2.4机械加工工艺规程的制定 2.4.2工艺过程设计 5.拟定工艺路线 拟定工艺路线是工艺规程设计中的一项重要工作,含以下四个内容。 )表面加工方法的选择; 2)加工阶段的划分: 下面详细介绍 3)工序的集中与分散 4) 加工顺序的安排。 本例中的齿轮零件,可先进行齿坯加工,再进行齿面加工。齿面 加工包括各圆柱表面及端面的加工。并首先加工基准面,重要表 面需要经几次加工,即先粗加工,再精加工。工艺路线如下。 20231111月
过程装备制造工艺 2023/11/3 5. 拟定工艺路线 拟定工艺路线是工艺规程设计中的一项重要工作,含以下四个内容。 2.4.2 工艺过程设计 1)表面加工方法的选择; 2)加工阶段的划分; 3)工序的集中与分散; 4)加工顺序的安排。 下面详细介绍 本例中的齿轮零件,可先进行齿坯加工,再进行齿面加工。齿面 加工包括各圆柱表面及端面的加工。并首先加工基准面,重要表 面需要经几次加工,即先粗加工,再精加工。工艺路线如下。 2.4 机械加工工艺规程的制定
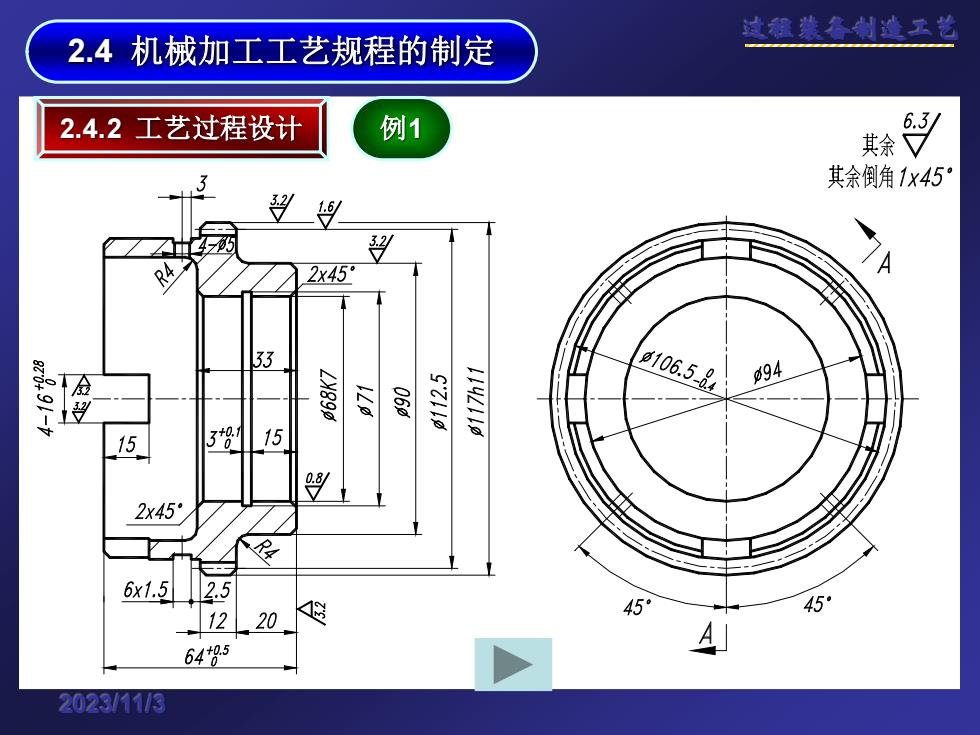
2.4机械加工工艺规程的制定 2.4.2工艺过程设计 例1 除彩 其余倒角1x45° R4 2X45 33 十豪 106.5-84 94 42110 15 3815 2x45° 6x1.5 2 20 459 45 6485 A 2029/1113
过程装备制造工艺 2023/11/3 2.4.2 工艺过程设计 例1 2.4 机械加工工艺规程的制定
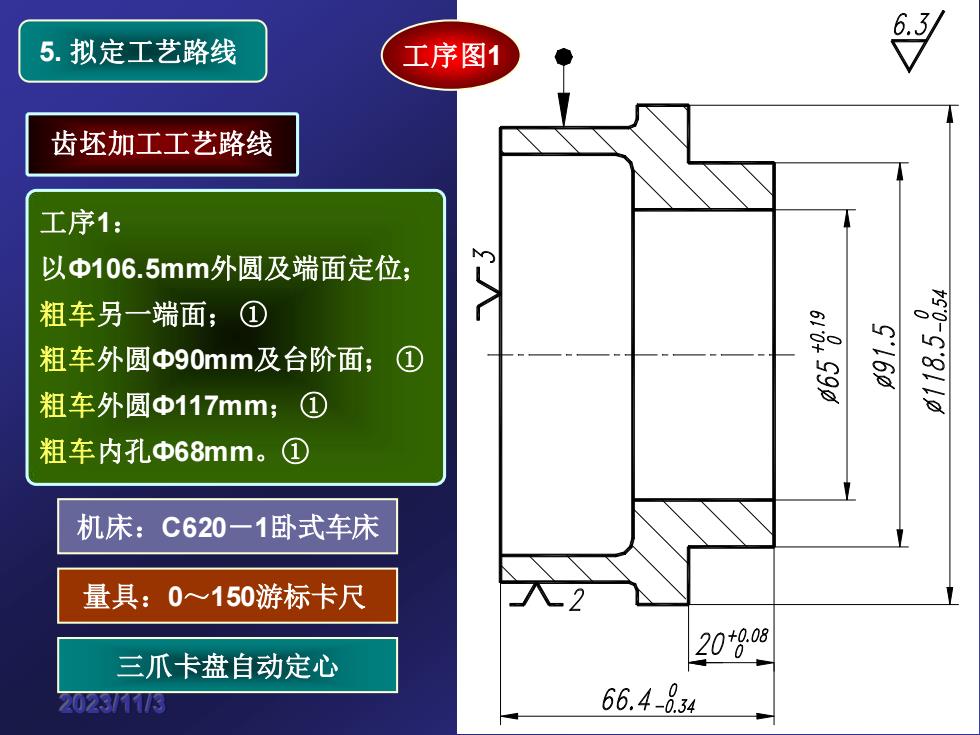
6.3 5.拟定工艺路线 工序图1 齿坯加工工艺路线 工序1: 以Φ106.5mm外圆及端面定位; 粗车另一端面;① 粗车外圆Φ90mm及台阶面;① 114090 2100 粗车外圆Φ117mm;① 粗车内孔Φ68mm。① 机床:C620一1卧式车床 量具:0~150游标卡尺 三爪卡盘自动定心 2090 2023113 66.4-834
过程装备制造工艺 2023/11/3 5. 拟定工艺路线 齿坯加工工艺路线 工序1: 以Ф106.5mm外圆及端面定位; 粗车另一端面; ① 粗车外圆Ф90mm及台阶面; ① 粗车外圆Ф117mm;① 粗车内孔Ф68mm。① 工序图1 机床:C620-1卧式车床 量具:0~150游标卡尺 三爪卡盘自动定心
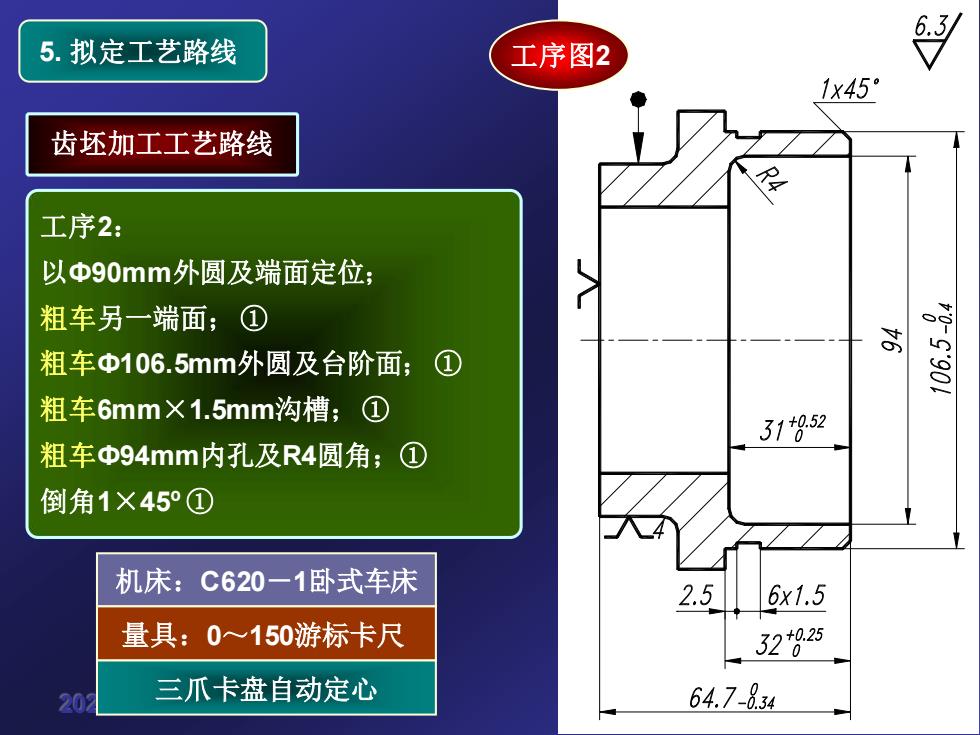
6.3 5.拟定工艺路线 工序图2 1x45° 齿坯加工工艺路线 ● 工序2: 以Φ90mm外圆及端面定位; 粗车另一端面;① 威 粗车Φ106.5mm外圆及台阶面; ① 1290m 粗车6mm×1.5mm沟槽;① 3182 粗车Φ94mm内孔及R4圆角;① 倒角1×45°① 机床:C620-1卧式车床 2.5 6x1.5 量具:0~150游标卡尺 32825 三爪卡盘自动定心 64.7-834
过程装备制造工艺 2023/11/3 5. 拟定工艺路线 齿坯加工工艺路线 工序2: 以Ф90mm外圆及端面定位; 粗车另一端面; ① 粗车Ф106.5mm外圆及台阶面; ① 粗车6mm×1.5mm沟槽;① 粗车Ф94mm内孔及R4圆角;① 倒角1×45º① 工序图2 机床:C620-1卧式车床 量具:0~150游标卡尺 三爪卡盘自动定心
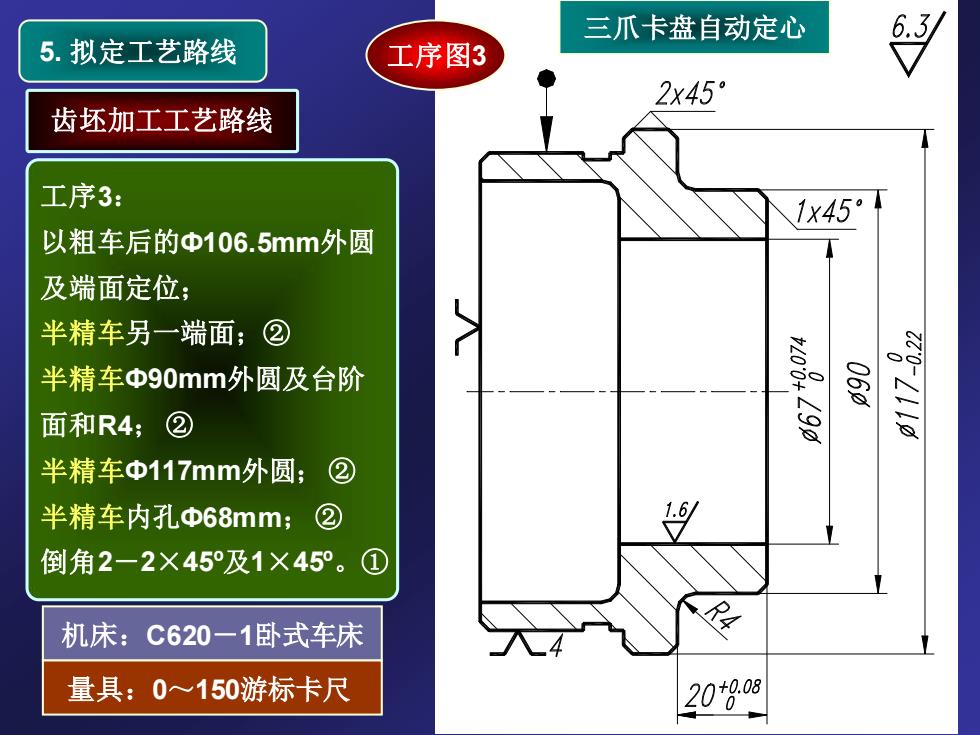
三爪卡盘自动定心 6.3 5.拟定工艺路线 工序图3 2x45° 齿坯加工工艺路线 工序3: 1x45° 以粗车后的Φ106.5mm外圆 及端面定位; 半精车另一端面;② 半精车Φ90mm外圆及台阶 40647f0 景 面和R4;② 半精车Φ117mm外圆:② 半精车内孔Φ68mm;② 9 倒角2-2×45°及1×45°。① 机床:C620一1卧式车床 量具:0~150游标卡尺 2090a
过程装备制造工艺 2023/11/3 5. 拟定工艺路线 齿坯加工工艺路线 工序3: 以粗车后的Ф106.5mm外圆 及端面定位; 半精车另一端面;② 半精车Ф90mm外圆及台阶 面和R4; ② 半精车Ф117mm外圆; ② 半精车内孔Ф68mm; ② 倒角2-2×45º及1×45º。① 工序图3 机床:C620-1卧式车床 量具:0~150游标卡尺 三爪卡盘自动定心