综合任务三钢零件及钢部件加工 根据专业化程度和生产规模,钢结构的生产有三种生产 组织方式:专业分工的大流水作业生产:一包到底的混合组 织方式:扩大放样室的业务范围。 钢结构制作的工序较多,对加工顺序要周密安排,避免 或减少工作倒流,以减少往返运输和周转时间。图42之为大 流水作业生产的工艺流程
根据专业化程度和生产规模,钢结构的生产有三种生产 组织方式:专业分工的大流水作业生产;一包到底的混合组 织方式;扩大放样室的业务范围。 钢结构制作的工序较多,对加工顺序要周密安排,避免 或减少工作倒流,以减少往返运输和周转时间。图4.2之为大 流水作业生产的工艺流程。 综合任务三 钢零件及钢部件加工
放样 剪 弯制煨 号 锯 (滚例)模压 零 料 件平 边缘加⊥ 半成品库 原材 气剧 直 (铣、制、铲) 娇正 分类堆 二 制孔 (冲、钻) 次下 料 拼 接 接 正 端部 端部铣平 铣平 小装配 焊 正 总装配 焊 矫 成品 铲磨 油漆 除锈 包装 出 接 正 钻孔 退火 处理 图4.2大流水作业生产的工艺流程
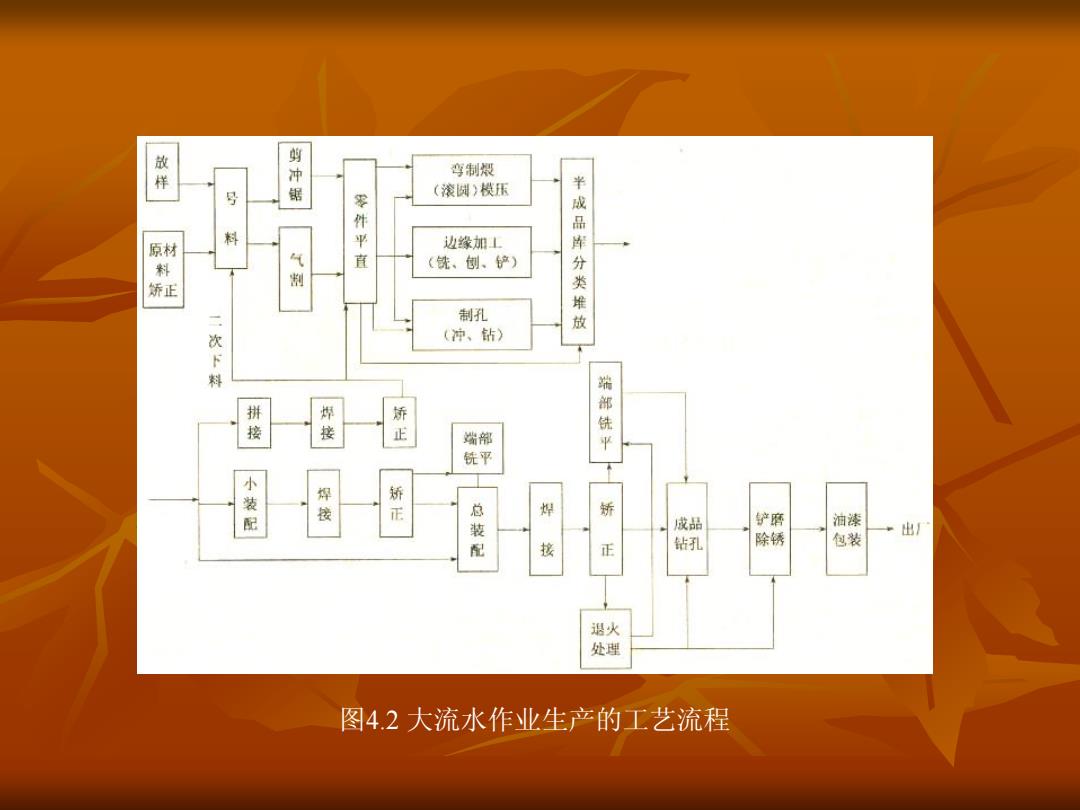
图4.2 大流水作业生产的工艺流程
了、 钢结构加工制作的工艺流程 1、样杆、样板的制作 放样是钢结构制作工艺中的第一道工序,只有放样尺寸 准确,才能避免以后各道加工工序的累计误差,才能保证整个 工程的质量。 放样的内容包括:核对图纸的安装尺寸和孔距, 以1:1 的大样做出节点;核对各部分的尺寸;制作样板和样杆作为下 料弯制 铣、刨、制孔等加工的依据。放样时以1:1的比例 在放样台上利用几何作图方法弹出大样。放样经检查无误后 用0.50~0.75mm的铁皮或塑料板制作样板,用木杆、钢皮或扁 铁制作样杆,当长度较短时可用木尺杆
一、钢结构加工制作的工艺流程 1、样杆、样板的制作 放样是钢结构制作工艺中的第一道工序,只有放样尺寸 准确,才能避免以后各道加工工序的累计误差,才能保证整个 工程的质量。 放样的内容包括:核对图纸的安装尺寸和孔距;以1:1 的大样放出节点;核对各部分的尺寸;制作样板和样杆作为下 料、弯制、铣、刨、制孔等加工的依据。放样时以1:1的比例 在放样台上利用几何作图方法弹出大样。放样经检查无误后, 用0.50~0.75mm的铁皮或塑料板制作样板,用木杆、钢皮或扁 铁制作样杆,当长度较短时可用木尺杆
样板、样杆上应注明工号图号、零件号、数量及加工 边、坡口部位、弯折线和弯折方向、孔径和滚圆半径等。然后 用样板、样杆进行号料,见图4.3。样杆、样板应妥善保存, 直至工程结束后方可销毁。 (a) (b) (a)样杆号孔; (b)样板号料 1一角钢;2一样杆;3一划针:4一样板 图4.3样板号料
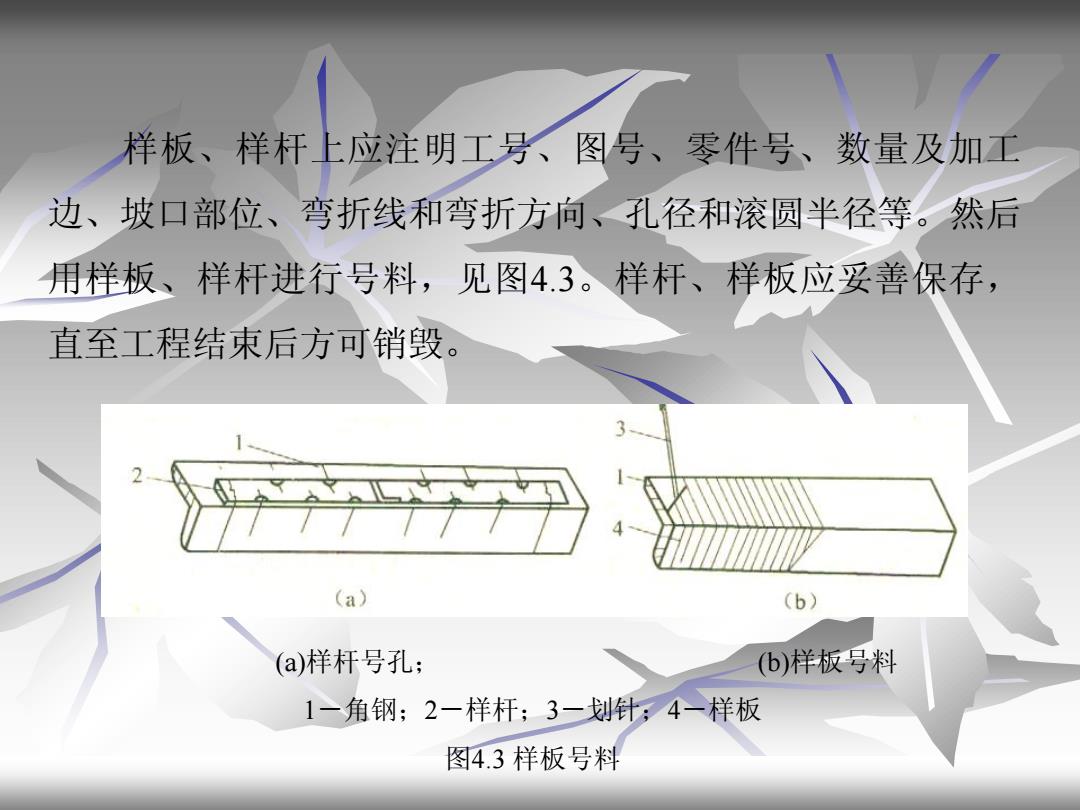
样板、样杆上应注明工号、图号、零件号、数量及加工 边、坡口部位、弯折线和弯折方向、孔径和滚圆半径等。然后 用样板、样杆进行号料,见图4.3。样杆、样板应妥善保存, 直至工程结束后方可销毁。 (a)样杆号孔; (b)样板号料 1-角钢;2-样杆;3-划针;4-样板 图4.3 样板号料
2、号料 ①号料的工作内容包括: 检查核对材料;在材料上划出切割、铣、刨、弯曲、钻 孔等加工位置;打冲孔;标出零件编号等。钢材如有较大弯曲 等问题时应先矫正,根据配料表和样板进行套裁,可能节约 材料。当工艺有规定时,应按规定的方向进行取料,号料应有 利宇切割和保证零件质量
2、号料 ①号料的工作内容包括: 检查核对材料;在材料上划出切割、铣、刨、弯曲、钻 孔等加工位置;打冲孔;标出零件编号等。钢材如有较大弯曲 等问题时应先矫正,根据配料表和样板进行套裁,尽可能节约 材料。当工艺有规定时,应按规定的方向进行取料,号料应有 利于切割和保证零件质量