7.1 组对工艺及其重要性 7.1.2 组对的精度 4.直线度 6.5.4除图样另有规定外,筒体直线度允差应不大于筒体长度(L)的1%。当直立容器的壳体长度超 过30m时,其筒体直线度允差应不大于(0.5L/1000)+15。 注:筒体直线度检查是通过中心线的水平和垂直面,即沿圆周0°、90°、180°,270°四个部位进行测量。测量位置与筒 体纵向接头焊缝中心线的距离不小于100mm。当壳体厚度不同时,计算直线度时应减去厚度差。 5.焊接接头布置 6.5.5 组装时,壳体上焊接接头的布置应满足以下要求: a)相邻筒节A类接头间外圆弧长,应大于钢材厚度8的3倍,且不小于100mm; b)封头A类拼接接头、封头上嵌入式接管A类接头、与封头相邻筒节的A类接头相互间的外圆 孤长,均应大于钢材厚度ò,的3倍,且不小于100mm; c)组装简体中,任何单个简节的长度不得小于300mm; d)不宜采用十字焊缝。 注:外圆弧长是指接头焊缝中心线之间、沿壳体外表面的距离
过程装备制造工艺 2023/11/3 4. 直线度 7.1.2 组对的精度 7.1 组对工艺及其重要性 5. 焊接接头布置
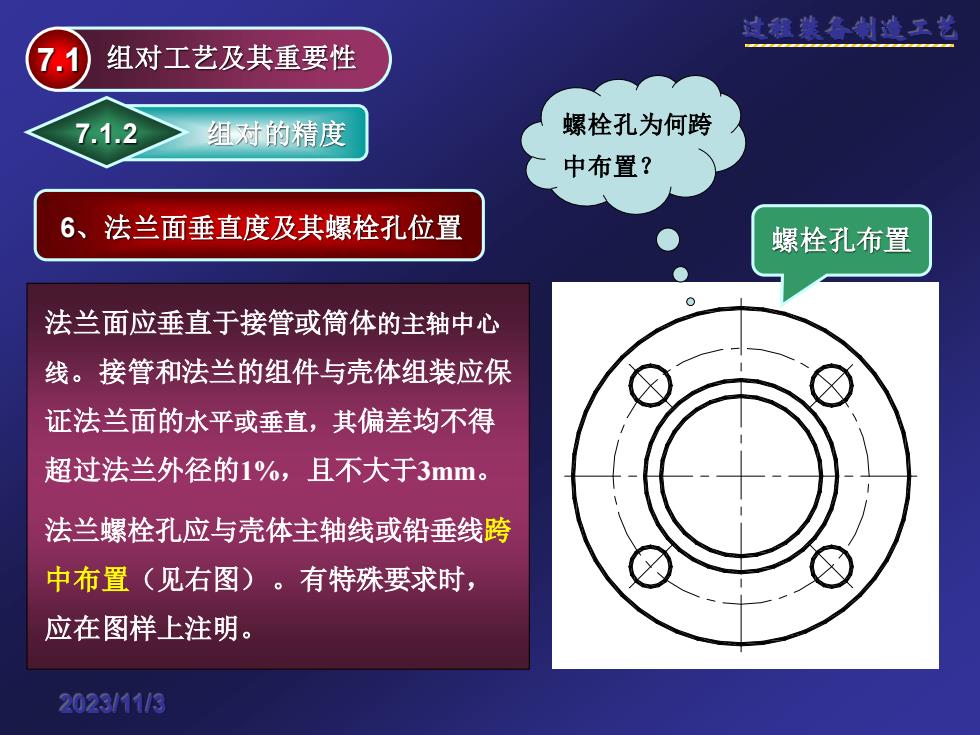
7.1 组对工艺及其重要性 7.1.2 组对的精度 螺栓孔为何跨 中布置? 6、法兰面垂直度及其螺栓孔位置 螺栓孔布置 法兰面应垂直于接管或筒体的主轴中心 线。接管和法兰的组件与壳体组装应保 证法兰面的水平或垂直,其偏差均不得 超过法兰外径的1%,且不大于3mm。 法兰螺栓孔应与壳体主轴线或铅垂线跨 中布置(见右图)。有特殊要求时, 应在图样上注明。 2023/111/3
过程装备制造工艺 2023/11/3 6、法兰面垂直度及其螺栓孔位置 法兰面应垂直于接管或筒体的主轴中心 线。接管和法兰的组件与壳体组装应保 证法兰面的水平或垂直,其偏差均不得 超过法兰外径的1%,且不大于3mm。 法兰螺栓孔应与壳体主轴线或铅垂线跨 中布置(见右图)。有特殊要求时, 应在图样上注明。 螺栓孔布置 7.1.2 组对的精度 7.1 组对工艺及其重要性 螺栓孔为何跨 中布置?
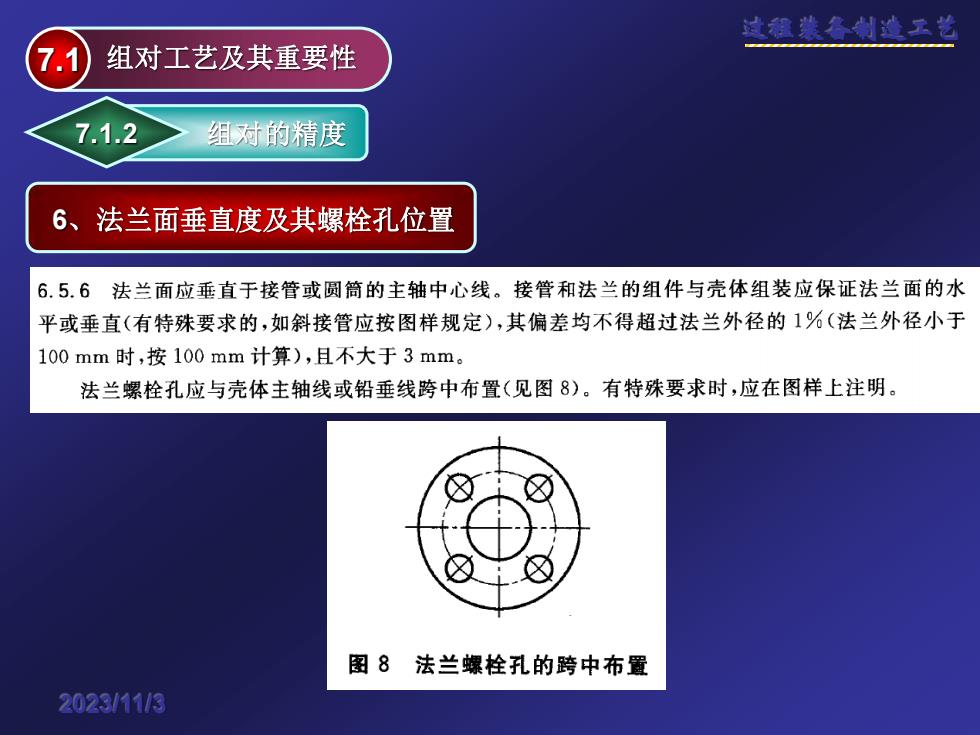
域鼠装春制造云卷 7.1 组对工艺及其重要性 7.1.2 组对的精度 6、法兰面垂直度及其螺栓孔位置 6.5.6法兰面应垂直于接管或圆筒的主轴中心线。接管和法兰的组件与壳体组装应保证法兰面的水 平或垂直(有特殊要求的,如斜接管应按图样规定),其偏差均不得超过法兰外径的1%(法兰外径小于 100mm时,按100mm计算),且不大于3mm。 法兰螺栓孔应与壳体主轴线或铅垂线跨中布置(见图8)。有特殊要求时,应在图样上注明。 图8法兰螺栓孔的跨中布置 2023111月
过程装备制造工艺 2023/11/3 6、法兰面垂直度及其螺栓孔位置 7.1.2 组对的精度 7.1 组对工艺及其重要性

7.1 组对工艺及其重要性 8、内件焊缝边缘位置 7.1.2 组对的精度 避开筒体上A、B类焊接接头。 GB150.4-2011《压力容器》: 7、底座及其螺栓孔位置 6.5.8容器内件和壳体间的焊接应 尽量避开壳体上的A、B类焊接接 地脚螺栓孔其中心圆允差、任 意两孔弦长允差不大于2mm。 头。 9、对被覆盖焊缝的组对要求 GB150.4-2011《压力容器》: 6.5.7直立容器的底座圈、底板 被覆盖焊缝应打磨至与母材齐平。 上地脚螺栓孔应均布,中心圆直 GB150.4-2011《压力容器》: 径允差、相邻两孔弦长允差和任 意两孔弦长允差均不大于2mm。 6.5.9容器上凡被补强圈、支 座、垫板等覆盖的焊缝,均应打磨 至与母材齐平。 2023/111/3
过程装备制造工艺 2023/11/3 7、底座及其螺栓孔位置 地脚螺栓孔其中心圆允差、任 意两孔弦长允差不大于2mm。 8、内件焊缝边缘位置 GB150.4-2011《压力容器》: 6.5.7 直立容器的底座圈、底板 上地脚螺栓孔应均布,中心圆直 径允差、相邻两孔弦长允差和任 意两孔弦长允差均不大于2mm 。 GB150.4-2011《压力容器》: 6.5.8 容器内件和壳体间的焊接应 尽量避开壳体上的A、B类焊接接 头。 避开筒体上A、B类焊接接头。 9、对被覆盖焊缝的组对要求 GB150.4-2011《压力容器》: 6.5.9 容器上凡被补强圈、支 座、垫板等覆盖的焊缝,均应打磨 至与母材齐平。 被覆盖焊缝应打磨至与母材齐平。 7.1.2 组对的精度 7.1 组对工艺及其重要性
7.1 组对工艺及其重要性 7.1.2 组对的精度 7、底座及其螺栓孔位置 6.5.7直立容器的底座圈、底板上地脚螺栓孔应均布,中心圆直径允差、相邻两孔弦长允差和任意两孔 弦长允差均不大于士3mm。 8、内件焊缝边缘位置 6,5.8容器内件和壳体间的焊接应尽量避开壳体上的A、B类焊接接头。 9、对被覆盖焊缝的组对要求 6.5.9 容器上凡被补强圈、支座、垫板等覆盖的焊缝,均应打磨至与母材齐平。 202311113
过程装备制造工艺 2023/11/3 7、底座及其螺栓孔位置 8、内件焊缝边缘位置 9、对被覆盖焊缝的组对要求 7.1.2 组对的精度 7.1 组对工艺及其重要性