墓料模具设计与制造 1热流道浇注象统存在的问题 ☑热流道使定模部分温度偏高 ☑热流道板受热膨胀,产生热应力
7 Ø热流道使定模部分温度偏高 Ø热流道板受热膨胀,产生热应力 1 热流道浇注系统存在的问题
夔科摸具设计与制造 保险本的流注象统 A局部 B局部 A局部 B品部orld在p.cn 1一国雅形主流道为热流道; 2、了—圆形分流懂为热流道; 4一圆雅形分流道; 5、6、8一半圆形分流道沟为冷流道; 7、9一谗口为矩形花口
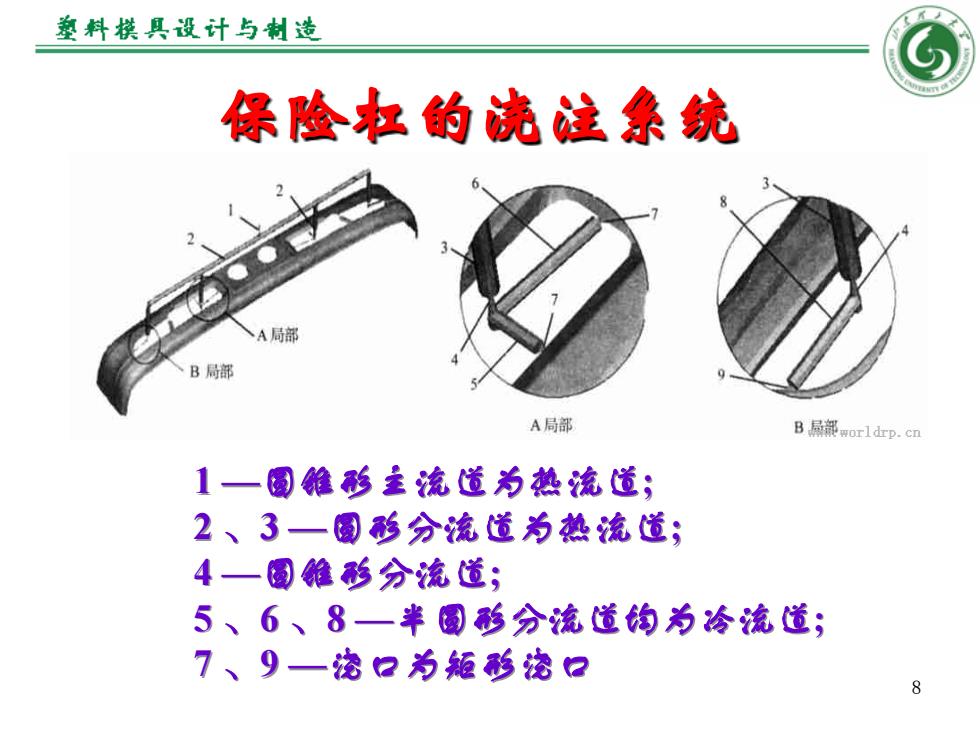
8 1 —圆锥形主流道为热流道; 2 、3 —圆形分流道为热流道; 4 —圆锥形分流道; 5 、6 、8 —半圆形分流道均为冷流道; 7 、9 —浇口为矩形浇口 保险杠的浇注系统
夔科摸具设计与制造 熟流道浇注朵统的压力分布 Pressur Time=0.65159 [MPa] 57.79 43.34 28.89 /oldFlow. 9 MOLDFLOW PLASTICS INSIGHT Scale (400 mm)
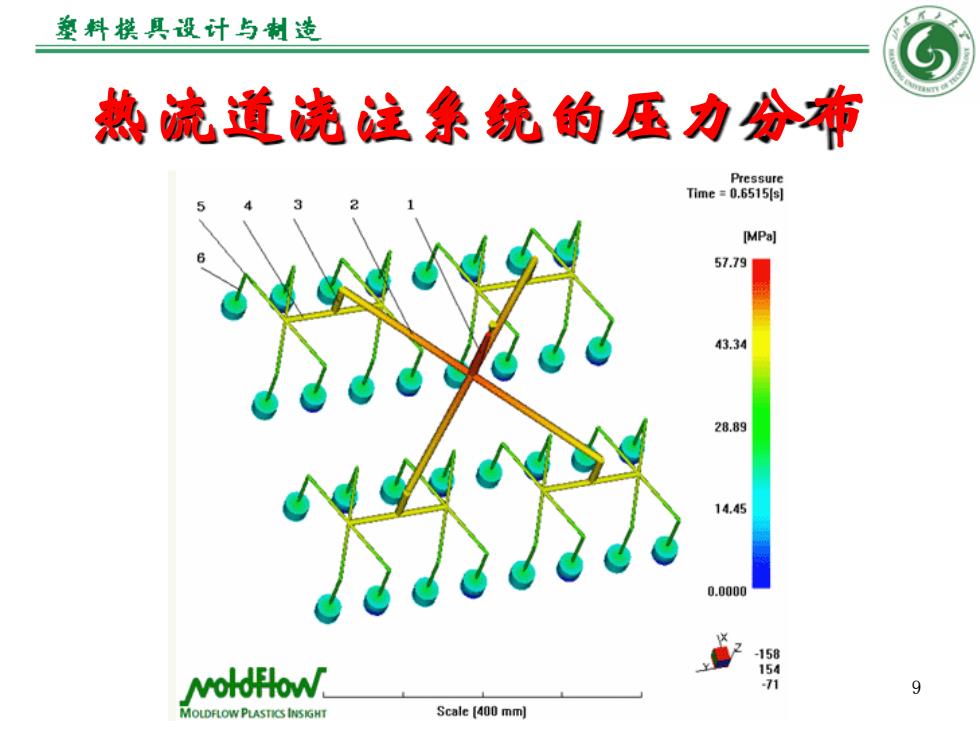
9 热流道浇注系统的压力分布
墓料模具设计与制造 适于热流道浇注象统成形的塑料特性 1)塑料的熔融温度范图宽,黏度变化小,热稳定性 好。即在较低的温度下有较好的流动性,不冻结; 在较高的温度下,不流诞,不分解。能较容易进行 温度控制。 2)娘体黏度对压力敏感,不施加注射压力时熔体不 流动,但施如软低的注射压力嫁体就会流动。在低 温、低压下也能有效地拉制流动。 10
10 适于热流道浇注系统成形的塑料特性 1)塑料的熔融温度范围宽,黏度变化小,热稳定性 好。即在较低的温度下有较好的流动性,不冻结; 在较高的温度下,不流涎,不分解。能较容易进行 温度控制。 2)熔体黏度对压力敏感,不施加注射压力时熔体不 流动,但施加较低的注射压力熔体就会流动。在低 温、低压下也能有效地控制流动
塾料模具设计与制造 3)凝固温度和热变形湿度较高,塑件在比较高的 湿度下即可凝结,缩短了成形周期。 4)比热宏小,导热性能好,既能快速冷凝,又能 快速嫁融。嫁体的热量能快速传给模具而冷却凝 图,提高生产效率
11 3)凝固温度和热变形温度较高,塑件在比较高的 温度下即可凝结,缩短了成形周期。 4)比热容小,导热性能好,既能快速冷凝,又能 快速熔融。熔体的热量能快速传给模具而冷却凝 固,提高生产效率