第2章 机械加工工艺规程设计 2.1 基本概念 2.1.3机械加工工艺过程的组成 1.工序 工艺过程的基本单元。是指一个或一组工人在一个工 作地点对同一个或同时对几个工件连续完成的那一部分工 艺过程。 要点 三定一连续”:工人、工作地点、工件三不变,且连续完成。 意义 主要特征是工人和工作地点。由工序数可知工作面积 大小、工人人数和设备数量,是工艺规程设计的重要资料。 2023/111/3
过程装备制造工艺 2023/11/3 主要特征是工人和工作地点。由工序数可知工作面积 大小、工人人数和设备数量,是工艺规程设计的重要资料。 2.1.3 机械加工工艺过程的组成 工艺过程的基本单元。是指一个或一组工人在一个工 作地点对同一个或同时对几个工件连续完成的那一部分工 艺过程。 要点 意义 “三定一连续”:工人、工作地点、工件三不变,且连续完成。 1. 工序 第 2 章 机械加工工艺规程设计 2.1 基本概念
2.1 基本概念 2.1.3机械加工工艺过程的组成 2.安装及工位 安装 工件在加工前,在机床(或夹具)上定位和夹紧的整个过程。 道工序中,工件在一次定位和夹紧下所完成的那一部分工序。 要点 同一工序工件在加工位置上,可能安装一次,也可能安装多次。 在多轴机床或带有转位夹具的机床上加工时,工件在所占有的 工位 每一个位置上所完成的那一部分工序。 多工位加工,可减少安装次数,提高生产力。生产上常采用不 要点 需要重新安装工件而能改变工件位置,加工不同表面的夹具。 2023/M11图
过程装备制造工艺 2023/11/3 2.1.3 机械加工工艺过程的组成 工件在加工前,在机床(或夹具)上定位和夹紧的整个过程。 一道工序中,工件在一次定位和夹紧下所完成的那一部分工序。 要点 同一工序工件在加工位置上,可能安装一次,也可能安装多次。 2. 安装及工位 安装 在多轴机床或带有转位夹具的机床上加工时,工件在所占有的 每一个位置上所完成的那一部分工序。 工位 多工位加工,可减少安装次数,提高生产力。生产上常采用不 需要重新安装工件而能改变工件位置,加工不同表面的夹具。 要点 2.1 基本概念
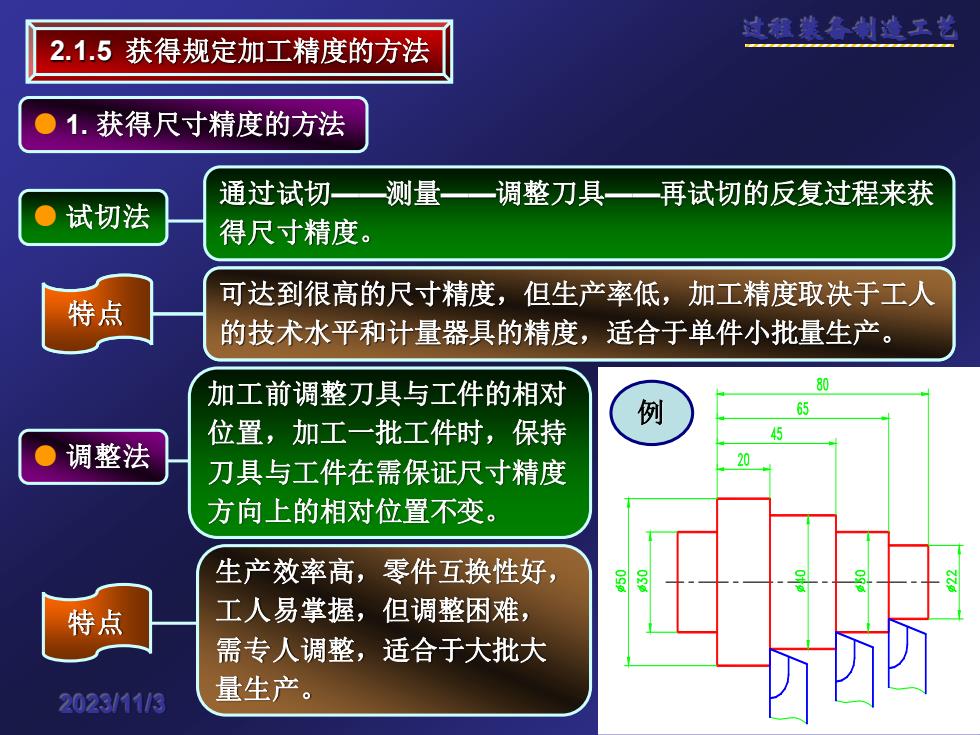
2.1.5获得规定加工精度的方法 。1.获得尺寸精度的方法 通过试切—测量一调整刀具一再试切的反复过程来获 试切法 得尺寸精度。 可达到很高的尺寸精度,但生产率低,加工精度取决于工人 特点 的技术水平和计量器具的精度,适合于单件小批量生产。 加工前调整刀具与工件的相对 80 例 65 位置,加工一批工件时,保持 45 ●调整法 刀具与工件在需保证尺寸精度 20 方向上的相对位置不变。 生产效率高,零件互换性好, 特点 工人易掌握,但调整困难, 需专人调整,适合于大批大 2023/111/3 量生产
过程装备制造工艺 2023/11/3 2.1.5 获得规定加工精度的方法 ● 1. 获得尺寸精度的方法 ● 试切法 通过试切——测量——调整刀具——再试切的反复过程来获 得尺寸精度。 可达到很高的尺寸精度,但生产率低,加工精度取决于工人 的技术水平和计量器具的精度,适合于单件小批量生产。 特点 加工前调整刀具与工件的相对 位置,加工一批工件时,保持 刀具与工件在需保证尺寸精度 方向上的相对位置不变。 ● 调整法 可达到很高的尺寸精度,但生产率低,加工精度取决于工人 的技术水平和计量器具的精度,适合于单件小批量生产。 特点 生产效率高,零件互换性好, 工人易掌握,但调整困难, 需专人调整,适合于大批大 量生产。 特点 例
2.2工件的安装 2.2.1安装的概念 ●定位一工件加工前,使其在机床上或夹具中占有正确位置的过程。 夹紧一工件定位后将其固定,使其在加工过程中保持定位位置不 变的操作。 安装一工件从定位到夹紧这一过程。 ●安装的重要性 正确的安装是保证工件加工精度的重要条件。 定位不正确,工件在机床或夹具上不能占有正 确位置,产生定位误差;夹紧不合适,使工件 产生变形和位移,产生夹紧误差。 上述两种误差统称为安装误差。 2023/M11图
过程装备制造工艺 2023/11/3 2.2.1 安装的概念 ● 定位——工件加工前,使其在机床上或夹具中占有正确位置的过程。 ● 夹紧——工件定位后将其固定,使其在加工过程中保持定位位置不 变的操作。 ● 安装的重要性 ● 安装——工件从定位到夹紧这一过程。 正确的安装是保证工件加工精度的重要条件。 定位不正确,工件在机床或夹具上不能占有正 确位置,产生定位误差;夹紧不合适,使工件 产生变形和位移,产生夹紧误差。 上述两种误差统称为安装误差。 2.2 工件的安装

道狐装备剑地系兰 2.2工件的安装 2.2.4工件六点定位讨论 1.正确的定位有完全定位和不完全定位两种。 完全定位——将工件的六个自由度合理的一一 全部限制的定位形式。工件 在空间占有完全确定的唯一位置。 完全定位是工件在空间位置确定的最高程度。 不完全定位一根据工件的加工要求,允许少于六点的定位,而仅限制 工件部分自由度的定位。 2023/111/3
过程装备制造工艺 2023/11/3 2.2.4 工件六点定位讨论 ● 1. 正确的定位有完全定位和不完全定位两种。 完全定位——将工件的六个自由度合理的一一全部限制的定位形式。工件 在空间占有完全确定的唯一位置。 完全定位是工件在空间位置确定的最高程度。 不完全定位——根据工件的加工要求,允许少于六点的定位,而仅限制 工件部分自由度的定位。 2.2 工件的安装