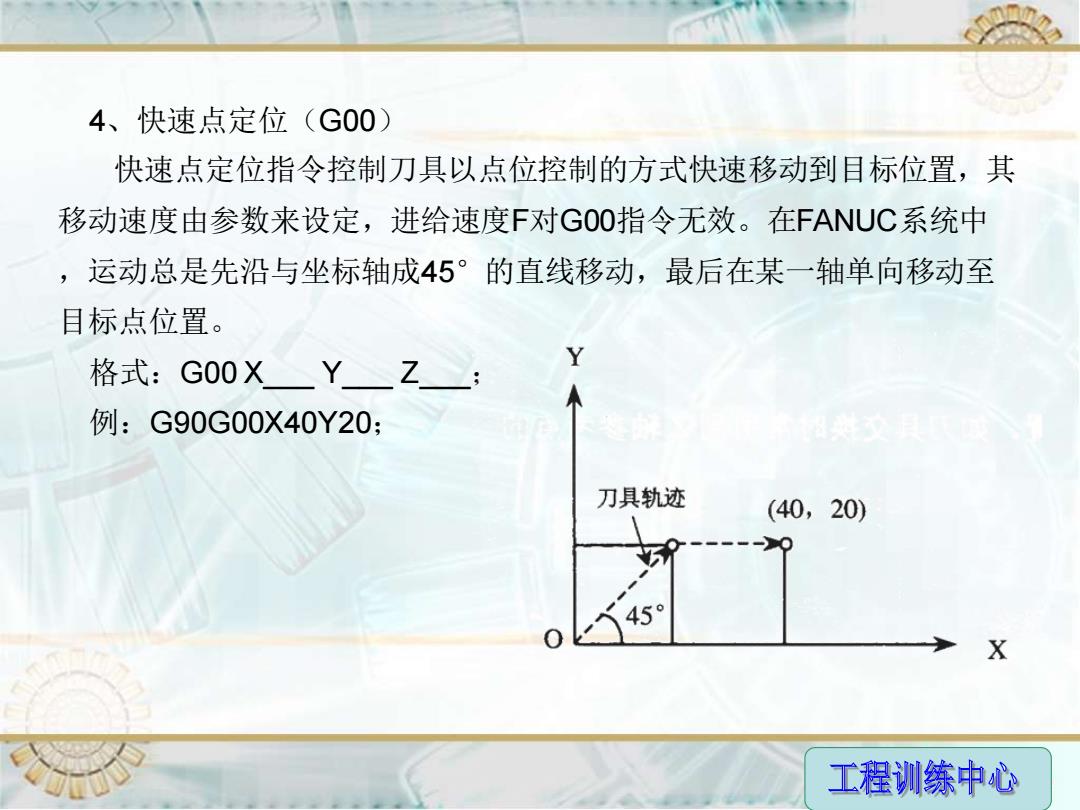
4、快速点定位(G00) 快速点定位指令控制刀具以点位控制的方式快速移动到目标位置,其 移动速度由参数来设定,进给速度F对GOO指令无效。在FANUC系统中 ,运动总是先沿与坐标轴成45°的直线移动,最后在某一轴单向移动至 目标点位置。 格式:G00XYZ: Y 例:G90G00X40Y20: 刀具轨迹 (40,20) X 工程训练中心
4、快速点定位(G00) 快速点定位指令控制刀具以点位控制的方式快速移动到目标位置,其 移动速度由参数来设定,进给速度F对G00指令无效。在FANUC系统中 ,运动总是先沿与坐标轴成45°的直线移动,最后在某一轴单向移动至 目标点位置。 格式:G00 X___ Y___ Z___; 例:G90G00X40Y20;

5、直线插补指令(G01) G01指令表示刀具从当前位置开始以给定的进给速度F,沿 直线移动到规定的位置。 格式:G01YZF_ 例:G01X40Y20F100: (40,20)最点熏离 8 →X 工程训练中心
5、直线插补指令(G01) G01 指令表示刀具从当前位置开始以给定的进给速度F,沿 直线移动到规定的位置。 格式:G01 X___ Y___ Z___ F___; 例: G01 X40Y20F100;
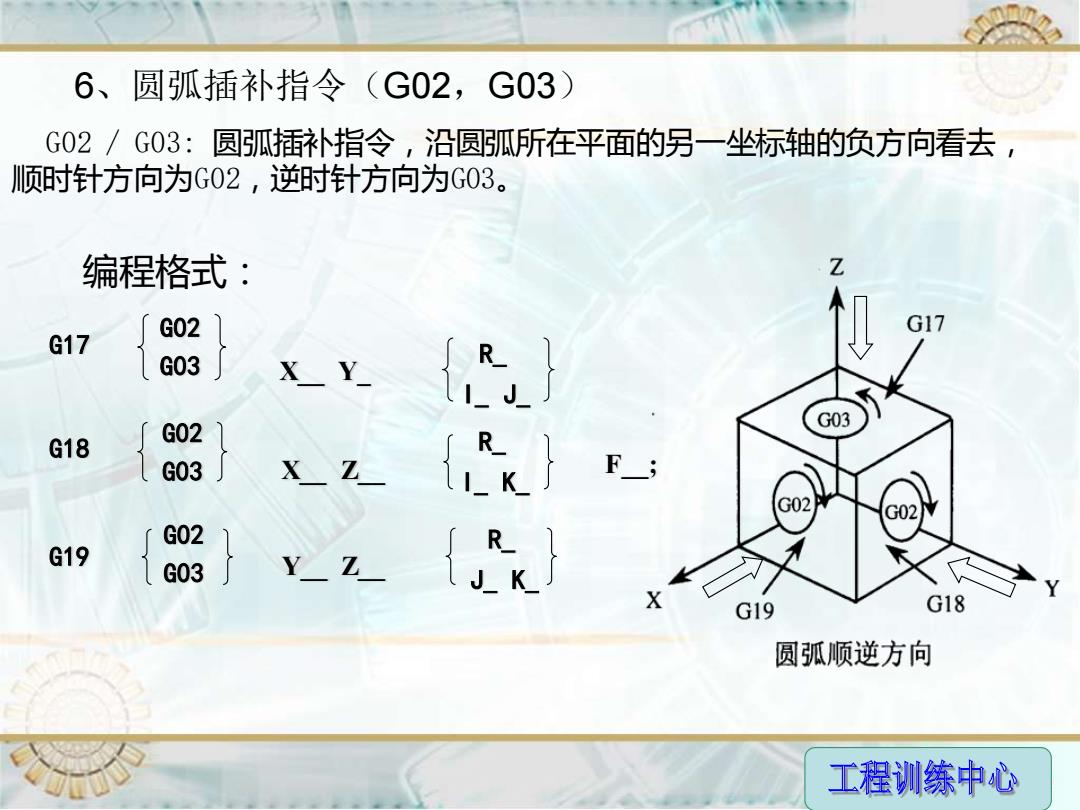
6、圆弧插补指令(G02, G03) G02/G03:圆弧插补指令,沿圆弧所在平面的另一坐标轴的负方向看去 顺时针方向为G02,逆时针方向为G03。 编程格式: Z G02 G17 G17 G03 G03 G18 G02 G03 e) F_; G02 G02 G02 G19 G03 {} X G19 G18 圆弧顺逆方向 工程训练中心
G02 / G03: 圆弧插补指令,沿圆弧所在平面的另一坐标轴的负方向看去, 顺时针方向为G02,逆时针方向为G03。 编程格式: R_ I_ J_ R_ I_ K_ R_ J_ K_ F__; G02 G03 G02 G03 G17 G18 G19 X__ Y_ Y__ Z__ X__ Z__ G02 G03 6、圆弧插补指令(G02,G03)