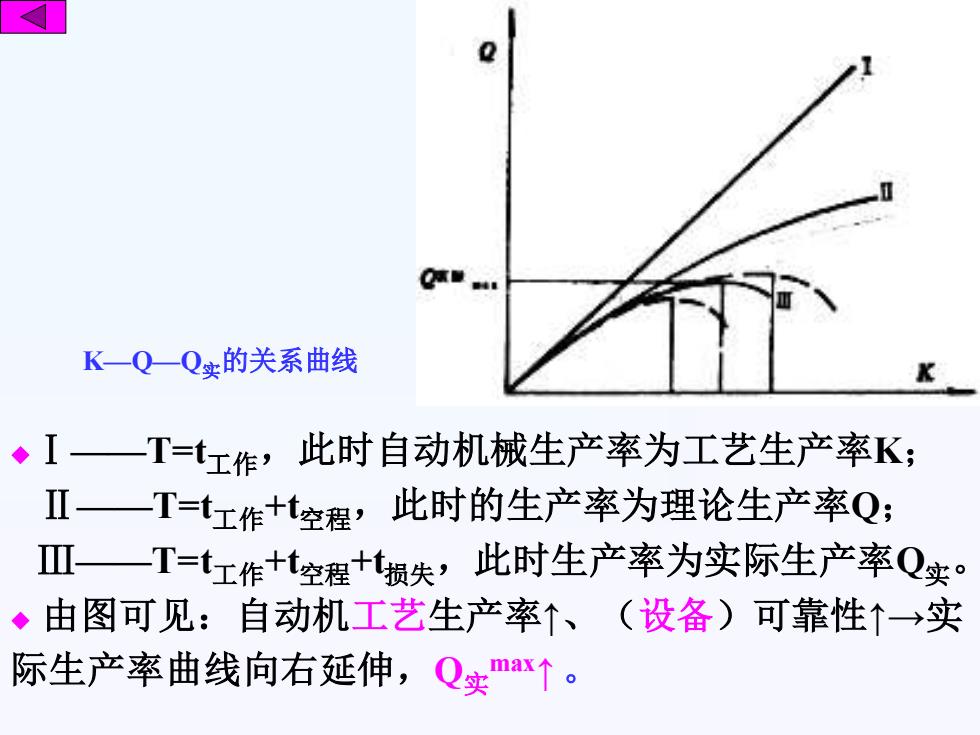
K—Q—Q实的关系曲线 ◆Ⅰ——T=t工作,此时自动机械生产率为工艺生产率K; Ⅱ——T=t工作+t空程,此时的生产率为理论生产率Q; Ⅲ——T=t工作+t空程+t损失,此时生产率为实际生产率Q实。 ◆ 由图可见:自动机工艺生产率↑、(设备)可靠性↑→实 际生产率曲线向右延伸,Q实 max↑
K—Q—Q实的关系曲线 ◆Ⅰ——T=t工作,此时自动机械生产率为工艺生产率K; Ⅱ——T=t工作+t空程,此时的生产率为理论生产率Q; Ⅲ——T=t工作+t空程+t损失,此时生产率为实际生产率Q实。 ◆ 由图可见:自动机工艺生产率↑、(设备)可靠性↑→实 际生产率曲线向右延伸,Q实 max↑
四、提高生产率的途径 ●影响自动机生产率的两大方面:工艺因素和设备因素。 ——工艺方案先进合理、设备和机构先进可靠、时间损 失少→生产率↑。 ●提高生产率的途径: 1、减少循环内空程时间损失t空程: (1)时间(部分)重合; (2)在保证工作精度和可靠性前提下采用合理的工作速度; (3)采用连续作用型自动机。 2、减少循环外时间损失t损失。 3、减少基本工艺时间t工作: (1)采用先进的新工艺; (2)采用工序分散的方式; (3)采用多件加工的方法
四、提高生产率的途径 ●影响自动机生产率的两大方面:工艺因素和设备因素。 ——工艺方案先进合理、设备和机构先进可靠、时间损 失少→生产率↑。 ●提高生产率的途径: 1、减少循环内空程时间损失t空程: (1)时间(部分)重合; (2)在保证工作精度和可靠性前提下采用合理的工作速度; (3)采用连续作用型自动机。 2、减少循环外时间损失t损失。 3、减少基本工艺时间t工作: (1)采用先进的新工艺; (2)采用工序分散的方式; (3)采用多件加工的方法
§5-2 药剂自动机工艺方案设计 ●工艺方案——指自动机加工产品时采用的工艺过程和方法。 同一产品生产可用不同工艺过程,选最有效的是确定工艺方案时首要解决的问题。 ●产品生产的三种工艺方法: (1)理化作用型——产品在机器所施的物理或化学作用下发生性质或状态 的变化,以完成加工过程。如超声波洗瓶机、干燥灭菌设备等。 (2)机械作用型——产品在机器所施的机械作用下发生形态的变化,以完 成加工过程。如自动分装机、灌装机等。 (3)综合作用型——产品同时在机器所施的机械作用和理化作用下发生性 质和状态的变化,以完成加工过程。如颗粒剂塑膜包装封口机、安瓿拉丝封口等。 ●工艺方案→影响机器性能、技术经济指标、生产率、产品质量等 ↓ 研究和掌握加工工艺、反复分析比较 ↓ 确定成熟和合理的工艺方案。 工艺方案设计原则 工艺方案选择要点 工艺原理图绘制. 相关内容
§5-2 药剂自动机工艺方案设计 ●工艺方案——指自动机加工产品时采用的工艺过程和方法。 同一产品生产可用不同工艺过程,选最有效的是确定工艺方案时首要解决的问题。 ●产品生产的三种工艺方法: (1)理化作用型——产品在机器所施的物理或化学作用下发生性质或状态 的变化,以完成加工过程。如超声波洗瓶机、干燥灭菌设备等。 (2)机械作用型——产品在机器所施的机械作用下发生形态的变化,以完 成加工过程。如自动分装机、灌装机等。 (3)综合作用型——产品同时在机器所施的机械作用和理化作用下发生性 质和状态的变化,以完成加工过程。如颗粒剂塑膜包装封口机、安瓿拉丝封口等。 ●工艺方案→影响机器性能、技术经济指标、生产率、产品质量等 ↓ 研究和掌握加工工艺、反复分析比较 ↓ 确定成熟和合理的工艺方案。 工艺方案设计原则 工艺方案选择要点 工艺原理图绘制. 相关内容
一、工艺方案设计原则* ●工艺方案设计总要求:高质量产品、高效率生产、低成 本和简单结构等。 ●工艺方案设计遵循的原则: 1)工序集中或分散原则 工序集中——将简单加工工艺集中在某工位进行多个不同要求的加工。特 点是工位数少、减少运送等辅助工艺→生产率高、机构数少,但复杂。 工序分散——将复杂工艺分解为若干工序(位),在同一机器的不同工位上 进行加工。特点是机构简单、可采用时间重合原则以提高生产率,但工位数增加、 要求传送及定位的可靠性高。 工序集中与分散程度的选定,取决于哪一种更有利于高 质量、高效率、低成本。 »
一、工艺方案设计原则* ●工艺方案设计总要求:高质量产品、高效率生产、低成 本和简单结构等。 ●工艺方案设计遵循的原则: 1)工序集中或分散原则 工序集中——将简单加工工艺集中在某工位进行多个不同要求的加工。特 点是工位数少、减少运送等辅助工艺→生产率高、机构数少,但复杂。 工序分散——将复杂工艺分解为若干工序(位),在同一机器的不同工位上 进行加工。特点是机构简单、可采用时间重合原则以提高生产率,但工位数增加、 要求传送及定位的可靠性高。 工序集中与分散程度的选定,取决于哪一种更有利于高 质量、高效率、低成本。 »
设计原则续 工序各有严格要求 ↓ 以加工时间最长的工序节拍为自动机节拍 ↓ 要求各工序的加工时间接近、相等,否则影响生产率 ↓ 平衡工序节拍——使各工序的加工时间相等 措施: 扬先进、改落后,采用新技术、新工艺、先进工 具→提高工艺速度; 采用工序集中或分散原则。 ». 2)平衡工序(位)节拍原则
设计原则续 工序各有严格要求 ↓ 以加工时间最长的工序节拍为自动机节拍 ↓ 要求各工序的加工时间接近、相等,否则影响生产率 ↓ 平衡工序节拍——使各工序的加工时间相等 措施: 扬先进、改落后,采用新技术、新工艺、先进工 具→提高工艺速度; 采用工序集中或分散原则。 ». 2)平衡工序(位)节拍原则