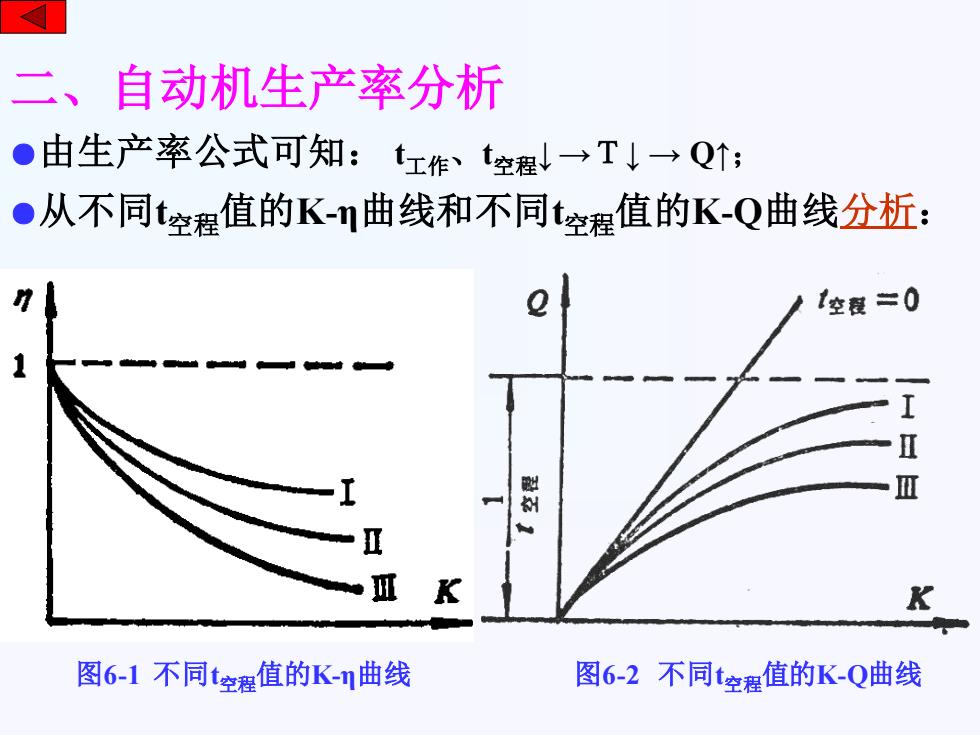
二、自动机生产率分析 ●由生产率公式可知: t工作、t空程↓ →T↓ → Q↑; ●从不同t空程值的K-η曲线和不同t空程值的K-Q曲线分析: 图6-1 不同t空程值的K-η曲线 图6-2 不同t空程值的K-Q曲线
二、自动机生产率分析 ●由生产率公式可知: t工作、t空程↓ →T↓ → Q↑; ●从不同t空程值的K-η曲线和不同t空程值的K-Q曲线分析: 图6-1 不同t空程值的K-η曲线 图6-2 不同t空程值的K-Q曲线
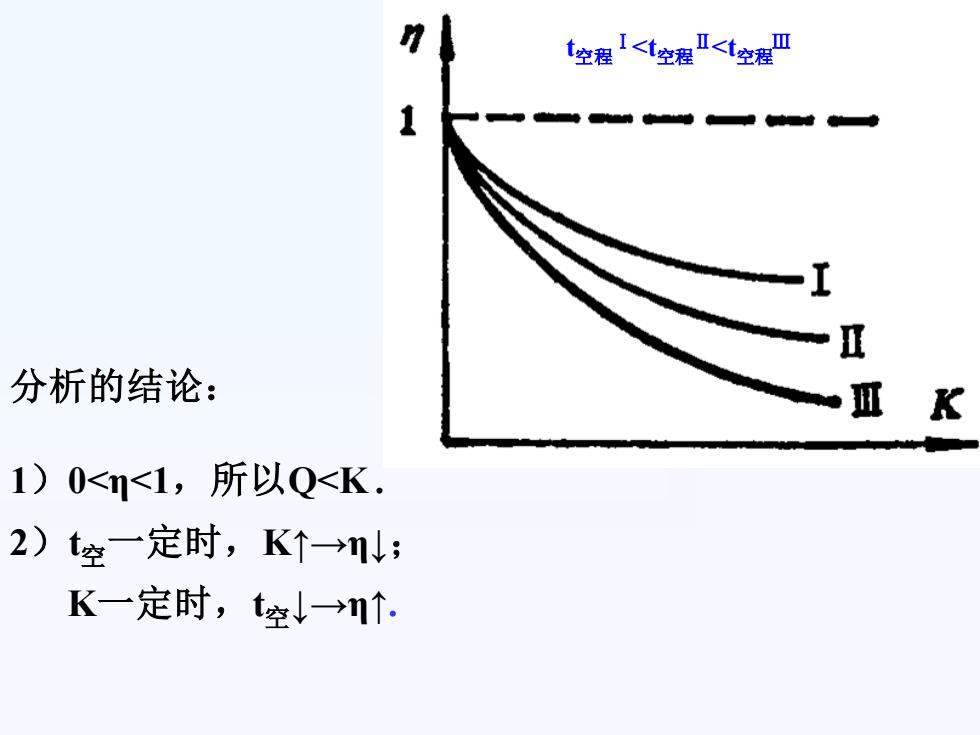
分析的结论: 1)0<η<1,所以Q<K . 2)t空一定时,K↑→η↓; K一定时,t空↓→η↑. t空程Ⅰ<t空程Ⅱ<t空程Ⅲ
分析的结论: 1)0<η<1,所以Q<K . 2)t空一定时,K↑→η↓; K一定时,t空↓→η↑. t空程Ⅰ<t空程Ⅱ<t空程Ⅲ
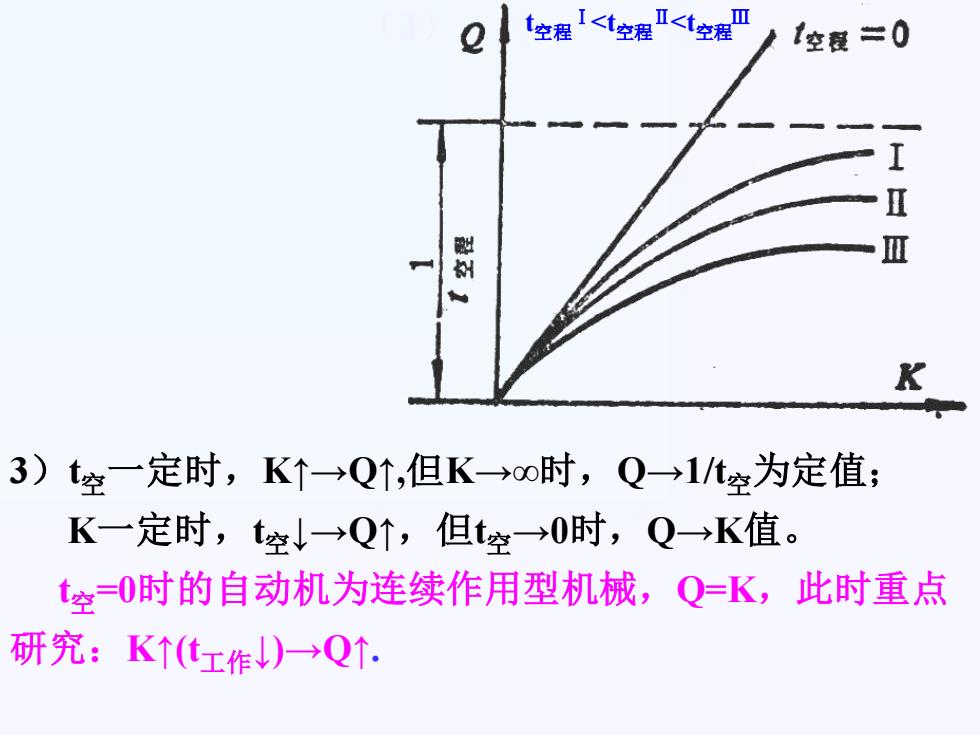
(3) 3)t空一定时,K↑→Q↑,但K→∞时,Q→1/t空为定值; K一定时,t空↓→Q↑,但t空→0时,Q→K值。 t空=0时的自动机为连续作用型机械,Q=K,此时重点 研究:K↑(t工作↓)→Q↑. t空程 Ⅰ<t空程 Ⅱ<t空程 Ⅲ
(3) 3)t空一定时,K↑→Q↑,但K→∞时,Q→1/t空为定值; K一定时,t空↓→Q↑,但t空→0时,Q→K值。 t空=0时的自动机为连续作用型机械,Q=K,此时重点 研究:K↑(t工作↓)→Q↑. t空程 Ⅰ<t空程 Ⅱ<t空程 Ⅲ
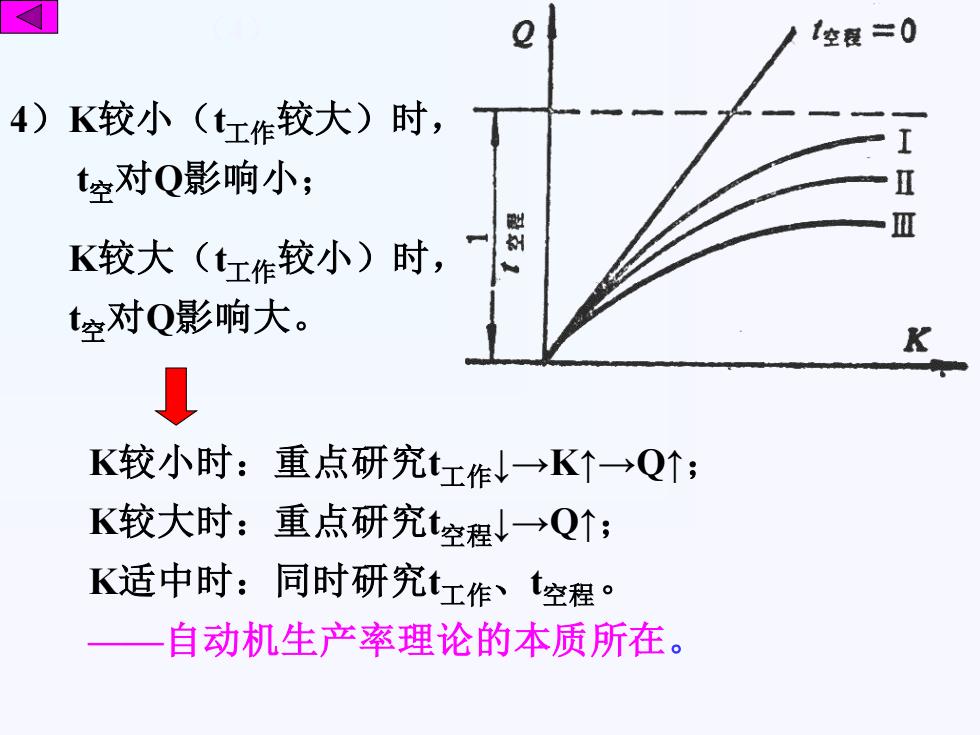
(4) 4)K较小(t工作较大)时, t空对Q影响小; K较小时:重点研究t工作↓→K↑→Q↑; K较大时:重点研究t空程↓→Q↑; K适中时:同时研究t工作、t空程。 ——自动机生产率理论的本质所在。 K较大(t工作较小)时, t空对Q影响大
(4) 4)K较小(t工作较大)时, t空对Q影响小; K较小时:重点研究t工作↓→K↑→Q↑; K较大时:重点研究t空程↓→Q↑; K适中时:同时研究t工作、t空程。 ——自动机生产率理论的本质所在。 K较大(t工作较小)时, t空对Q影响大
三、自动机械的实际生产率 ● 因部件磨损、机构故障、更换产品等→时间损失→实际 的生产率<理论生产率Q。 ●实际生产率Q实——考虑时间损失而计算的自动机械在 单位时间内生产的产品数量。 Q实=1/(t工作+t空程+t损失) ●相对而言,t空程即为循环内时间损失,t损失即为循环外时 间损失,即 t总损=t空程+t损失 。 ● t总损与自动机械的设计、选择、应用有关,分为两大方 面:工艺和设备;或六类:与空程时间、工具使用、修理 调整、产生废品、转换产品、生产管理等有关的时间损失。 ●由以上介绍可见: K—Q—Q实的关系
三、自动机械的实际生产率 ● 因部件磨损、机构故障、更换产品等→时间损失→实际 的生产率<理论生产率Q。 ●实际生产率Q实——考虑时间损失而计算的自动机械在 单位时间内生产的产品数量。 Q实=1/(t工作+t空程+t损失) ●相对而言,t空程即为循环内时间损失,t损失即为循环外时 间损失,即 t总损=t空程+t损失 。 ● t总损与自动机械的设计、选择、应用有关,分为两大方 面:工艺和设备;或六类:与空程时间、工具使用、修理 调整、产生废品、转换产品、生产管理等有关的时间损失。 ●由以上介绍可见: K—Q—Q实的关系