
2.5.2工序尺寸与公差的确定 某轴图纸尺寸Φ50mm,尺寸精度要求为T5,表面粗糙度要求为 Ra0.04μm,并要求高频淬火,毛坯为锻件。其工艺路线为: 粗车→半精车→高频淬火→粗磨→精磨→研磨 工序 工序间 工序间 工序间 工序间 工序图 工序图 名称 余量 经济精度 表面粗糙度 尺寸 尺寸及公差 表面粗糙度 mm mm um mm mm um 研磨 0.01 h5(0.011 0 Ra0.04 50 50(.4g Ra0.04 精磨 0.1 h6.&ou6) Ra0.16 50.01 50(0 Ra0.16 粗磨 0.3 h8(4.039 0 Ra1.25 50.11 508 Ra1.25 半精车 1.1 hl1(0.16) 0 Ra2.5 50.41 50(8约 Ra2.5 粗车 4.49 13) Ra 16 51.51 508的 Ra 16 锻件 ±2 56 056±2
过程装备制造工艺 2023/11/3 2.5.2 工序尺寸与公差的确定 ● 某轴图纸尺寸Φ50mm,尺寸精度要求为IT5,表面粗糙度要求为 Ra0.04μm,并要求高频淬火,毛坯为锻件。其工艺路线为: 粗车→半精车→高频淬火→粗磨→精磨→研磨 例 工序 名称 工序间 余量 mm 工序间 经济精度 mm 工序间 表面粗糙度 um 工序间 尺寸 mm 工序图 尺寸及公差 mm 工序图 表面粗糙度 um 研 磨 精 磨 0.01 ) 0 h5(-0.011 Ra 0.04 50 ) Ra 0.04 0 -0.011 50( 0.1 ) 0 h6(-0.016 Ra 0.16 50.01 ) 0.010 50(-0.015 + Ra 0.16 粗 磨 半精车 0.3 ) 0 h8(-0.039 Ra 1.25 50.11 ) Ra 1.25 0.110 -0.028 50( + 1.1 ) 0 h11(-0.16 Ra 2.5 50.41 ) 0.41 50( 0.25 + + Ra 2.5 粗 车 锻 件 4.49 ) 0 h13(-0.39 Ra 16 51.51 ) Ra 16 0.51 0.12 50( + + — 2 — 56 56 2 —

2.5加工余量、工序尺寸及公差的确定 2.5.3工艺尺寸链 当零件加工时,多次转换工艺基准,引起工艺基准和设计基准不重合时, 需要利用工艺尺寸链原理来进行工序尺寸及公差的计算。 定义 ●尺寸链一由相互联系的、按一定顺序排列成的封闭尺寸组 合(图形)。 ●工艺尺寸链一在机械加工过程中,由单个零件各有关工艺 尺寸所组成的封闭尺寸链。 特征 ●封闭性一尺寸链的各个尺寸按一定顺序首尾相接,构成封 闭形式。 。关联性一尺寸链中任何一个尺寸的变化都将直接影响其它 尺寸的变化。 2023/11
过程装备制造工艺 2023/11/3 2.5.3 工艺尺寸链 当零件加工时,多次转换工艺基准,引起工艺基准和设计基准不重合时, 需要利用工艺尺寸链原理来进行工序尺寸及公差的计算。 ●尺寸链——由相互联系的、按一定顺序排列成的封闭尺寸组 合(图形)。 ●工艺尺寸链——在机械加工过程中,由单个零件各有关工艺 尺寸所组成的封闭尺寸链。 ● 封闭性——尺寸链的各个尺寸按一定顺序首尾相接,构成封 闭形式。 ● 关联性——尺寸链中任何一个尺寸的变化都将直接影响其它 尺寸的变化。 定义 2.5 加工余量、工序尺寸及公差的确定 特征

2.5加工余量、工序尺寸及公差的确定 2.5.3工艺尺寸链 例1某工件如下图所示,表面1和表面2为已加工 工艺尺寸链分析 表面,现采用调整法加工表面3,求工序尺寸。 例1 2 分析 1 定位基准; 2 设计基准; 以 3一加工表面; A1- 设计尺寸; Ao一设计尺寸; A2一工序尺寸。 202371图
过程装备制造工艺 2023/11/3 2.5.3 工艺尺寸链 2.5 加工余量、工序尺寸及公差的确定 工艺尺寸链分析 例1 某工件如下图所示,表面1和表面2为已加工 表面,现采用调整法加工表面3,求工序尺寸。 例1 1——定位基准; 2——设计基准; 3——加工表面; A1 ——设计尺寸; A0 ——设计尺寸; A2 ——工序尺寸。 分析 A 2
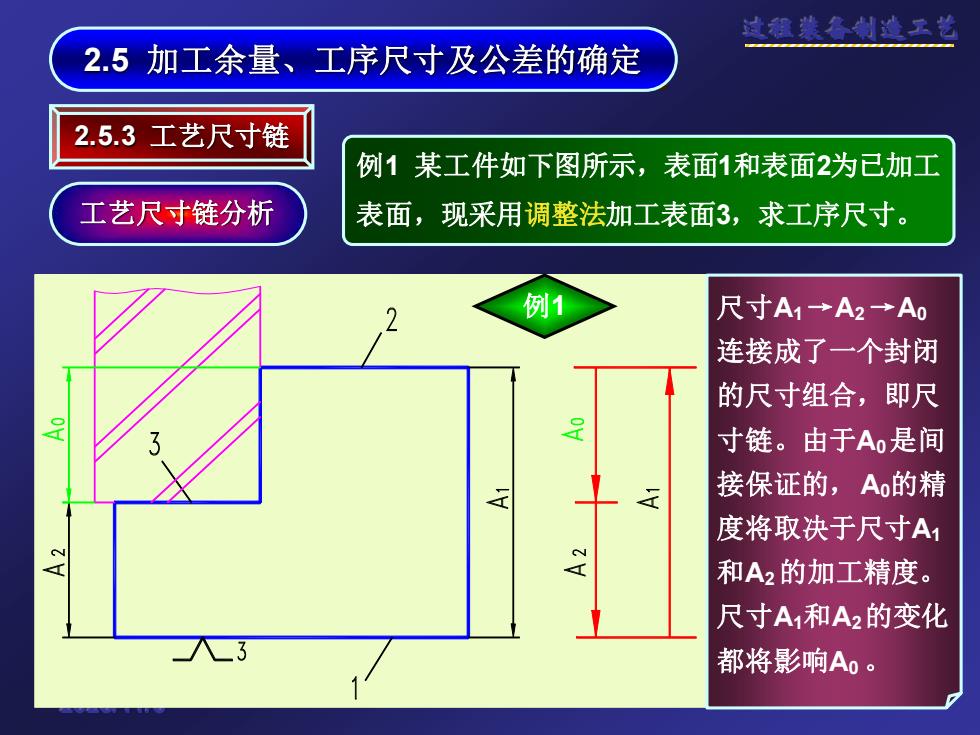
2.5加工余量、工序尺寸及公差的确定 2.5.3工艺尺寸链 例1某工件如下图所示,表面1和表面2为已加工 工艺尺寸链分析 表面,现采用调整法加工表面3,求工序尺寸。 例1 尺寸A1→A2→A0 连接成了一个封闭 的尺寸组合,即尺 公 寸链。由于Ao是间 a 么 接保证的,Ao的精 度将取决于尺寸A1 和A2的加工精度。 尺寸A和A2的变化 3 都将影响A0
过程装备制造工艺 2023/11/3 2.5.3 工艺尺寸链 2.5 加工余量、工序尺寸及公差的确定 工艺尺寸链分析 例1 某工件如下图所示,表面1和表面2为已加工 表面,现采用调整法加工表面3,求工序尺寸。 例1 尺寸A1 →A2 →A0 连接成了一个封闭 的尺寸组合,即尺 寸链。由于A0 是间 接保证的,A0的精 度将取决于尺寸A1 和A2 的加工精度。 尺寸A1和A2 的变化 都将影响A0

2.5.3工艺尺寸链 例2某工件如下图所示,以表面3为基准加工表 工艺尺寸链分析 面1和表面2,保证图纸尺寸A1和A0。 例2 由于图纸尺寸A不易 测量,故转换测量尺 2 寸A2,来间接保证尺 寸Ao,测量基准也转 换为表面1。 尺寸A1→A2→A形 Ao A2 成了一个封闭尺寸组 A1 合,Ao的测量精度取 表面3一定位基准; 决于尺寸A1和A2的精 A1、A0一设计尺寸; 度。 A2一测量尺寸。 A1
过程装备制造工艺 2023/11/3 2.5.3 工艺尺寸链 工艺尺寸链分析 例2 某工件如下图所示,以表面3为基准加工表 面1和表面2,保证图纸尺寸A1和A0 。 例2 由于图纸尺寸A0不易 测量,故转换测量尺 寸A2 ,来间接保证尺 寸A0,测量基准也转 换为表面1。 尺寸 A1 →A2 →A0形 成了一个封闭尺寸组 合,A0的测量精度取 决于尺寸A1和A2的精 度。 表面3——定位基准; A1 、A0 ——设计尺寸; A2 ——测量尺寸