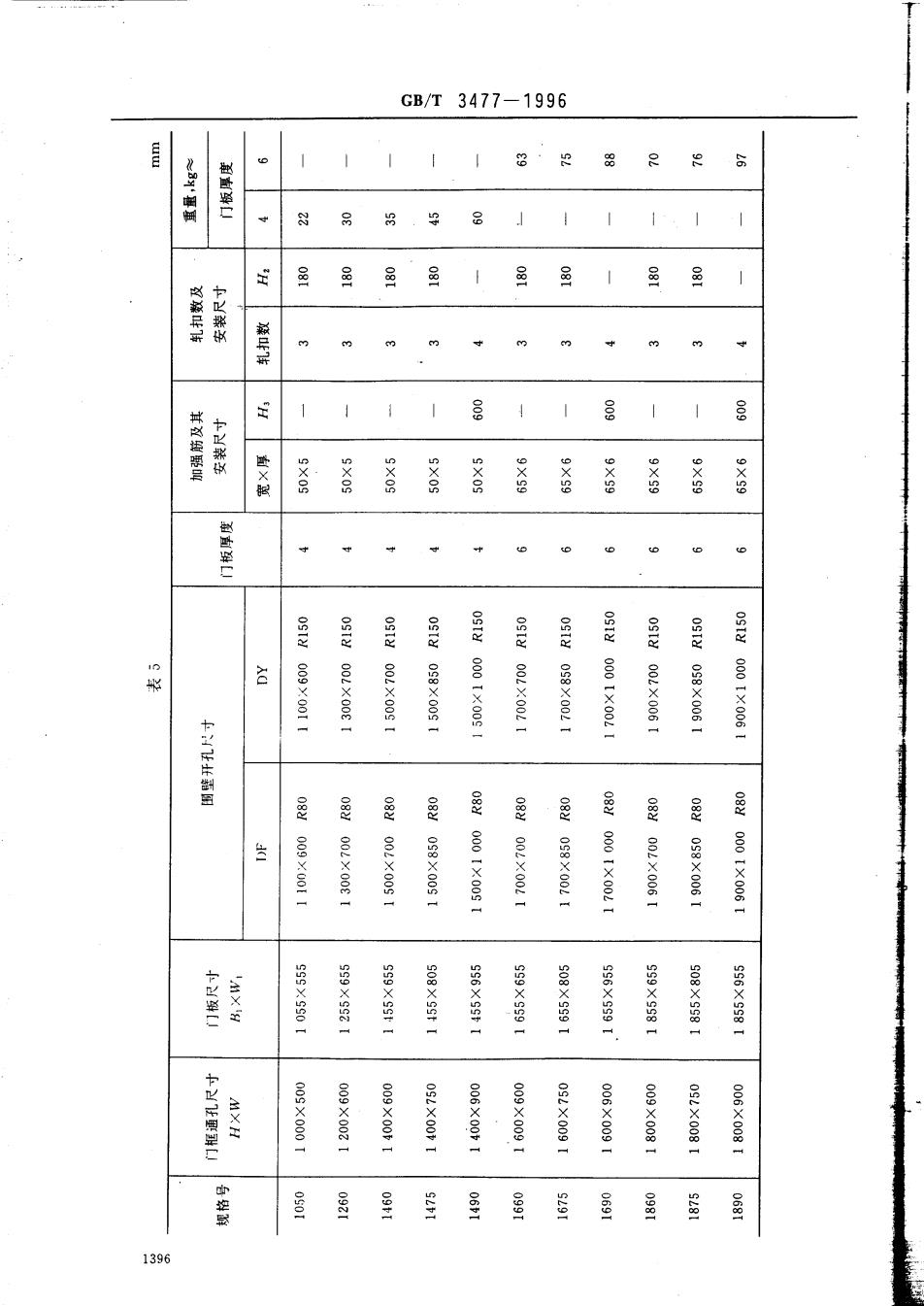
GB/T3477-1996 」 品 品品 中 是 是 000%006 00009 0580051 0001000 e 1000 002006 0894006 06000 1396
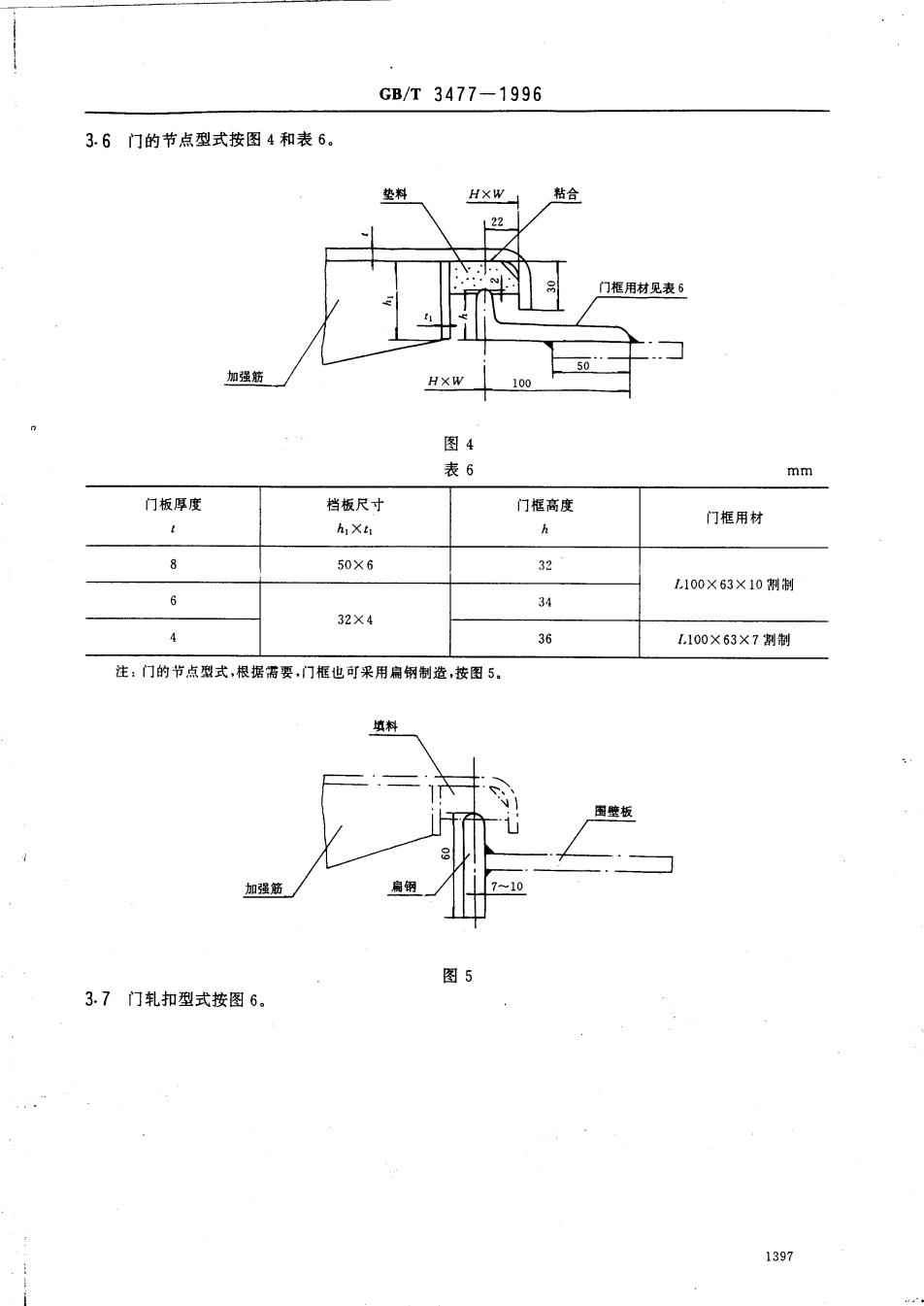
GB/T3477-1996 36门的节点型式按图4和表6 门框用材见表6 50 知强鸢 图4 表6 mm 门板厚度 档板尺寸 门框用材 8 50×6 32 1100×63X10别制 6 32×4 4 36 L100×63×7剂制 注:门的节点型式,根据需要,门框也可采用铜制造,按图5 37门轧扣型式按图6 1397
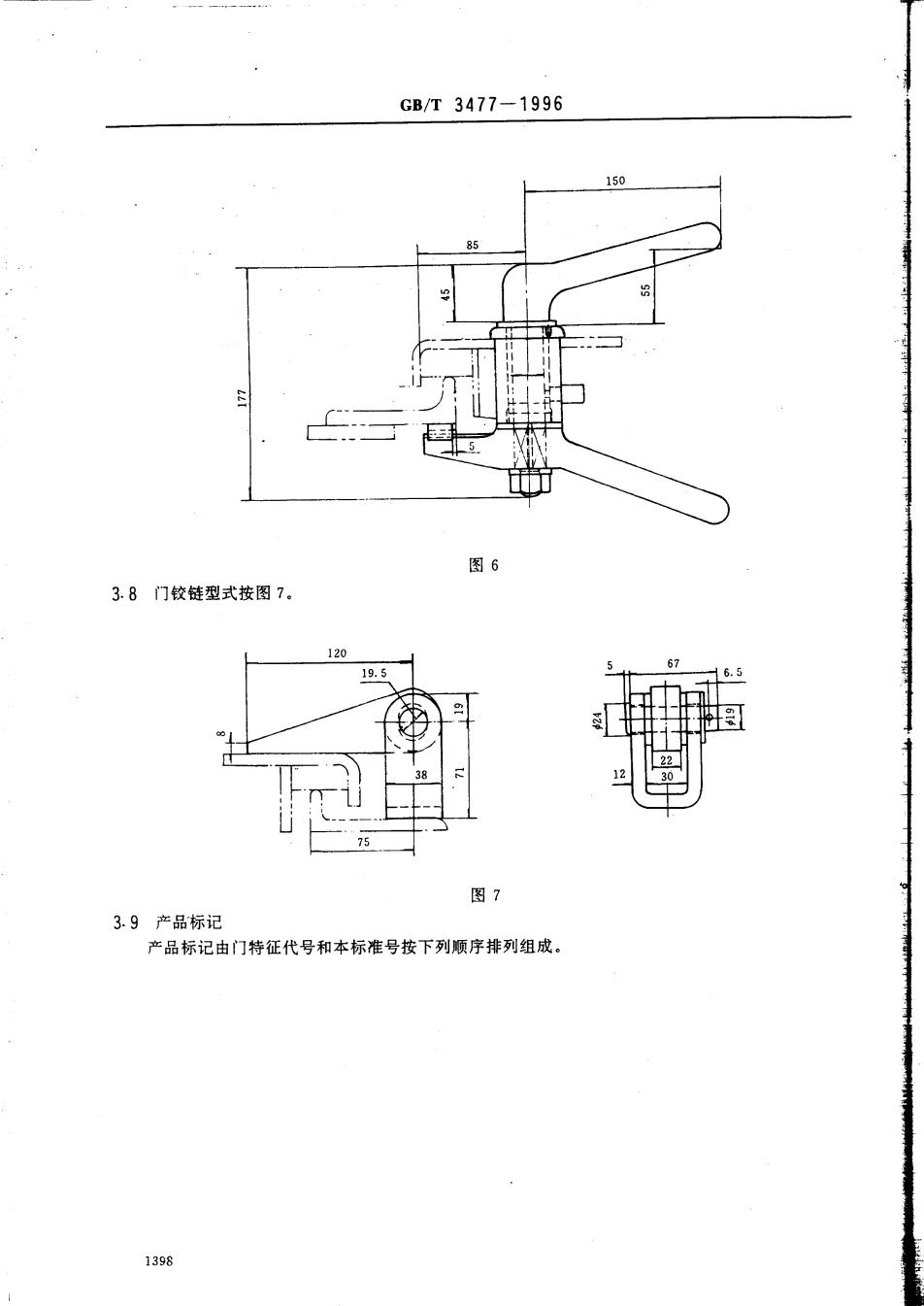
GB/T3477-1996 150 图6 3.8门铰链型式按图7。 120 19 图7 39产品标记 产品标记由门特征代号和本标准号按下列顺序排列组成。 1398
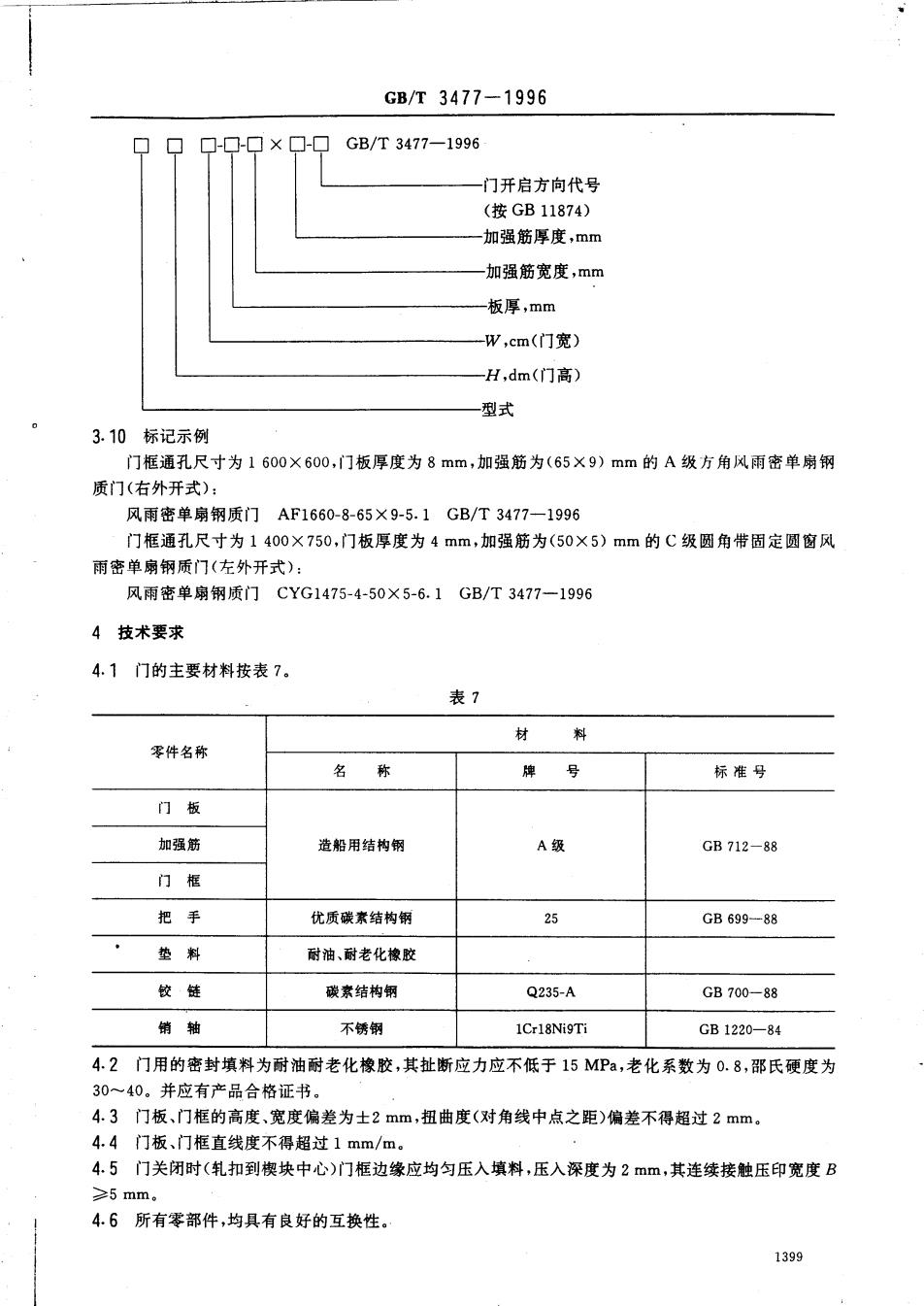
GB/T3477-1996 ☐☐☐-口-口×口-口GB/T3477-1996 门开启方向代号 (按GB11874) 加强筋厚度,mr 加强筋宽度,mm 板厚,mm W,cm(门宽) -H,dm(门高) 型式 3.10标记示例 门框通孔尺寸为1600×600,门板厚度为8mm,加强筋为(65×9)mm的A级方角风雨密单扇铜 质门(右外开式): 风雨密单扇钢质门AF1660-8-65×9-5.1GB/T3477-1996 门框通孔尺寸为1400×750,门板厚度为4mm,加强筋为(50×5)mm的C级圆角带固定圆窗风 雨密单扇翻质门(左外开式): 风雨密单扇钢质门 CYG1475-4-50×5-6.1GB/T3477-1996 4技术要求 4.1门的主要材料按表7. 表7 材 料 零件名称 名称 牌 号 标准号 门板 加强筋 造船用结构钢 A级 GB712-88 门框 把手 优质碳素结构钢 25 GB699-88 垫料 耐油、耐老化橡胶 谈素结构钢 Q235-A GB700-88 销轴 不锈钢 1Cr18NigTi GB1220-84 4.2门用的密封填料为耐油耐老化橡胶,其扯断应力应不低于15MPa,老化系数为0.8,邵氏硬度为 30~40。并应有产品合格证书 4.3门板、门框的高度,宽度偏差为士2mm,扭曲度(对角线中点之距)偏差不得超过2mm。 4.4门板、门框直线度不得超过1mm/m。 4.5门关闭时(轧扣到楔块中心)门框边缘应均匀压入填料,压入深度为2mm,其连续接触压印宽度E ≥5mm。 4.6所有零部件,均具有良好的互换性。 1399
GB/T3477-1996 47门板、门框及其附件,不允许有毛刺和裂纹现象存在,外型应匀整,表面无明显缺陷 48门板、门框及其附件表面应进行防锈处理(酸洗、喷丸或手工除锈的方法),除去氧化皮铁锈及其污 物,经过处理后应达到GB8923中ASa2.5级要求,并涂防锈底漆一度。 49门组装后,应对门框与填料接触处作密性试验,试验后内表面应无水遗或水珠为合格。 4,10.门制成后,应确保正常关闭,开启应转动灵活,无过紧过松现象,活动部分需涂中性润滑油脂 4.11每扇门应装配30,L≈300mm钢管轧扣把手套筒一只,并根据需要加装锁扣。 5试验方法 A、B、C级门安装在模拟舱壁或装船后,应用喷嘴直径不小于12.5mm,冲水压力不低于 0.25MPa,冲水距离不超过1.5m,对门进行冲水。D级门应作无水压要求的自上而下的淋水试验, 6检验规则 61产品出厂前应按本标准规定,逐扇进行外观检查。 62制渣厂应按第5章规定,对A、B,C级门进行冲水试验,对D级门进行淋水试验,试验后应符合 4.6条要求。 63接受试验的门,如发现试验不合格时,允许经修正后再行试验,复试合格方可出厂。 64凡检验合格的产品,应出具合格正书及船检证书,并附有主要制造材料的材质报告 7标志 每扇门应有如下标志 a.门产品标记: b.制造厂名称或商标: .制造日期或生产批号 d.检验合格1章. 8包装,运输和贮存 81包装 门可采用木框架或草包捆扎包装。 82运输 包装好的门可以任何方式运输,但应采取必要的防压、防雨措施 83贮存 门应置于通风干燥的地方、严禁与酸、碱、盐类物质接触。 附加说明 本标准由中国船舶工业总公司提出。 本标准由全国船舶舾装标准化技术委员会归口。 本标准由江南造船厂及江阴黄山船舶配件厂负责起草 本标准主要起草人丁玉叶、林喻、姚君、黄风、杨安礼。 1400