7.1 组对工艺及其重要性 Dmin 7.1.2 组对的精度 Dmin Dmax 10、容器的圆度 容器组焊后应按最大内径与最小内径之差检查壳体圆度。 GB150.4-2011《压力容器》: 6.5.10容器组焊完成后,应检查壳体的直径,要求如下。 a)壳体同一断面上最大内径与最小内径之差,应不大于该断面内径D的 1%(对锻焊容器为1%),且不大于25mm。 b)当被检断面位于开孔中心的距离小于开孔时,则该断面上最大内径与 最小内径之差,应不大于该断面内径D:的1%(对锻焊容器为1%)与开 孔内径的2%之和,且不大于25mm。 2023/1113
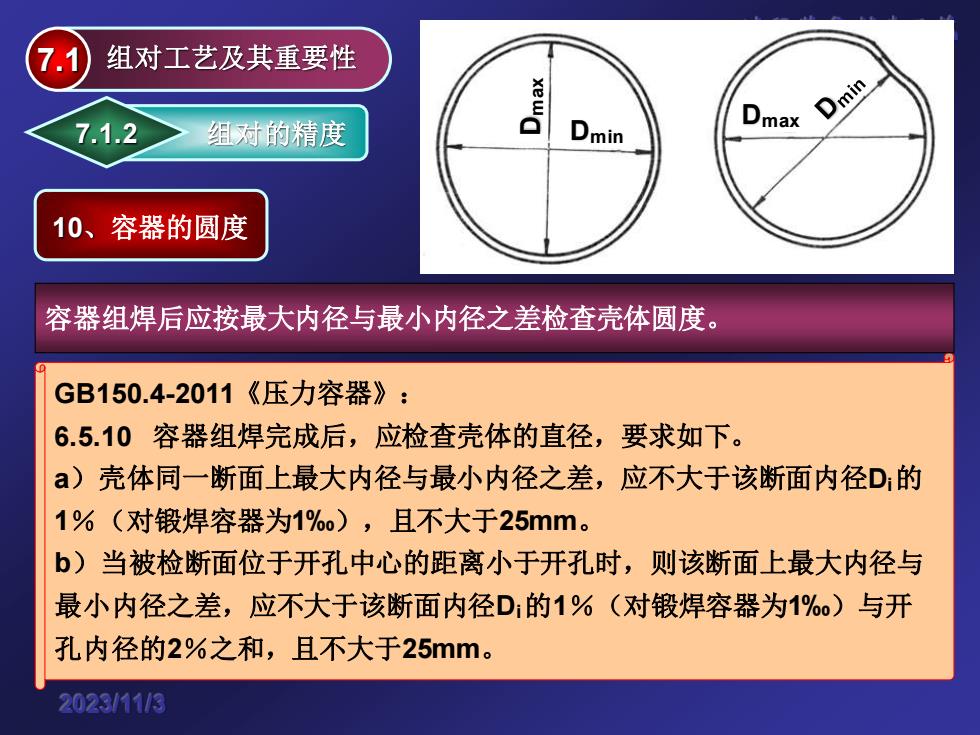
过程装备制造工艺 2023/11/3 GB150.4-2011《压力容器》: 6.5.10 容器组焊完成后,应检查壳体的直径,要求如下。 a)壳体同一断面上最大内径与最小内径之差,应不大于该断面内径Di 的 1%(对锻焊容器为1‰),且不大于25mm。 b)当被检断面位于开孔中心的距离小于开孔时,则该断面上最大内径与 最小内径之差,应不大于该断面内径Di 的1%(对锻焊容器为1‰)与开 孔内径的2%之和,且不大于25mm。 10、容器的圆度 容器组焊后应按最大内径与最小内径之差检查壳体圆度。 7.1.2 组对的精度 7.1 组对工艺及其重要性 Dmax D Dmin max

7.1 组对工艺及其重要性 7.1.2 组对的精度 10、容器的圆度 6.5.10容器组焊完成后,应检查壳体的直径,要求如下: a) 壳体同一断面上最大内径与最小内径之差,应不大于该断面内径D:的1%(对锻焊容器为 1%),且不大于25mm(见图9); b)当被检断面与开孔中心的距离小于开孔直径时,则该断面最大内径与最小内径之差,应不大 于该断面内径D:的1%(对锻焊容器为1%)与开孔直径的2%之和,且不大于25mm。 D 20231111月
过程装备制造工艺 2023/11/3 10、容器的圆度 7.1.2 组对的精度 7.1 组对工艺及其重要性
7.1 组对工艺及其重要性 内压作用下,容 器断面趋于真圆; 7.1.2 组对的精度 外压作用下,容器 为什么外压容 器比内压容器 断面圆度偏差易加 11、外压容器的圆度 的圆度检查要 大,造成失稳。故 求高? 外压容器比内压容 外压容器按样板检查壳体圆度。 器圆度检查要求高。 GB150.4-2011《压力容器》: 6.5.11外压容器组焊完成后,还应按如下要求检查壳体的圆度: )采用内弓形或外弓形样板测量。样板圆弧半径等于壳体内半径或外半 径,其弦长等于GB150.3-2011图4-14查得的弧长的两倍。测量点应避开 焊接接头或其他等凸起部位。 b)用样板沿壳体径向测量的最大正负偏差不得大于由图10中查得的最 大允许偏差值。… c)圆筒、锥壳L与D0分别按GB150.3-2011的规定选取,…
过程装备制造工艺 2023/11/3 GB150.4-2011《压力容器》: 6.5.11 外压容器组焊完成后,还应按如下要求检查壳体的圆度: a)采用内弓形或外弓形样板测量。样板圆弧半径等于壳体内半径或外半 径,其弦长等于GB150.3-2011图4-14查得的弧长的两倍。测量点应避开 焊接接头或其他等凸起部位。 b)用样板沿壳体径向测量的最大正负偏差e不得大于由图10中查得的最 大允许偏差值。…… c)圆筒、锥壳L与D0分别按GB150.3-2011的规定选取,…… 11、外压容器的圆度 外压容器按样板检查壳体圆度。 7.1.2 组对的精度 7.1 组对工艺及其重要性 为什么外压容 器比内压容器 的圆度检查要 求高? 内压作用下,容 器断面趋于真圆; 外压作用下,容器 断面圆度偏差易加 大,造成失稳。故 外压容器比内压容 器圆度检查要求高
7.1 组对工艺及其重要性 7.1.2 组对的精度 11、外压容器的圆度 6.5.11外压容器组焊完成后,还应按如下要求检查壳体的圆度: a) 采用内弓形或外弓形样板(依测量部位而定)测量。样板圆弧半径等于壳体内半径或外半径, 其弦长等于GB150.3一2011图4-14中查得的弧长的两倍。测量点应避开焊接接头或其他凸 起部位。 b)用样板沿壳体径向测量的最大正负偏差e不得大于由图10中查得的最大允许偏差值。 当D。/6。与L/D。的交点位于图10中任意两条曲线之间时,其最大正负偏差e由内插法确定; 当D。/6。与L/D。的交点位于图中e=1.08.曲线的上方或e=0.28。曲线的下方时,其最大正 负偏差e分别不得大于。及0.26。值。 c)圆筒、锥壳L与D。分别按GB150.3的规定选取,对于球壳L取为0.5D。;对于锥壳D。取测 量点所在锥壳外直径Dox,L取L.(DL/Dx),其中当量长度L。按GB150.3一2011式(5-20) 计算。 2023/M11图
过程装备制造工艺 2023/11/3 11、外压容器的圆度 7.1.2 组对的精度 7.1 组对工艺及其重要性
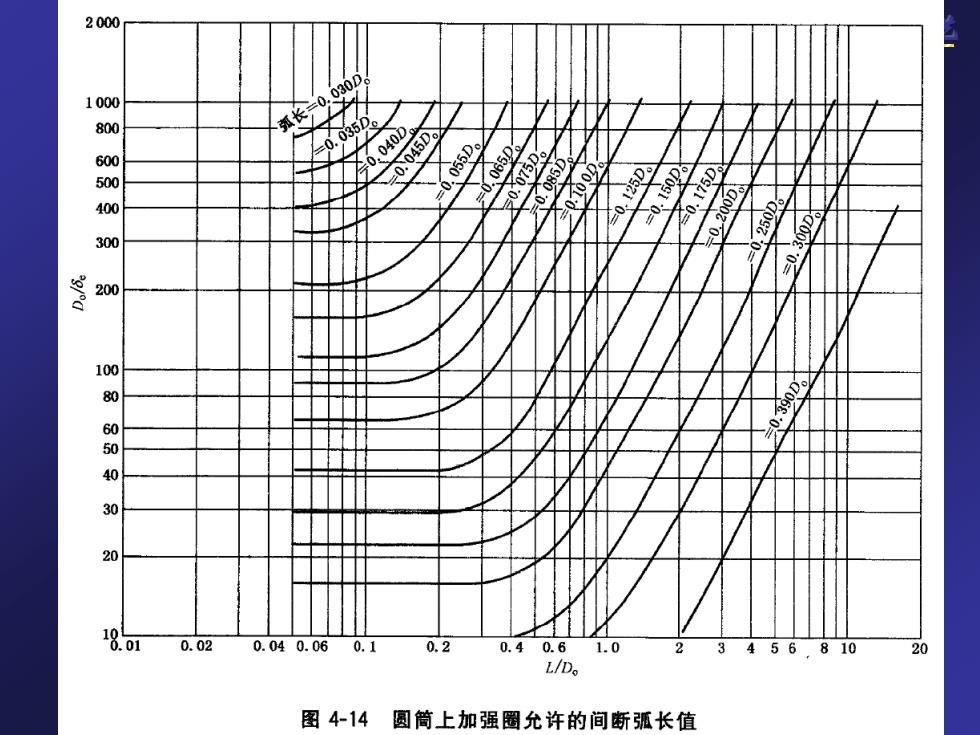
2000 030D 1000 0 800 长 035 0 600 0,040D 500 ←0.045D =0055D。 =0065p AOO 0.075D6 0.085j 002 2125D 6.1i5D ←0200D。 :25025 300 过 200 100 80 6 0.390D。 30 1g.o1 0.020.040.060.1 0.2 0.40.6 1.0 2 56,810 20 L/D。 图4-14圆筒上加强圈允许的间断弧长值
过程装备制造工艺 2023/11/3