特点1.制件组织紧密,力学性能高;2.生产率高;大批量生产标准件3.材料的利用率高。4.板料冲压所用的金属材料应具有良好的塑性。机械工程实训
机械工程实训 特 点 1. 制件组织紧密,力学性能高; 2. 生产率高;大批量生产标准件 3. 材料的利用率高。 4. 板料冲压所用的金属材料应具 有良好的塑性
3、常用的压力加工方法下模坏料上砥铁凸模,坏料凹模上模压板N坏料aa下铁模锻自由锻板料冲压凸模轧辊坏料坏料拉拔模HFN坏料挤压筒挤压模轧制拉拔挤压机械工程实训
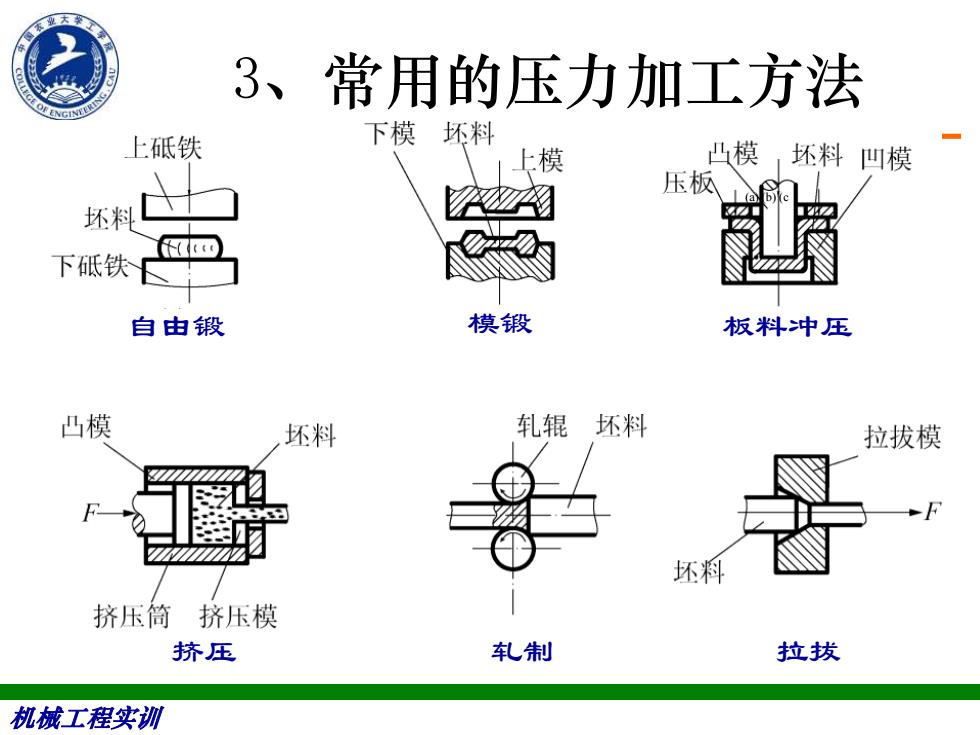
机械工程实训 3、常用的压力加工方法 (a) (b) (c 挤压 轧制 拉拔 自由锻 模锻 板料冲压
4、应用轧制、挤压、拉拔一一金属型材、板材、钢材、线材等;自由锻、模锻一一承受重载的机械零件,如机器主轴、重要齿轮、炮管、枪管等;板料冲压一一汽车制造、电器、仪表及日用品。机械工程实训
机械工程实训 4、应 用 ◆轧制、挤压、拉拔——金属型材、板 材、钢材、线材等; ◆自由锻、模锻——承受重载的机械零 件,如机器主轴、重要齿轮、炮管、 枪管等; ◆板料冲压——汽车制造、电器、仪表 及日用品
第二讲、常用锻造方法自由锻OpenDieforging模锻Dieforging机械工程实训
机械工程实训 第二讲、常用锻造方法 自由锻Open Die forging 模锻 Die forging
自由锻Open Die forging自由锻造是利用冲击力或静压力使金属坏料在锤面与砧面之间自由流动塑性变形的锻造方法。锻件的形状和尺寸主要靠锻工的操作技术来保证。分类手工锻造机器锻造机械工程实训
机械工程实训 一、自由锻Open Die forging 自由锻造是利用冲击力或静压力使金属坯 料在锤面与砧面之间自由流动塑性变形的 锻造方法。 锻件的形状和尺寸主要靠锻工的操作 技术来保证。 分类 手工锻造 机器锻造