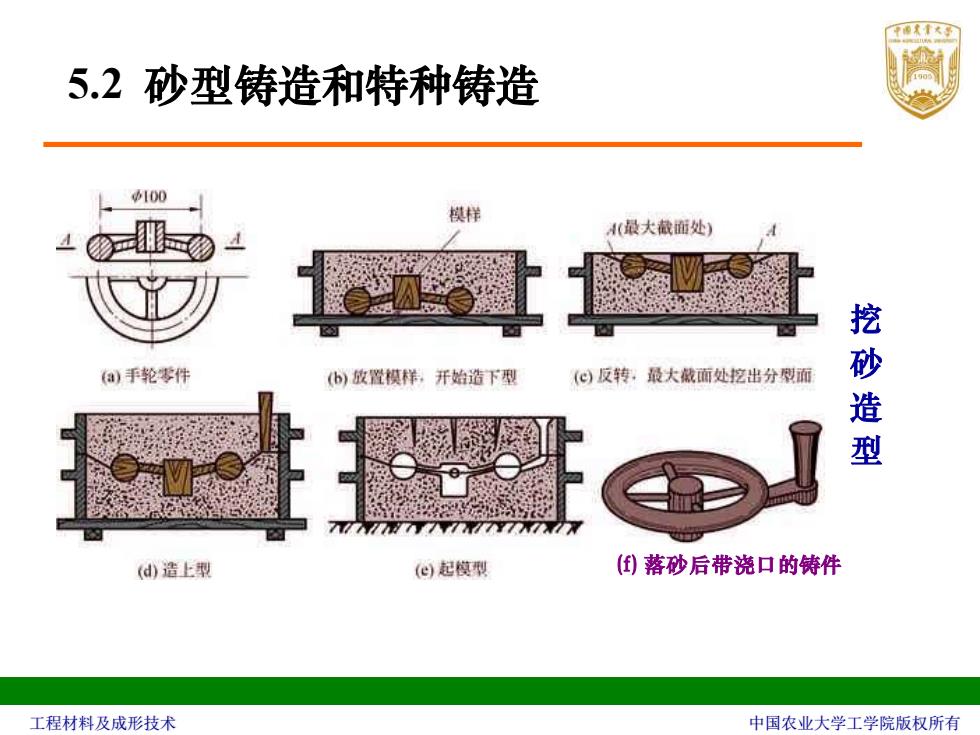
中想水1大 5.2砂型俦造和特种铸造 100 模样 A(最大截面处) (a)手轮零件 (b)放置模样,开始造下型 (©)反转,最大戴面处挖出分型面 挖砂造型 77N (d)造上型 (e)起模型 ()落砂后带浇口的俦件 工程材料及成形技术 中国农业大学工学院版权所有
工程材料及成形技术 中国农业大学工学院版权所有 5.2 砂型铸造和特种铸造 挖 砂 造 型 (f) 落砂后带浇口的铸件
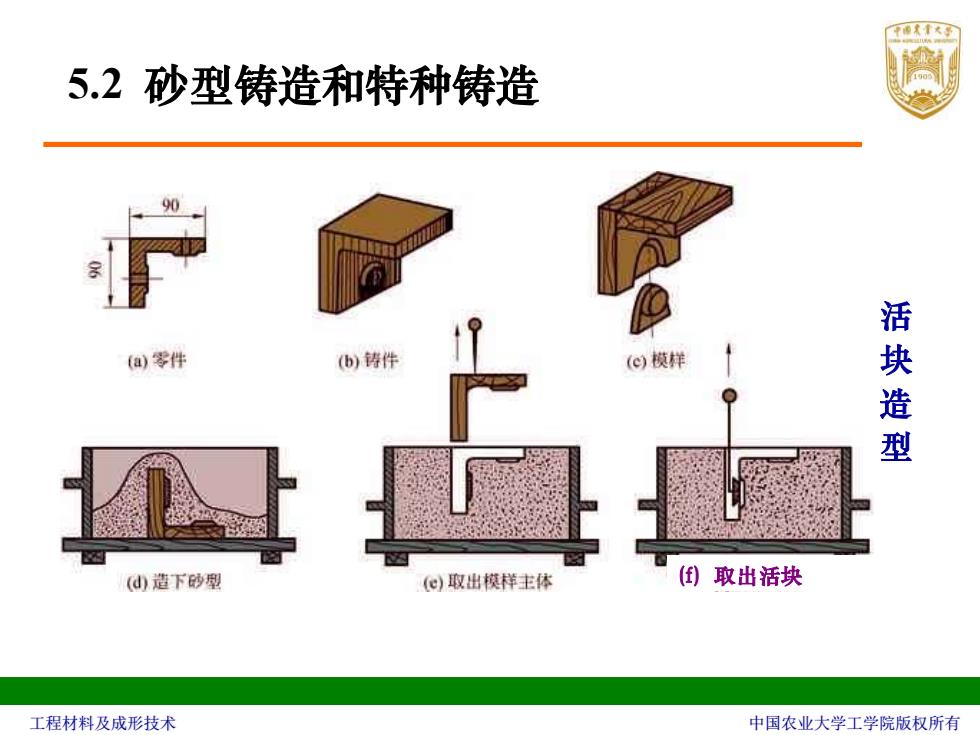
5.2砂型铸造和特种铸造 90 (a)零件 (b)铸件 (©)模样 活块造型 (d造下砂型 (@)取出模样主体 ()取出活块 工程材料及成形技术 中国农业大学工学院版权所有
工程材料及成形技术 中国农业大学工学院版权所有 5.2 砂型铸造和特种铸造 活 块 造 型 (f) 取出活块
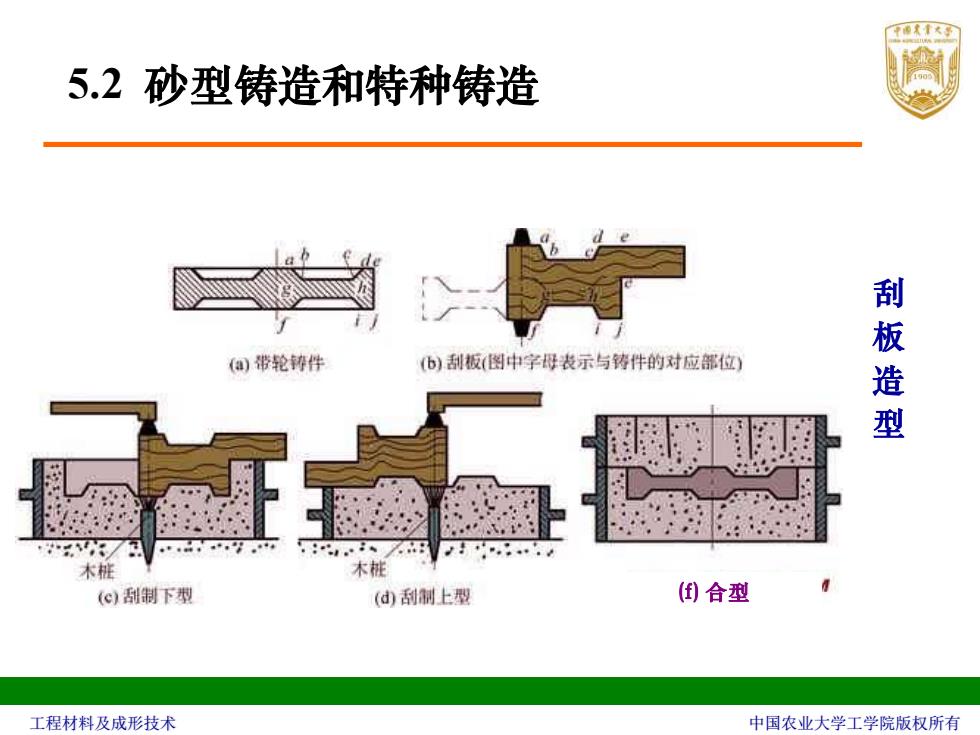
个想水1大 5.2砂型俦造和特种铸造 (和)带轮铸件 (b)刮板(图中字母表示与铸件的对应部位) 刮板造型 木桩 (c)刮制下型 (d刮制上型 ()合型 工程材料及成形技术 中国农业大学工学院版权所有
工程材料及成形技术 中国农业大学工学院版权所有 5.2 砂型铸造和特种铸造 刮 板 造 型 (f) 合型
中面术大子 5.2砂型铸造和特种铸造 机器造型 √利用造型机进行造型 √主要适用于中小铸件批量或大量生产 工程材料及成形技术 中国农业大学工学院版权所有
工程材料及成形技术 中国农业大学工学院版权所有 ⚫ 机器造型 ✓ 利用造型机进行造型 ✓ 主要适用于中小铸件批量或大量生产 5.2 砂型铸造和特种铸造
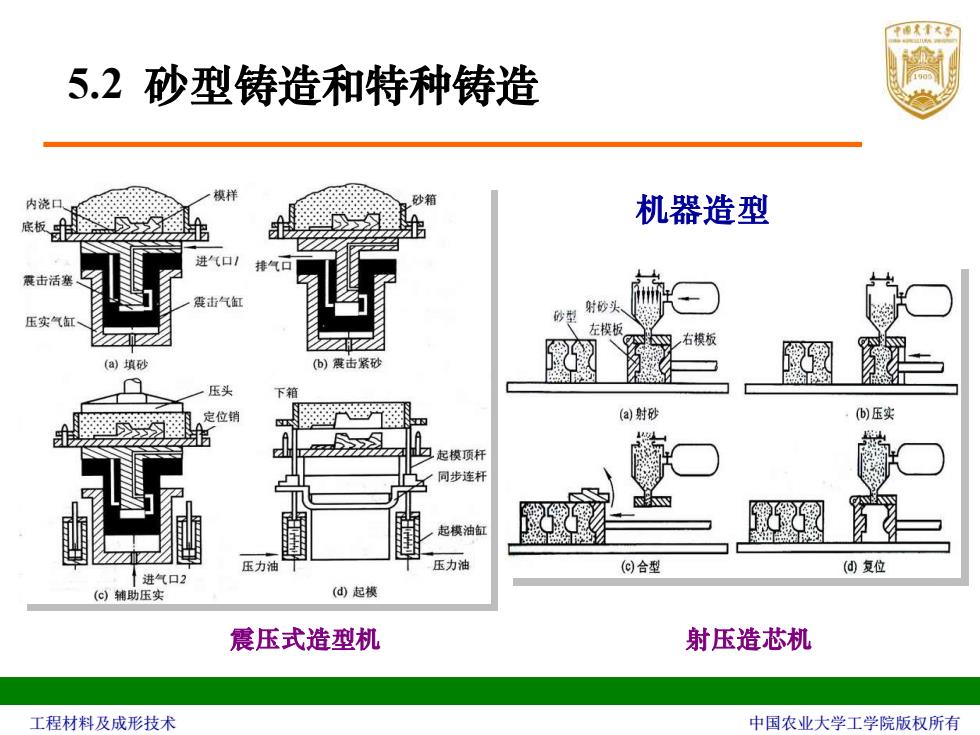
中像《大子 5.2砂型铸造和特种铸造 内浇口 砂箱 能 机器造型 底板 度击气缸 玉实气缸 砂型 射砂头 左模板 右模板 )填砂 b)震击紧砂 (a)射砂 b)压实 起模顶杆 同步连杆 起模油金 压力油 压力油 (⊙)合型 (④复位 进气口2 (c)辅助压实 (d起模 震压式造型机 射压造芯机 工程材料及成形技术 中国农业大学工学院版权所有
工程材料及成形技术 中国农业大学工学院版权所有 5.2 砂型铸造和特种铸造 震压式造型机 射压造芯机 机器造型