实验二金属罐藏容器二重卷边结构的检验 二重卷边的良好程度是关系到罐藏容器的密封性、保持罐头真空度、防止微生物第 二次污染的关键。通过二重卷边的管理,使卷边工程达到稳定化,保证二重卷边得到良 好状态。二重卷边的检验是保证二重卷边良好状态的重要手段,主要对二重卷边的结构 间隙测定,根据测定结果,对照二重卷边规格要求作出最终的判断。二重卷边规格要求 如表2-1。 表2-1 二重卷边规格要求(mm) 规格、轻 、要求 52.3 653 9 833 99.9 1051 153.4方听 项目 必 铁e盖02002302002302302302sss025028028025 腹1.身020020020020023023025023025025025028025 卷边厚度标雅125134125134140140101461501501591.65150 T 公弟 ±0.20 ±015 卷边宽度标 2.8 2.95 3.05 3.152.8 w 公差 ±0.10 ±0.10 ±0.15015±020 埋头度 标 31 3.15 325335320 c 公差 ±0.15 身钩长度标 1.85 1.95 20021015 BH 公差 ±0.15 盖钩长度标 185 1.95 202101 CH ±0.15 叠接率c 50%以上 45% 叠接长度OL 1以上 11以上 00 紧密度 ≥50p% ≥750% 垂展 不超过卷边宽度20% 接缝盖钩 完整率 JR% ≥50% 漏气试验 0.1Mpa压力,2mim不淮漏 6
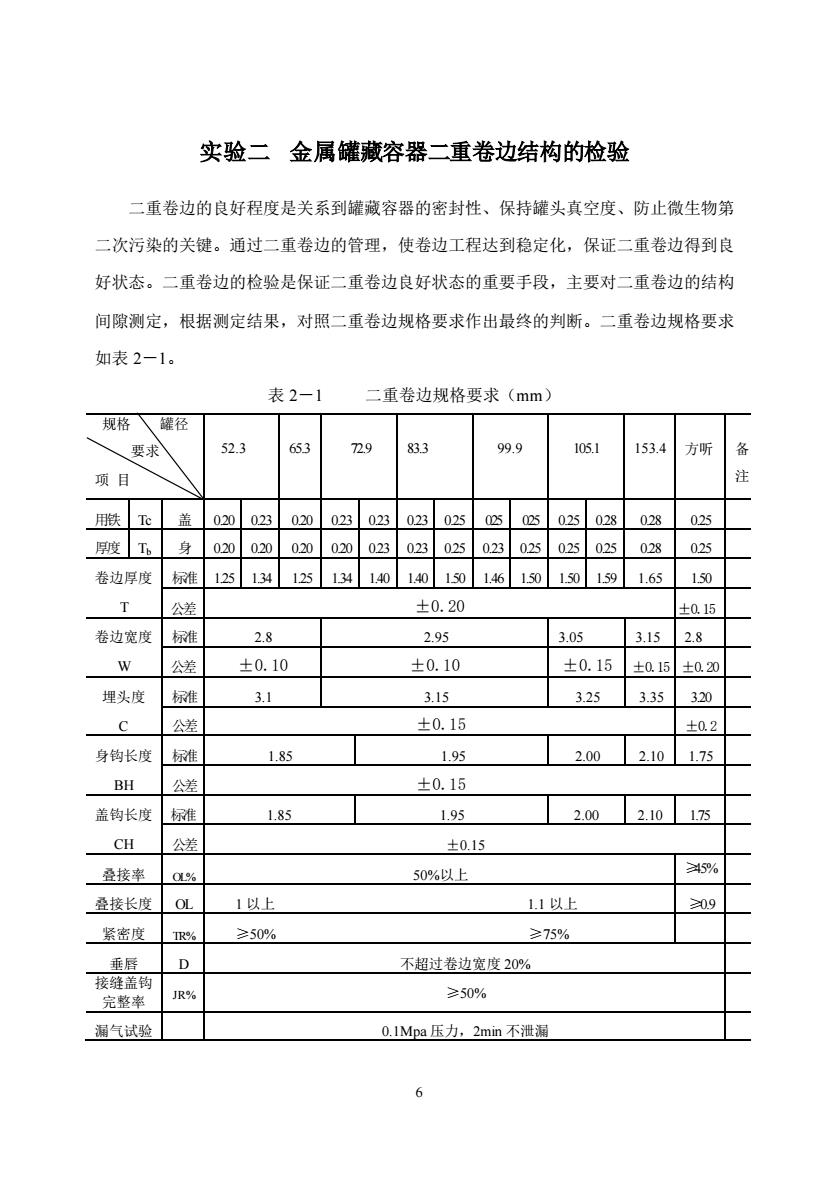
6 实验二 金属罐藏容器二重卷边结构的检验 二重卷边的良好程度是关系到罐藏容器的密封性、保持罐头真空度、防止微生物第 二次污染的关键。通过二重卷边的管理,使卷边工程达到稳定化,保证二重卷边得到良 好状态。二重卷边的检验是保证二重卷边良好状态的重要手段,主要对二重卷边的结构 间隙测定,根据测定结果,对照二重卷边规格要求作出最终的判断。二重卷边规格要求 如表 2-1。 表 2-1 二重卷边规格要求(mm) 规格 罐径 要求 项 目 52.3 65.3 72.9 83.3 99.9 105.1 153.4 方听 备 注 用铁 Tc 盖 0.20 0.23 0.20 0.23 0.23 0.23 0.25 0.25 0.25 0.25 0.28 0.28 0.25 厚度 Tb 身 0.20 0.20 0.20 0.20 0.23 0.23 0.25 0.23 0.25 0.25 0.25 0.28 0.25 卷边厚度 T 标准 1.25 1.34 1.25 1.34 1.40 1.40 1.50 1.46 1.50 1.50 1.59 1.65 1.50 公差 ±0.20 ±0.15 卷边宽度 W 标准 2.8 2.95 3.05 3.15 2.8 公差 ±0.10 ±0.10 ±0.15 ±0.15 ±0.20 埋头度 C 标准 3.1 3.15 3.25 3.35 3.20 公差 ±0.15 ±0.2 身钩长度 BH 标准 1.85 1.95 2.00 2.10 1.75 公差 ±0.15 盖钩长度 CH 标准 1.85 1.95 2.00 2.10 1.75 公差 ±0.15 叠接率 OL% 50%以上 ≥45% 叠接长度 OL 1 以上 1.1 以上 ≥0.9 紧密度 TR% ≥50% ≥75% 垂唇 D 不超过卷边宽度 20% 接缝盖钩 完整率 JR% ≥50% 漏气试验 0.1Mpa 压力,2min 不泄漏
1目的要求 通过本实验要求了解二重卷边对罐头密封性的重要作用,了解二重卷边的结果,掌 握二重卷边的解剖方法和检验方法。 2实验操作方法 2.1二重卷边的解剖方法 为了对二重卷边内部进行检验,必须将罐身和罐盖分开并使罐身钩和罐盖钩外露, 以便进行精确测量,这种方法称为“剖开”或“解剖”或“剖析”。以圆罐为例操作方法 如下。 2.1.1用卫生开罐刀,在不损伤卷边和罐身的情况下,将罐盖中心部位的盖面打开去掉。 2.1.2用电动卷边切割锯或锉刀或金属手钳,按图1一1所示的I部位的二重卷边切割成 一小段横切面(式样见图2一1a),这横切面在投影仪上的投影便可看出二重卷边的结构, 利用此投影图可测量出二重卷边有关部位的尺寸,可供检查二重卷边叠接长度和计算叠 接率之用。 2.1.3用锉刀轻轻锉去二重卷边的顶部(图2一1b),让罐身钩外露(图2一1c),便于对 罐身钩的检验。 2.1.4用钳子将罐盖剩余部分的狭条(图2一1c)拉掉 2.1.5用钳子小心地敲下完整的罐盖钩(图2一1©),供罐盖钩检查之用。 图21二重卷边解制示意图 图22重卷边解削投影图
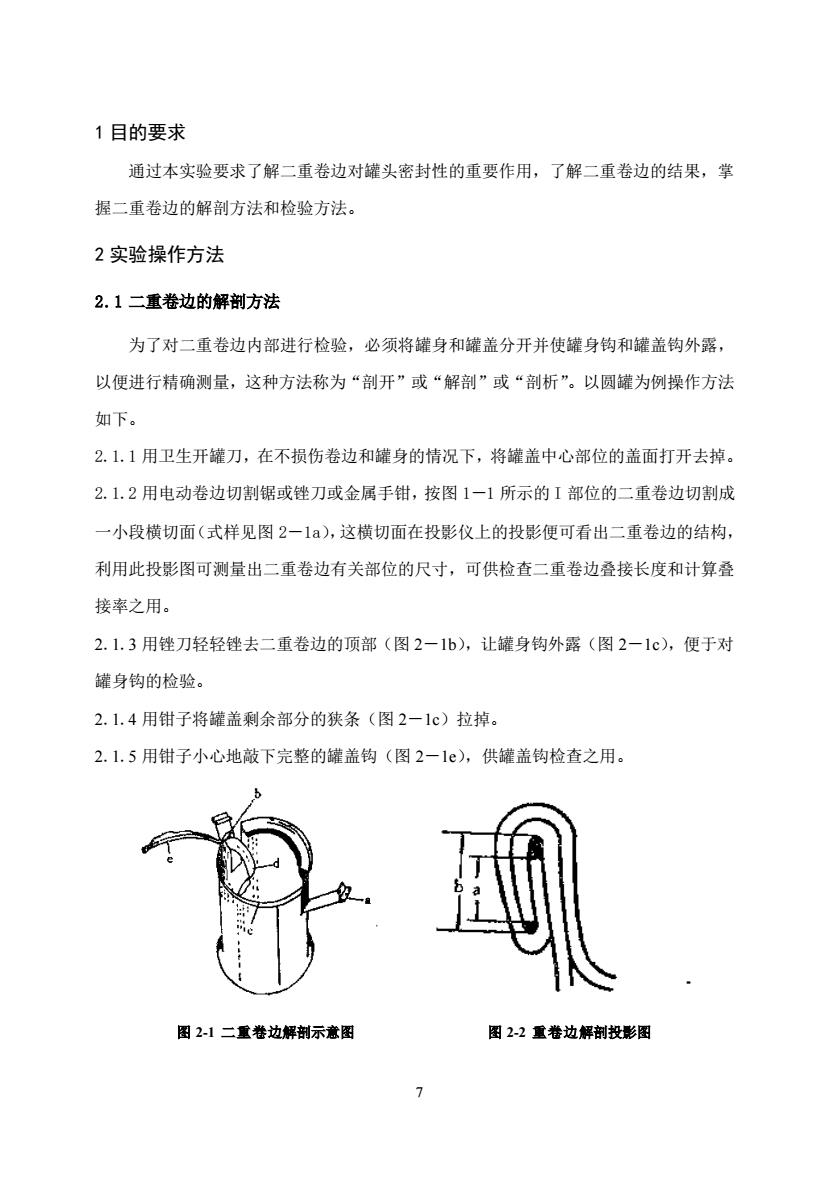
7 1 目的要求 通过本实验要求了解二重卷边对罐头密封性的重要作用,了解二重卷边的结果,掌 握二重卷边的解剖方法和检验方法。 2 实验操作方法 2.1 二重卷边的解剖方法 为了对二重卷边内部进行检验,必须将罐身和罐盖分开并使罐身钩和罐盖钩外露, 以便进行精确测量,这种方法称为“剖开”或“解剖”或“剖析”。以圆罐为例操作方法 如下。 2.1.1 用卫生开罐刀,在不损伤卷边和罐身的情况下,将罐盖中心部位的盖面打开去掉。 2.1.2 用电动卷边切割锯或锉刀或金属手钳,按图 1-1 所示的 I 部位的二重卷边切割成 一小段横切面(式样见图 2-1a),这横切面在投影仪上的投影便可看出二重卷边的结构, 利用此投影图可测量出二重卷边有关部位的尺寸,可供检查二重卷边叠接长度和计算叠 接率之用。 2.1.3 用锉刀轻轻锉去二重卷边的顶部(图 2-1b),让罐身钩外露(图 2-1c),便于对 罐身钩的检验。 2.1.4 用钳子将罐盖剩余部分的狭条(图 2-1c)拉掉。 2.1.5 用钳子小心地敲下完整的罐盖钩(图 2-1e),供罐盖钩检查之用。 图 2-1 二重卷边解剖示意图 图 2-2 重卷边解剖投影图
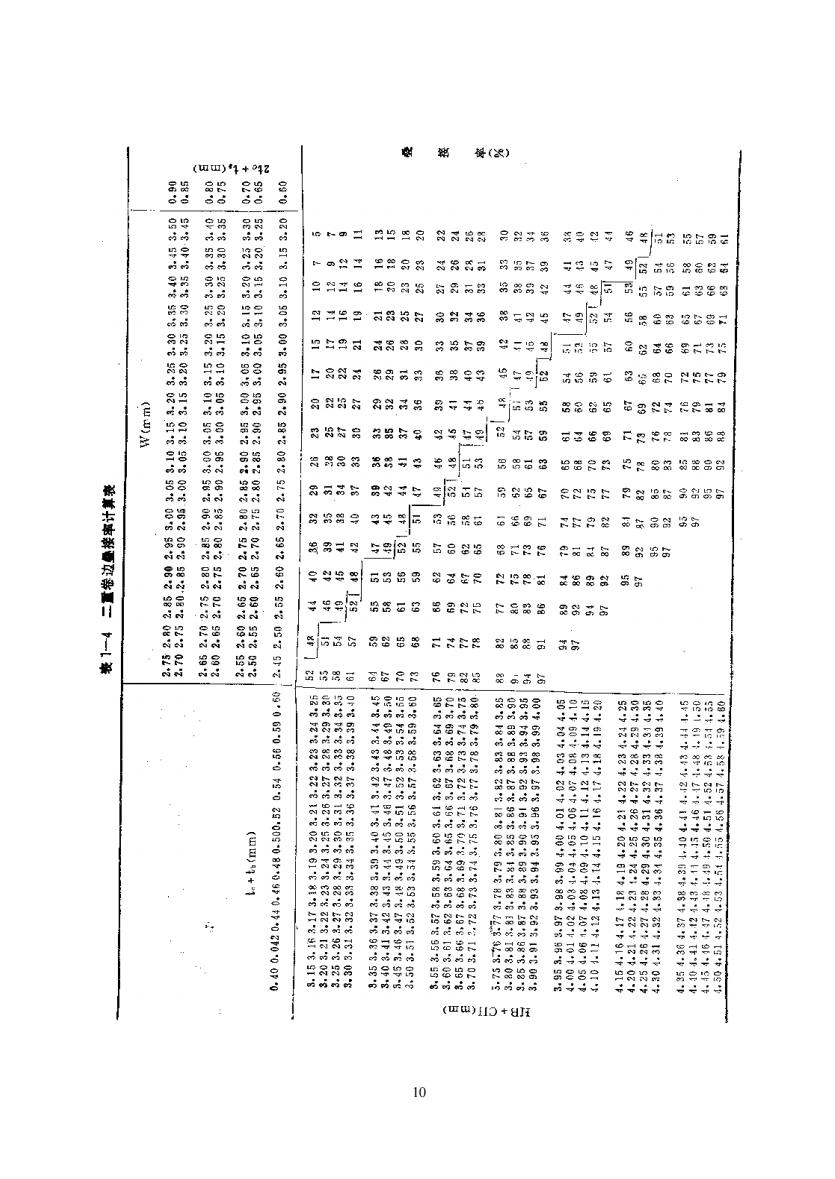
2.2卷边叠接率(0L%)的检验 2.2.1罐身钩长度(BH)和罐盖钩长度(CH)将卷边横截面置于卷边投影仪上直接读 数BH和CH,或用卷边测微尺或游标卡尺或罐头工业专用卡尺进行精确测量。 2.2.2叠接长度(0L)将卷边横截面置于卷边投影仪上直接读取OL长度数据,或根据 测量的有关数据,按照下式计算叠接长度: OL=BH+CH+1.1 t-W 式中:BH-罐身钩长度(mm): CH-一罐盖钩长度(mm): te一一罐盖用镀锡板厚度(mm): w-二重卷边宽度(mm)。 2.2.3叠接率(0L%)可用投影仪测得的a,b值(图2-2),按照下式计算二重卷边的 叠接率: 0L%=2×10 也可根据测量的数据,按照下式计算二重卷边的叠接率: OL%=B删+CH+1.山-W W-(2.6。+1.山) 式中:BH-一罐身钩长度(mm): CH-一罐盖钩长度(mm): t一一罐盖用镀锡板厚度(mm): t6一一罐身用镀锡板厚度(mm)。 还可根据测量的有关数据,利用叠接率计算表(表1一4)查得叠接率。具体方法如下: (I)先测量t、tb、CH、BH、W,并计算te十tb、2t十tb和BH+CH值。 (2)从表1一4左方查出L十值,由此值向下,在BH+CH栏中查到BH+CH值。 (3)从表1一4右上方查出2十值,由此值向左,在W栏中查到W值,若表中无 相应数值,可取近似值。 (4)根据BH十CH值和W值,分别向左和向下延伸至叠接率栏中,相交处所列的
8 2.2 卷边叠接率(OL%)的检验 2.2.1 罐身钩长度(BH)和罐盖钩长度(CH)将卷边横截面置于卷边投影仪上直接读 数 BH 和 CH,或用卷边测微尺或游标卡尺或罐头工业专用卡尺进行精确测量。 2.2.2 叠接长度(OL)将卷边横截面置于卷边投影仪上直接读取 OL 长度数据,或根据 测量的有关数据,按照下式计算叠接长度: OL=BH+CH+1.1 tc-W 式中:BH――罐身钩长度(mm); CH――罐盖钩长度(mm); tc――罐盖用镀锡板厚度(mm); W――二重卷边宽度(mm)。 2.2.3 叠接率(OL%)可用投影仪测得的 a,b 值(图 2-2),按照下式计算二重卷边的 叠接率: OL%= b a ×100 也可根据测量的数据,按照下式计算二重卷边的叠接率: (2.6 1.1 ) 1.1 % c b c W t t BH CH t W OL − + + + − = 式中:BH――罐身钩长度(mm); CH――罐盖钩长度(mm); tc――罐盖用镀锡板厚度(mm); tb――罐身用镀锡板厚度(mm)。 还可根据测量的有关数据,利用叠接率计算表(表 1-4)查得叠接率。具体方法如下: (1)先测量 tc、tb、CH、BH、W,并计算 tc+tb、2tb+tb 和 BH+CH 值。 (2)从表 1-4 左方查出 tc+tb 值,由此值向下,在 BH+CH 栏中查到 BH+CH 值。 (3)从表 1-4 右上方查出 2tc+tb 值,由此值向左,在 W 栏中查到 W 值,若表中无 相应数值,可取近似值。 (4)根据 BH+CH 值和 W 值,分别向左和向下延伸至叠接率栏中,相交处所列的
数值便为所求二重卷边叠接率 2.3二重卷边紧密度(TR%)的检验 二重卷边紧密度是指卷边密封的紧密程度, 一般以罐盖钩皱纹来衡量,无皱纹者其 紧密度为100%,皱纹延伸到罐盖钩底部者其紧密度为0,但还应与罐身压痕结合起来考 虑,才能比较全面而准确地估算出紧密度。皱纹度(W%)与紧密度之相互关系(见图 2-3)为: TR%=1-WR% 10090 8070 60 5040 20 10 图23二重卷边紧密度 2.4接缝盖钩完整率(JR%)的检验 接缝盖钩完整率是指接缝交叠处罐盖钩和罐身钩相互钩和形成叠接长度占罐盖钩长 度的百分率,见图24。接缝交叠处通常称为交叠点,这是最容易发生裂泄的部位。完 整率与接缝交叠处的垂唇密切相关,垂唇大则完整率小。一般是靠肉眼估算出完整率。 也可先测量出罐盖钩长度和内部垂唇深度,然后按下式计算接缝盖钩完整率 RCH-Dx100% CH 式中:D为内部垂唇深度(mm)。 100% 图2-4罐盖钩完整率 9
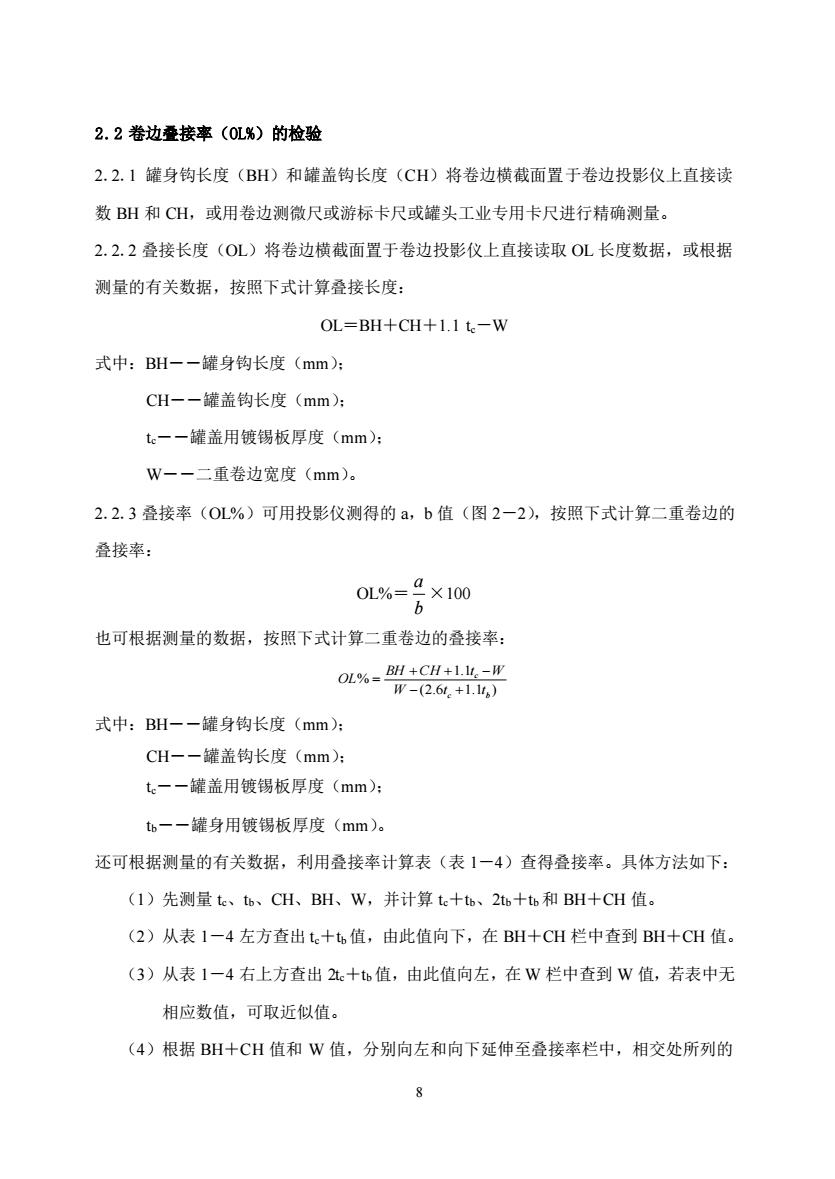
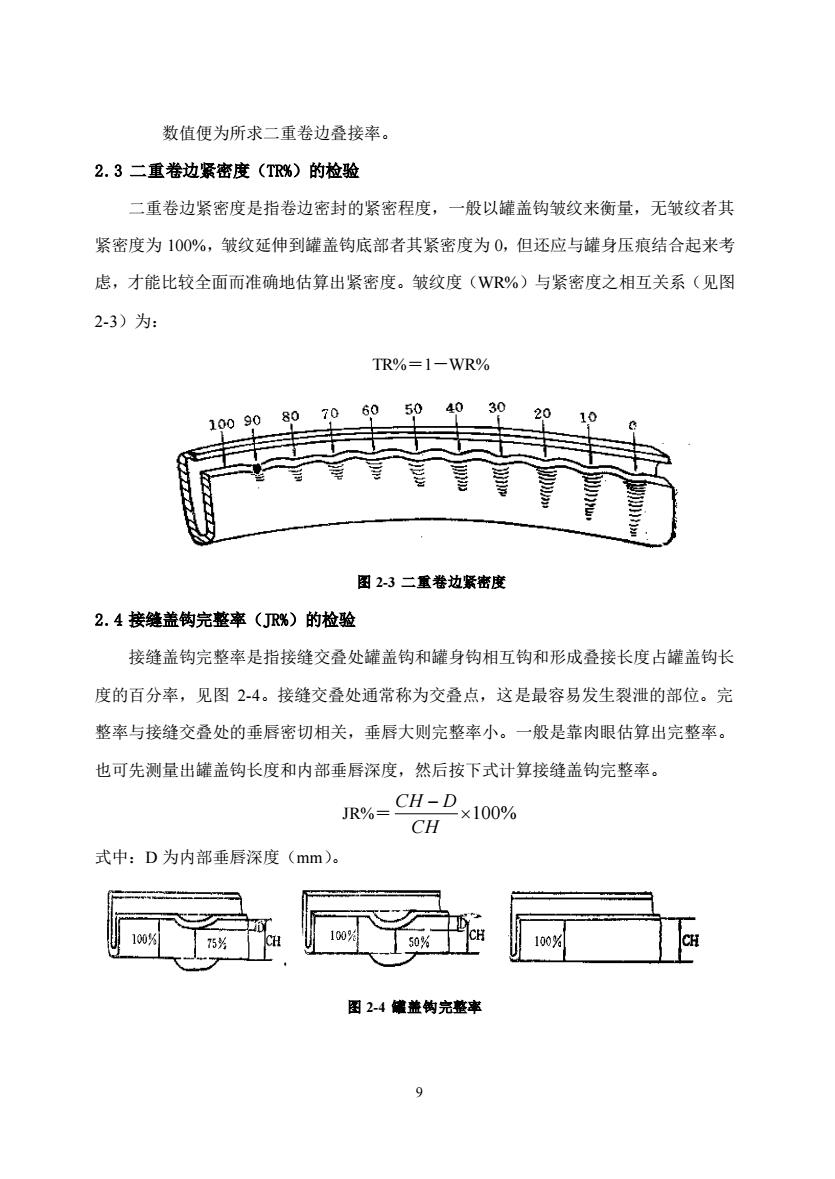
9 数值便为所求二重卷边叠接率。 2.3 二重卷边紧密度(TR%)的检验 二重卷边紧密度是指卷边密封的紧密程度,一般以罐盖钩皱纹来衡量,无皱纹者其 紧密度为 100%,皱纹延伸到罐盖钩底部者其紧密度为 0,但还应与罐身压痕结合起来考 虑,才能比较全面而准确地估算出紧密度。皱纹度(WR%)与紧密度之相互关系(见图 2-3)为: TR%=1-WR% 图 2-3 二重卷边紧密度 2.4 接缝盖钩完整率(JR%)的检验 接缝盖钩完整率是指接缝交叠处罐盖钩和罐身钩相互钩和形成叠接长度占罐盖钩长 度的百分率,见图 2-4。接缝交叠处通常称为交叠点,这是最容易发生裂泄的部位。完 整率与接缝交叠处的垂唇密切相关,垂唇大则完整率小。一般是靠肉眼估算出完整率。 也可先测量出罐盖钩长度和内部垂唇深度,然后按下式计算接缝盖钩完整率。 JR%= 100% − CH CH D 式中:D 为内部垂唇深度(mm)。 图 2-4 罐盖钩完整率
切四)1+1Z 超 程程3 台四三白品88的告而品号器品g子华匠盛培店吕云3器 (5 号需干华与招份台台留格曾下的只名花过岛留品 ggg等云哈密品83尺把e安&温名智“ 拾答云招8密片F路空母品品 (6)1
10