第八节 纸盒模切版设计 模切版设计是包装折叠纸盒生产的关键环节, 直接影响到产品的质量和成本。这一设计需考虑多种 因素,例如盒坯排列方式、搭桥、模切工艺等。 一、排版设计 为了降低成本,就要考虑尽可能提高原料纸板利用 率。要想办法利用同样面积的纸板生产尽可能多的合 格纸盒,这一问题并不等同于如何在模切版上排布尽 可能多的盒坯,因为纸板的纹向限定了盒坯的摆放方 向,所以只能考虑在同一方向上进行盒坯之间的拼接。 盒坯在模切版上的排列方式要受到纸盒尺寸、盒坯的 轮廓形状等多个因素的影响
第八节 纸盒模切版设计 模切版设计是包装折叠纸盒生产的关键环节, 直接影响到产品的质量和成本。这一设计需考虑多种 因素,例如盒坯排列方式、搭桥、模切工艺等。 一、排版设计 为了降低成本,就要考虑尽可能提高原料纸板利用 率。要想办法利用同样面积的纸板生产尽可能多的合 格纸盒,这一问题并不等同于如何在模切版上排布尽 可能多的盒坯,因为纸板的纹向限定了盒坯的摆放方 向,所以只能考虑在同一方向上进行盒坯之间的拼接。 盒坯在模切版上的排列方式要受到纸盒尺寸、盒坯的 轮廓形状等多个因素的影响
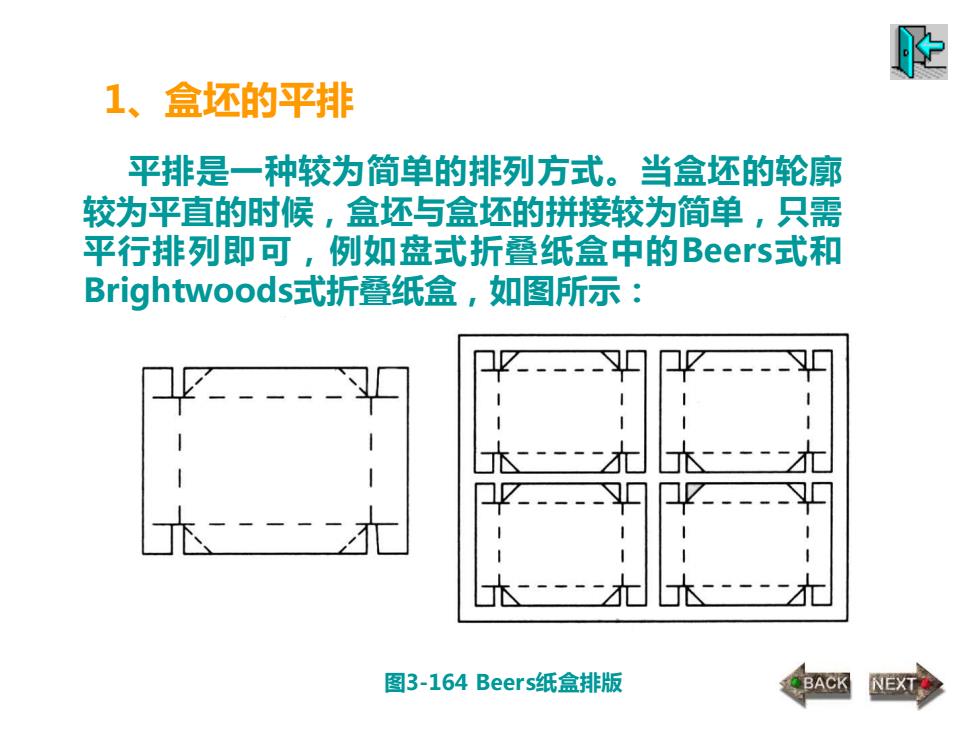
1、盒坯的平排 平排是一种较为简单的排列方式。当盒坯的轮廓 较为平直的时候,盒坯与盒坯的拼接较为简单,只需 平行排列即可,例如盘式折叠纸盒中的Beers式和 Brightwoods式折叠纸盒,如图所示: 图3-164 Beers纸盒排版
1、盒坯的平排 平排是一种较为简单的排列方式。当盒坯的轮廓 较为平直的时候,盒坯与盒坯的拼接较为简单,只需 平行排列即可,例如盘式折叠纸盒中的Beers式和 Brightwoods式折叠纸盒,如图所示: 图3-164 Beers纸盒排版
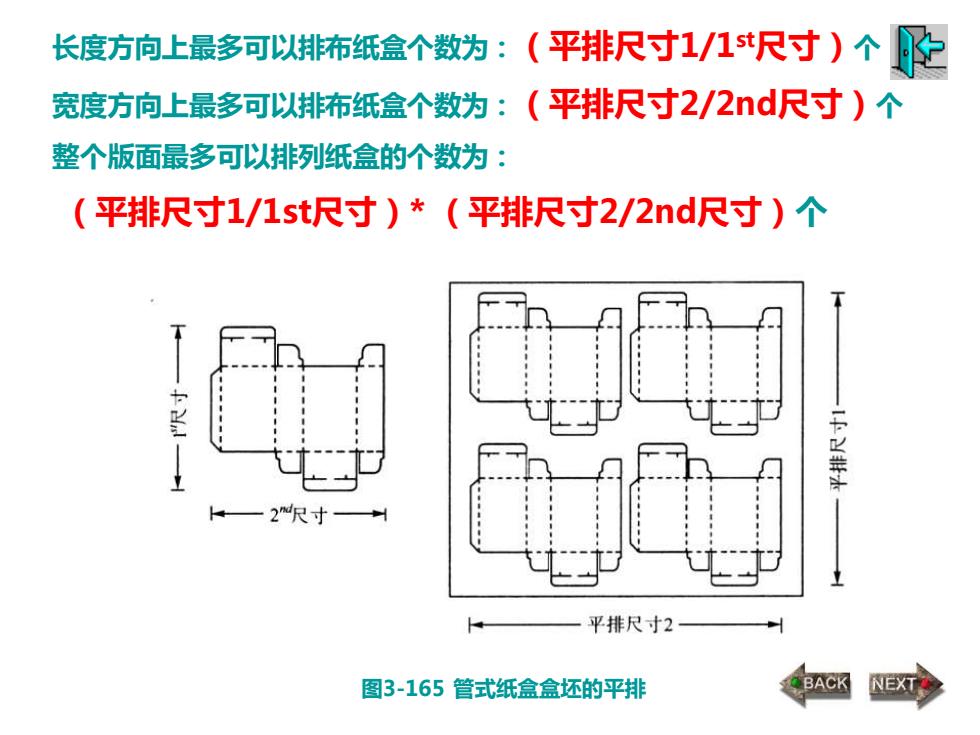
长度方向上最多可以排布纸盒个数为:(平排尺寸1/1st尺寸)个 宽度方向上最多可以排布纸盒个数为:(平排尺寸2/2nd尺寸)个 整个版面最多可以排列纸盒的个数为: (平排尺寸1/1st尺寸)* (平排尺寸2/2nd尺寸)个 图3-165 管式纸盒盒坯的平排
长度方向上最多可以排布纸盒个数为:(平排尺寸1/1st尺寸)个 宽度方向上最多可以排布纸盒个数为:(平排尺寸2/2nd尺寸)个 整个版面最多可以排列纸盒的个数为: (平排尺寸1/1st尺寸)* (平排尺寸2/2nd尺寸)个 图3-165 管式纸盒盒坯的平排
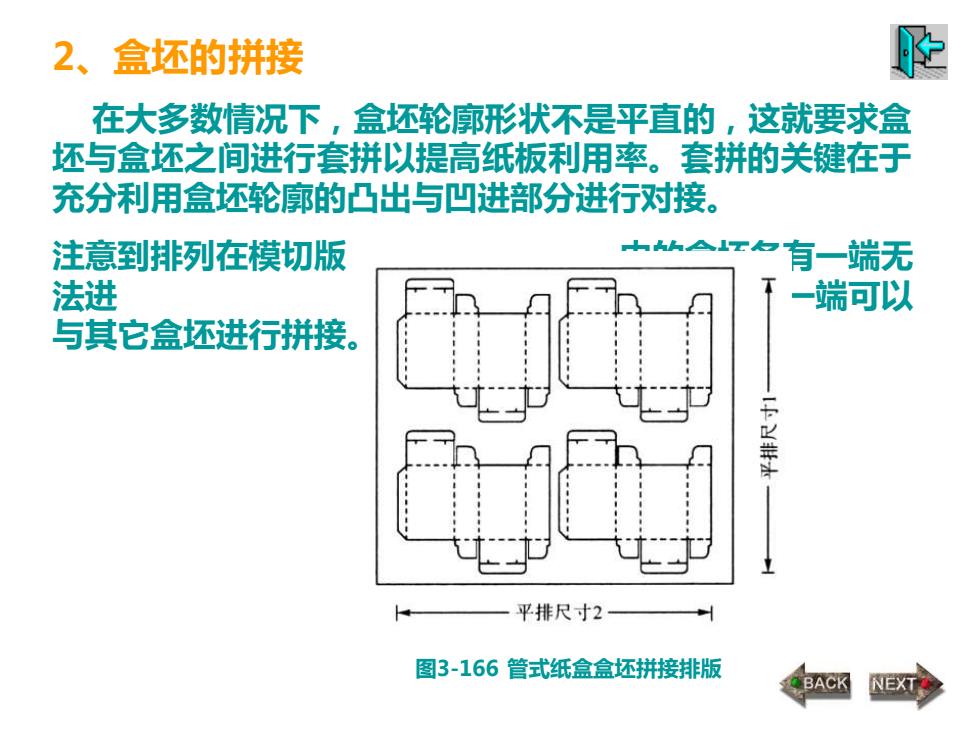
2、盒坯的拼接 在大多数情况下,盒坯轮廓形状不是平直的,这就要求盒 坯与盒坯之间进行套拼以提高纸板利用率。套拼的关键在于 充分利用盒坯轮廓的凸出与凹进部分进行对接。 注意到排列在模切版 内的盒坯各有一端无 法进 行拼接,只有另一端可以 与其它盒坯进行拼接。 图3-166 管式纸盒盒坯拼接排版
2、盒坯的拼接 在大多数情况下,盒坯轮廓形状不是平直的,这就要求盒 坯与盒坯之间进行套拼以提高纸板利用率。套拼的关键在于 充分利用盒坯轮廓的凸出与凹进部分进行对接。 注意到排列在模切版 内的盒坯各有一端无 法进 行拼接,只有另一端可以 与其它盒坯进行拼接。 图3-166 管式纸盒盒坯拼接排版
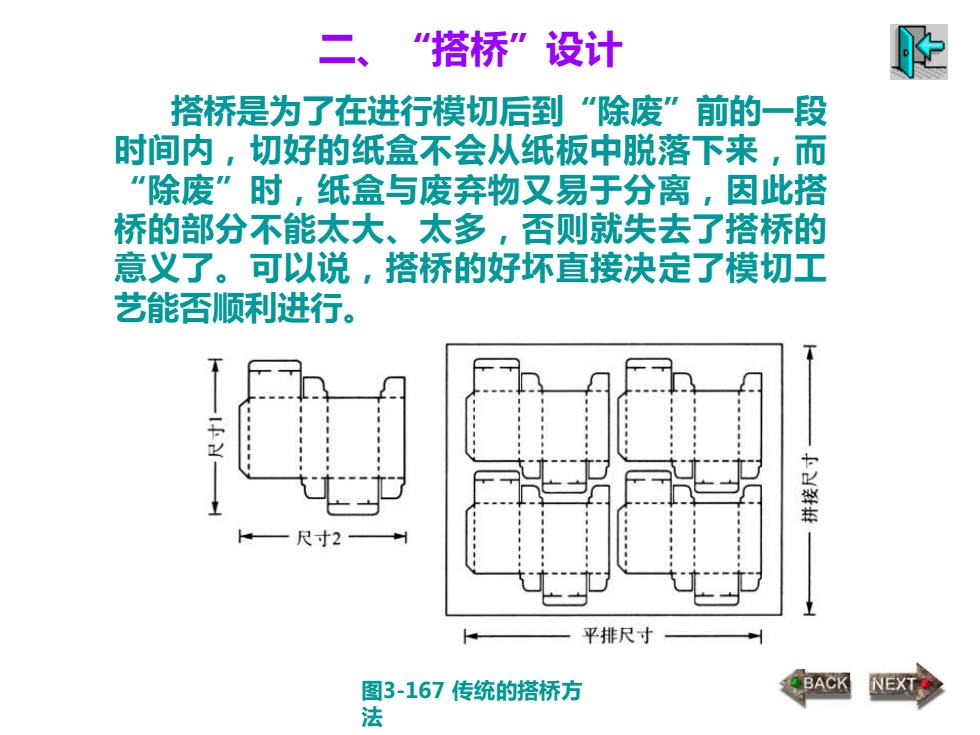
二、“搭桥”设计 搭桥是为了在进行模切后到“除废”前的一段 时间内,切好的纸盒不会从纸板中脱落下来,而 “除废”时,纸盒与废弃物又易于分离,因此搭 桥的部分不能太大、太多,否则就失去了搭桥的 意义了。可以说,搭桥的好坏直接决定了模切工 艺能否顺利进行。 图3-167 传统的搭桥方 法
二、“搭桥”设计 搭桥是为了在进行模切后到“除废”前的一段 时间内,切好的纸盒不会从纸板中脱落下来,而 “除废”时,纸盒与废弃物又易于分离,因此搭 桥的部分不能太大、太多,否则就失去了搭桥的 意义了。可以说,搭桥的好坏直接决定了模切工 艺能否顺利进行。 图3-167 传统的搭桥方 法