
3.3气体对金属的作用-氢、氮、氧 3.3.1氢对焊缝金属的作用 ① 能形成稳定化合物的金属:Zr、Ti、V、Ta、Nb。溶解氢的 反应是放热反应,吸氢量随温度的升高而降低。温度超过氢 化物临界稳定温度时,氢化物易分解,氢则逸出。 40000 32000 Zr Ti 24000 e 16000 8000 Nb 000 500 700 900 1100 TIC
3.3 气体对金属的作用-氢、氮、氧 3.3.1 氢对焊缝金属的作用 ① 能形成稳定化合物的金属:Zr、Ti、V、Ta、Nb。溶解氢的 反应是放热反应,吸氢量随温度的升高而降低。温度超过氢 化物临界稳定温度时,氢化物易分解,氢则逸出
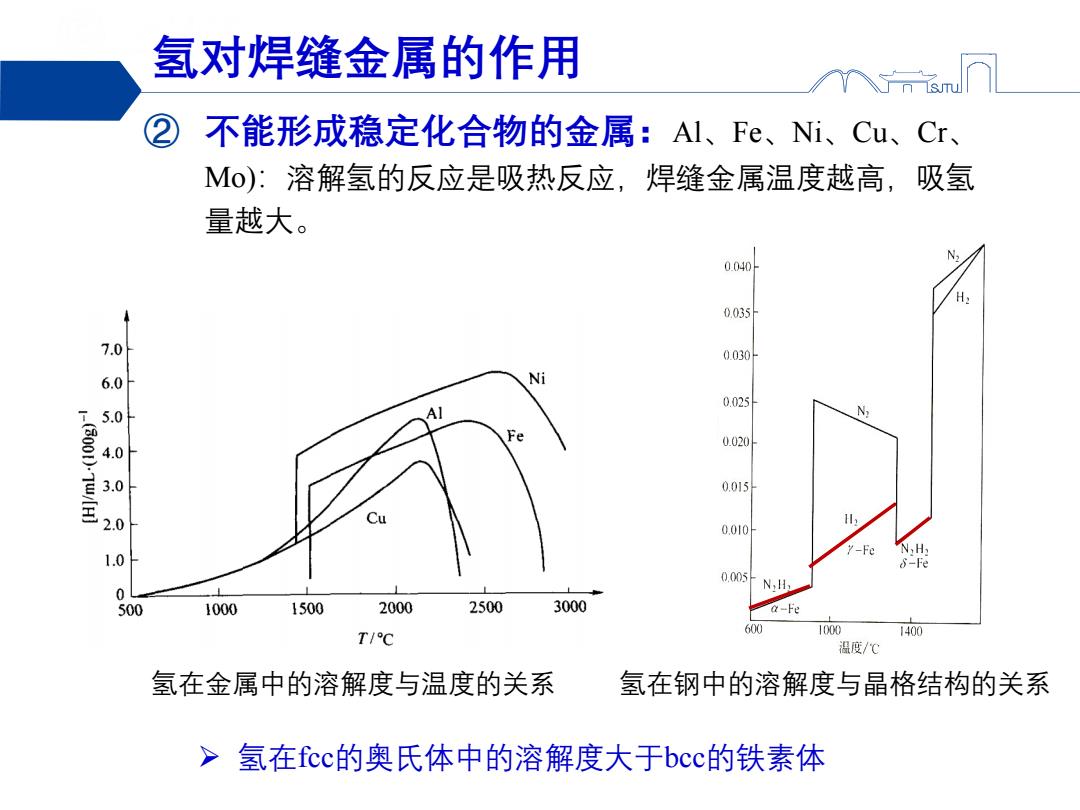
氢对焊缝金属的作用 不能形成稳定化合物的金属:Al、Fe、Ni、Cu、Cr、 MO):溶解氢的反应是吸热反应,焊缝金属温度越高,吸氢 量越大。 0.040 H2 0.035 7.0 0.030 6.0 Ni 75.0 4I 0.025 s001 Fe 0.020 4.0 3 0.015 2.0 Cu 0010F N,H, 1.0 Y-Fe 8-Fe 0.005 0 N:H 500 1000 1500 2000 2500 3000 a-Fe 600 T/℃ 1000 1400 温度/℃ 氢在金属中的溶解度与温度的关系 氢在钢中的溶解度与晶格结构的关系 >氢在fcc的奥氏体中的溶解度大于bcc的铁素体
氢对焊缝金属的作用 ② 不能形成稳定化合物的金属:Al、Fe、Ni、Cu、Cr、 Mo):溶解氢的反应是吸热反应,焊缝金属温度越高,吸氢 量越大。 氢在金属中的溶解度与温度的关系 氢在钢中的溶解度与晶格结构的关系 氢在fcc的奥氏体中的溶解度大于bcc的铁素体
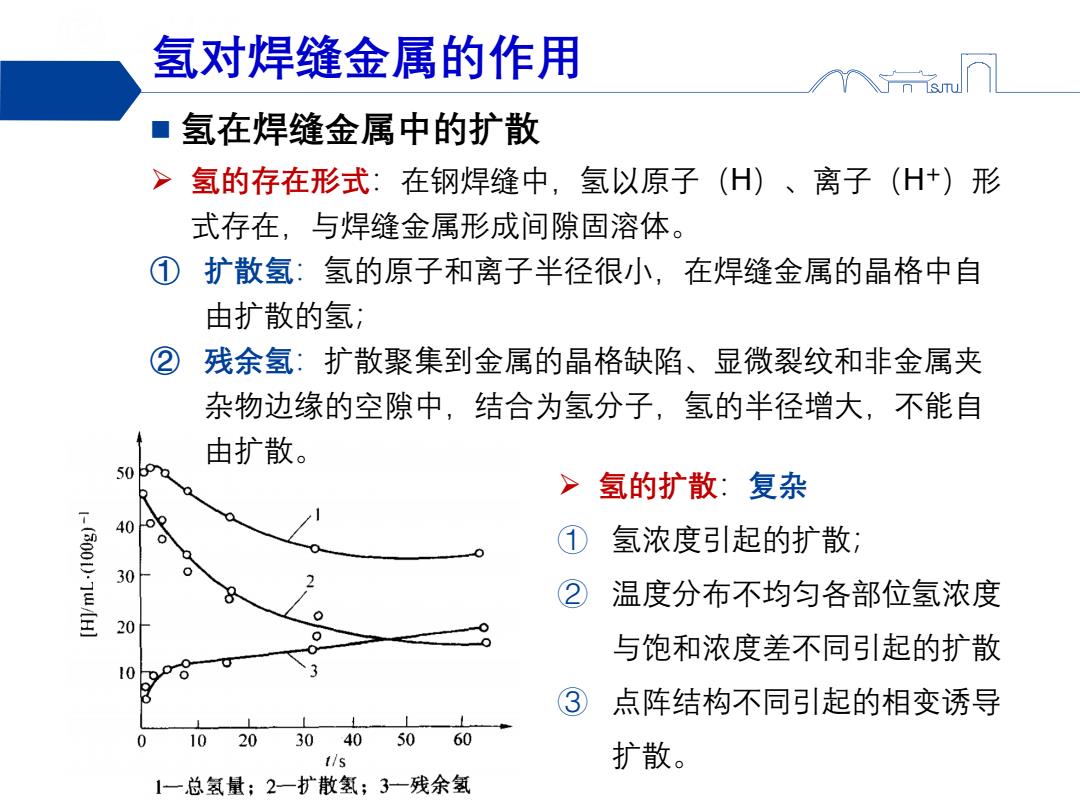
氢对焊缝金属的作用 u ■氢在焊缝金属中的扩散 > 氢的存在形式:在钢焊缝中,氢以原子 (H)、离子(H+)形 式存在,与焊缝金属形成间隙固溶体。 ① 扩散氢:氢的原子和离子半径很小,在焊缝金属的晶格中自 由扩散的氢; 残余氢:扩散聚集到金属的晶格缺陷、显微裂纹和非金属夹 杂物边缘的空隙中,结合为氢分子,氢的半径增大,不能自 由扩散。 50P 氢的扩散:复杂 40 -(3001).7w/H] 氢浓度引起的扩散; 30 2 温度分布不均匀各部位氢浓度 20 与饱和浓度差不同引起的扩散 10 3 点阵结构不同引起的相变诱导 10 20 3040 50 60 1/s 扩散。 1一总氢量:2一扩散氢;3一残余氢
氢在焊缝金属中的扩散 氢的存在形式:在钢焊缝中,氢以原子(H)、离子(H+)形 式存在,与焊缝金属形成间隙固溶体。 ① 扩散氢:氢的原子和离子半径很小,在焊缝金属的晶格中自 由扩散的氢; ② 残余氢:扩散聚集到金属的晶格缺陷、显微裂纹和非金属夹 杂物边缘的空隙中,结合为氢分子,氢的半径增大,不能自 由扩散。 氢的扩散:复杂 ① 氢浓度引起的扩散; ② 温度分布不均匀各部位氢浓度 与饱和浓度差不同引起的扩散 ③ 点阵结构不同引起的相变诱导 扩散。 氢对焊缝金属的作用
ydrogen cracking in a 氢对焊缝金属的作用 let weld of 1040 steel 氢对焊接质量的影响 ① 氢气孔:熔池吸收大量的氢,结晶时溶解度突然不降,使氢处手 过饱和状态,促使2H→H,不溶于金属,形成气泡。 2 冷裂纹:S以下产生的裂纹,扩散氢是导致焊接接头产生冷裂纹 的重要因素。 3 氢脆:氢在室温附近使钢的塑性严重下降的现象,氢脆是扩散H 聚集在缺陷(位错、空位),特别拉伸过程中位错运动造成空腔, 氢在此聚集为氢分子,造成高压力阻碍塑性变形,氢含量越高, 脆化倾向越大。 ④ 白点(鱼眼):断口处出现光亮圆形的白点(0.5mm),外力 作用下塑性变形时促使扩散氢聚集于微小气孔或者夹杂处,影响 塑性、韧性
Hydrogen cracking in a fillet weld of 1040 steel 氢对焊接质量的影响 ① 氢气孔:熔池吸收大量的氢,结晶时溶解度突然下降,使氢处于 过饱和状态,促使2[H]H2不溶于金属,形成气泡。 ② 冷裂纹:Ms以下产生的裂纹,扩散氢是导致焊接接头产生冷裂纹 的重要因素。 ③ 氢脆:氢在室温附近使钢的塑性严重下降的现象,氢脆是扩散H 聚集在缺陷(位错、空位),特别拉伸过程中位错运动造成空腔, 氢在此聚集为氢分子,造成高压力阻碍塑性变形,氢含量越高, 脆化倾向越大。 ④ 白点(鱼眼):断口处出现光亮圆形的白点(0.5mm),外力 作用下塑性变形时促使扩散氢聚集于微小气孔或者夹杂处,影响 塑性、韧性。 氢对焊缝金属的作用
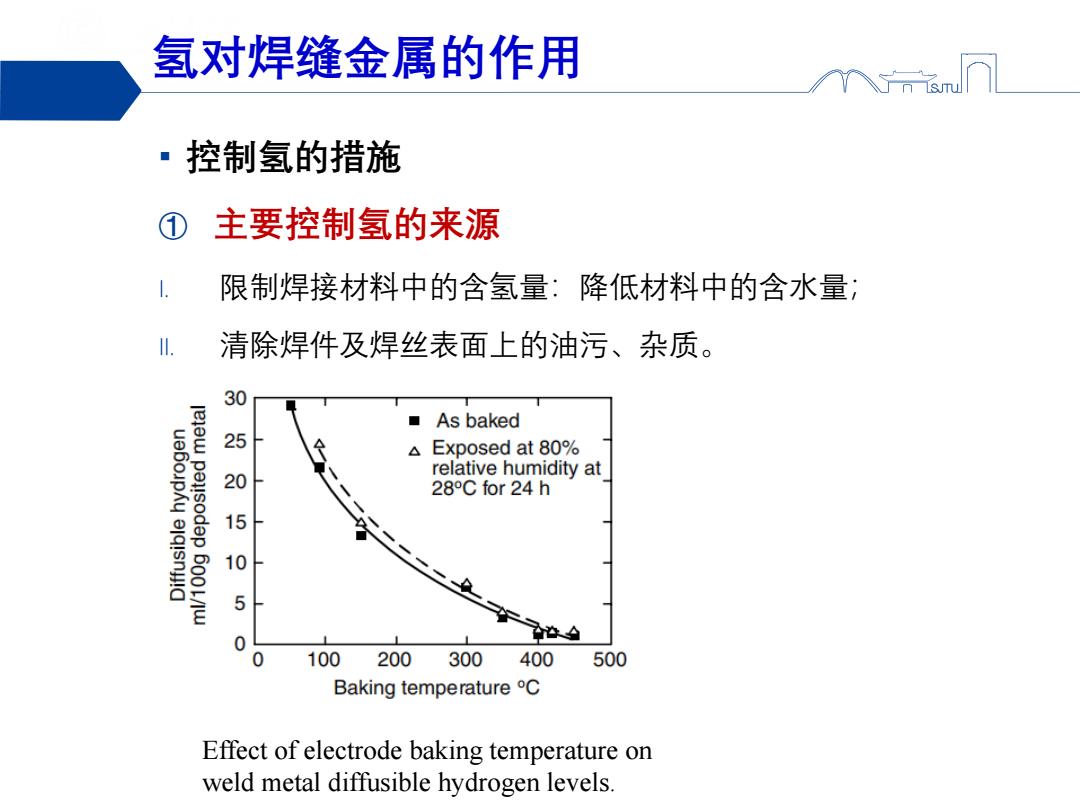
氢对焊缝金属的作用 控制氢的措施 主要控制氢的来源 限制焊接材料中的含氢量:降低材料中的含水量; I. 清除焊件及焊丝表面上的油污、杂质。 30 ■ As baked 25 Exposed at 80% 20 relative humidity at 28C for 24 h 15 10 5 0 100 200 300 400 500 Baking temperature C Effect of electrode baking temperature on weld metal diffusible hydrogen levels
▪ 控制氢的措施 ① 主要控制氢的来源 I. 限制焊接材料中的含氢量:降低材料中的含水量; II. 清除焊件及焊丝表面上的油污、杂质。 Effect of electrode baking temperature on weld metal diffusible hydrogen levels. 氢对焊缝金属的作用